一种用于线束加工的送线定长裁断机构的制作方法
本发明涉及线束加工,尤其涉及一种用于线束加工的送线定长裁断机构。
背景技术:
1、线束是电路中连接各电气设备的接线部件,有绝缘护套、接线端子、导线及绝缘包扎材料等组成,线束加工流程通常分为裁线、扭线、端子压接、缠胶布、电性检测。
2、随着生产制造业的迅速发展,送线定长裁断在线束加工过程中不可或缺,特别考虑到线束送线过程中不得对线束造成损坏、线束长度一致、保证送线裁断过程安全等要求,人工作业效率极低、不仅质量无法把控、参差不齐,人员流动性大导致生产效率低,需要大量人工导致成本高等问题。因此很多企业厂商会选择全自动化对线束进行定长裁断,以实现工作过程的高效率、经济性、安全性。鉴于此,我们通过线束矫直、送线测长、齿轮送线、线束裁断、线束搬运调头等组件实现对线束的全自动送线定长裁切处理,改变传统的人工引线送线、人工测量长度裁断方式,可广泛运用到线束加工领域。
技术实现思路
1、本发明的目的在于克服现有技术的不足,适应现实需要,提供一种用于线束加工的送线定长裁断机构,以解决背景技术中提到的问题。
2、为了实现本发明的目的,本发明所采用的技术方案为:
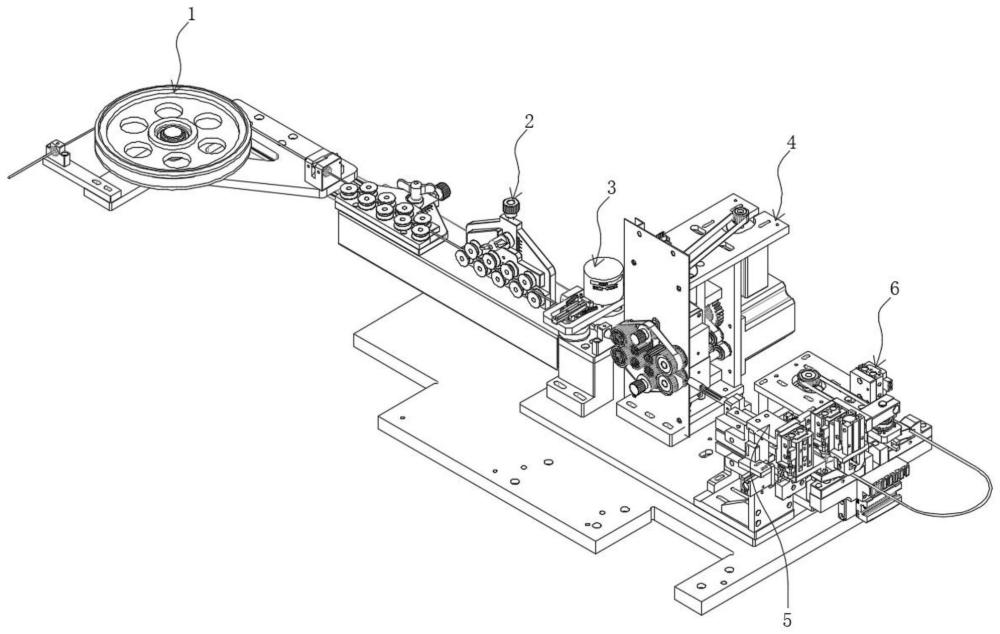
3、一种用于线束加工的送线定长裁断机构,包括沿线束加工流水线方向依次设置的前端送线组、线束矫直组、送线测长组、齿轮送线组、线束裁断组、线束搬运调头组和载具解锁组;
4、所述前端送线组包括轮线板、储线边轮、陶瓷导向眼和感应过线块;所述轮线板安装在导线生产流水线的铝型材上;所述陶瓷导向眼安装在轮线板的输入端;所述储线边轮支撑转动在轮线板中部;所述感应过线块安装在轮线板的近输出端处;
5、线束通过陶瓷导向眼由储线边轮转变送线方向后,穿过感应过线块并送往线束矫直组,感应过线块通过检测线束有无发出报警提示增加线束原料;
6、所述线束矫直组包括矫直器安装板、横向矫直器和竖向矫直器;所述矫直器安装板安装在导线生产流水线的铝型材上;所述横向矫直器和竖向矫直器依次设置在矫直器安装板上,分别用于对穿过感应过线块的线束进行横向矫直和竖向矫直;
7、所述送线测长组包括上支撑板、编码器、计米轮、滑轨滑块组、t型轴和测长辅助轮;所述上支撑板安装在导线生产流水线的铝型材上;所述上支撑板顶部一侧开设有通槽;所述编码器安装在上支撑板顶部另一侧;所述计米轮设置在上支撑板下方并与所述编码器的输入端固定连接;所述滑轨滑块组安装在通槽上;所述t型轴设置在上支撑板下方并与所述滑轨滑块组的滑块固定连接,且所述t型轴与上支撑板之间对称连接有两个拉簧;所述测长辅助轮转动连接在t型轴下端;
8、送线过程中线束向前运动通过摩擦带动计米轮转动,通过拉簧拉力使得测长辅助轮将线束挤至计米轮处,使得送线过程中线束对计米轮有一定的摩擦力,从而通过摩擦带动计米轮转动,进而编码器通过计米轮的转动圈数测量送线长度;
9、所述齿轮送线组包括升降组件、下压块、上压块、驱动组件、驱动同步轮组、传动同步轮组、送线同步轮组a和送线同步轮组b;所述升降组件安装在导线生产流水线的铝型材上;所述下压块与所述上压块对向设置并分别与所述升降组件的两输出端连接;所述驱动组件安装在升降组件一侧;所述驱动同步轮组连接在驱动组件的输出端;所述传动同步轮组与驱动同步轮组啮合传动;所述送线同步轮组a设置在下压块上,且所述送线同步轮组a的输入端与驱动同步轮组的输出端连接;所述送线同步轮组b设置在上压块上,且所述送线同步轮组b的输入端与传动同步轮组的输出端连接;
