从电缆移除绝缘体的方法与流程
1.本发明涉及从电缆移除绝缘体的方法。特别地,本发明涉及一种在不损坏电缆的其他部件的情况下从电缆上移除耐切割绝缘体的方法。
背景技术:
2.某些电缆类型,例如用于电动和混合动力汽车的电缆,需要几个不同的工艺步骤来为其端接做准备。这些工艺步骤包括需要从电缆的外部以及从中心导体的外部移除绝缘体,例如硅橡胶。目前可用的用于去除这种绝缘体的商用工艺可能在移除过程期间划伤或切割编织线或导体股,这对于某些最终用户来说是不可接受的。减少损坏的一种方法涉及使用一对线性作用的波状刀片。当完全闭合时,这些刀片会产生绝缘体下方的层的直径非常匹配的圆圈。然而,这些刀片可能在有切割作用的电缆的侧面产生损坏。
3.另一种用于减少损坏的方法是迫使切割边缘在径向或接近径向方向上穿过绝缘体。使用径向(“按压”)运动来切割硅橡胶或类似材料的局限性在于,此类材料被设计为耐磨和耐切割的。对切割刀片施加径向运动,对着绝缘材料的表面,导致绝缘材料在刀片直接接触区域的临时压缩。去除施加在刀片上的力后,绝缘体完好无损而不会被切割。
4.所要解决的问题是提供一种从电缆剥除绝缘体的方法,该方法能有效地移除绝缘体而不损坏电缆的其他部件,例如编织股或导体股。
技术实现要素:
5.上述问题通过一种从电缆移除绝缘体的方法来解决,其包括:将电缆定位在电缆准备设备的绝缘体切割刀片附近;在旋转方向上相对于电缆的绝缘体移动绝缘体切割刀片的切割表面;当绝缘体切割刀片在旋转方向上移动时,使绝缘体与绝缘体切割刀片的切割表面接合;当绝缘体切割刀片在旋转方向上移动时,用绝缘体切割刀片的切割表面将绝缘体切割到限定的深度,限定的深度小于绝缘体的厚度;之后,在径向方向上相对于电缆的绝缘