10、升降组件驱动所述下压块和上压块对向或反向移动,进而控制送线同步轮组a和送线同步轮组b的间距,使得送线同步轮组a和送线同步轮组b中的两皮带将线束夹住,驱动组件通过驱动同步轮组将动力传递给传动同步轮组和送线同步轮组a,传动同步轮组又将动力传递给送线同步轮组b,进而控制送线同步轮组a的皮带和送线同步轮组b的皮带同时转动带动线束前进;
11、所述线束裁断组包括基板、气缸支撑板、支撑条、过线管、夹爪机构和切线机构;所述基板安装在导线生产流水线的铝型材上;所述气缸支撑板支撑固定在基板一侧;所述支撑条支撑固定在基板另一侧;所述过线管支撑连接在气缸支撑板与支撑条之间;所述夹爪机构设置在背向所述支撑条的气缸支撑板一侧,所述切线机构设置在面向所述支撑条的气缸支撑板一侧;
12、线束穿过过线管经检测到送线规定长度后,夹爪机构将线束夹紧,切线机构将线束裁断;
13、所述线束搬运调头组包括旋转机构、滑台气缸、取线平行气缸和取线夹爪;所述旋转机构安装在导线生产流水线的铝型材上;所述滑台气缸安装在旋转机构的输出端;所述取线平行气缸安装在滑台气缸的输出端;所述取线夹爪设有两个,两个所述取线夹爪分别连接在取线平行气缸的两个输出端;
14、所述载具解锁组包括t型支撑座、左载具和右载具;所述t型支撑座安装在导线生产流水线的铝型材上;所述左载具与右载具对称设置在t型支撑座顶部两侧;
15、当线束被运至取线夹爪处,取线平行气缸控制两取线夹爪打开,随后滑台气缸控制取线夹爪下行至线束处,待取线夹爪将线束夹紧后随之上行,随后旋转机构控制取线夹爪旋转至载具解锁组处并实现线束调头。
16、本发明通过线束矫直、送线测长、齿轮送线、线束裁断、线束搬运调头等组件实现对线束的全自动送线定长裁切处理,改变传统的人工引线送线、人工测量长度裁断方式,可广泛运用到线束加工领域。
17、优选地,所述送线测长组还包括下支撑板、侧支板和锥形导向眼;所述下支撑板安装在导线生产流水线的铝型材上,所述上支撑板通过侧支板平行支撑固定在下支撑板上方,所述测长辅助轮通过轴承转动连接在t型轴上;所述锥形导向眼沿线束的走线方向安装在下支撑板上。
18、优选地,所述升降组件包括挡板、第一电机安装板、升降电机、第一皮带带轮组、底板和双向丝杆;所述挡板竖直安装在导线生产流水线的铝型材上;所述第一电机安装板水平设置并固定在挡板上端;所述升降电机安装在第一电机安装板上;所述第一皮带带轮组的主动带轮同轴固定在升降电机的输出轴上;所述底板与所述第一电机安装板平行设置并固定在挡板下端;所述双向丝杆上下两端设有方向相反的螺纹,且所述双向丝杆顶端与所述第一皮带带轮组的从动轮同轴连接,所述双向丝杆底端通过轴承与底板转动连接,所述双向丝杆上端套设在上压块内部,且所述双向丝杆的上螺纹通过螺纹块与所述上压块活动连接,所述双向丝杆下端套设在下压块内部,且所述双向丝杆的下螺纹通过螺纹块与所述下压块活动连接。
19、优选地,所述下压块上开设有沿竖直方向分布的第一轴槽,所述上压块上开设有沿竖直方向分布的第二轴槽。
20、优选地,所述驱动组件包括第二电机安装板、送线电机、主动柱齿轮和从动柱齿轮;所述第二电机安装板与所述挡板平行设置并固定在底板后端;所述送线电机安装在所述第二电机安装板上;所述主动柱齿轮同轴固定在所述送线电机的输出轴上;所述从动柱齿轮通过轴承转动连接在所述第二电机安装板上,且所述从动柱齿轮与所述主动柱齿轮啮合;所述驱动同步轮组的主动轮通过连轴与所述主动柱齿轮同轴连接,且所述驱动同步轮组的从动轮通过轴承转动连接第二电机安装板上;所述传动同步轮组的主动轮通过连轴与所述从动柱齿轮同轴连接,且所述传动同步轮组的从动轮通过轴承转动连接第二电机安装板上。
21、优选地,所述齿轮送线组还包括同步长轴和同步短轴;所述同步长轴一端与所述驱动同步轮组的主动轮同轴固定连接,所述同步长轴另一端穿过第一轴槽并与所述送线同步轮组a的主动轮同轴固定连接,所述送线同步轮组a的副轮组均通过转轴与所述下压块转动连接;所述同步短轴一端与所述传动同步轮组的主动轮同轴固定连接,所述同步短轴另一端穿过第二轴槽并与所述送线同步轮组b的主动轮同轴固定连接,所述送线同步轮组b的副轮组均通过转轴与所述上压块转动连接。
22、优选地,所述夹爪机构包括夹爪平行气缸、上导向夹和下导向夹;所述夹爪平行气缸安装在背向所述支撑条的气缸支撑板上端;所述上导向夹和下导向夹分别安装在所述夹爪平行气缸的两个输出端上。
23、优选地,所述切线机构包括切线平行气缸、导轨、上导向块、下导向块、上v刀和下v刀;所述切线平行气缸安装在面向所述支撑条的气缸支撑板上端;所述导轨沿所述气缸支撑板的高度方向固定在其侧端;所述上导向块和下导向块分别滑动连接在导轨上,且所述上导向块和下导向块分别与切线平行气缸的两个输出端固定连接;所述上v刀安装在上导向块上;所述下v刀安装在下导向块上。
24、优选地,所述旋转机构包括底座板、第三电机安装板、步进电机、第二皮带带轮组、轴棒和旋转臂;所述底座板安装在导线生产流水线的铝型材上;所述第三电机安装板通过支杆支撑固定在底座板上方;所述步进电机安装在第三电机安装板上;所述第二皮带带轮组设置在第三电机安装板上,且所述第二皮带带轮组的主动带轮与步进电机的输出轴固定连接;所述旋转臂通过轴棒与第二皮带带轮组的从动带轮转动连接,所述滑台气缸安装在旋转臂上。
25、优选地,所述左载具包括第一固定夹块、第一伺服气缸和第一活动夹持块;所述第一固定夹块固定在t型支撑座顶部一侧;所述第一伺服气缸安装在t型支撑座上;所述第一活动夹持块连接在第一伺服气缸的输出端,所述第一伺服气缸驱动第一活动夹持块向第一固定夹块的方向靠近,致使所述第一活动夹持块与所述第一固定夹块之间形成第一夹持腔;所述右载具包括第二固定夹块、第二伺服气缸和第二活动夹持块;所述第二固定夹块固定在t型支撑座顶部另一侧;所述第二伺服气缸安装在t型支撑座上;所述第二活动夹持块连接在第二伺服气缸的输出端,所述第二伺服气缸驱动第二活动夹持块向第二固定夹块的方向靠近,致使所述第二活动夹持块与所述第二固定夹块之间形成第二夹持腔。
26、与现有技术相比,本发明的有益效果在于:
27、1、本发明通过线束矫直、送线测长、齿轮送线、线束裁断、线束搬运调头等组件实现对线束的全自动送线定长裁切处理,改变传统的人工引线送线、人工测量长度裁断方式,可广泛运用到线束加工领域。
28、2、线束通过陶瓷导向眼由储线边轮转变送线方向后,穿过感应过线块并送往横向矫直器和竖向矫直器分别进行横向矫直和竖向矫直,感应过线块通过检测线束有无发出报警提示增加线束原料。
29、3、送线过程中线束向前运动通过摩擦带动计米轮转动,通过拉簧拉力使得测长辅助轮将线束挤至计米轮处,使得送线过程中线束对计米轮有一定的摩擦力,从而通过摩擦带动计米轮转动,进而编码器通过计米轮的转动圈数测量送线长度。
- 还没有人留言评论。精彩留言会获得点赞!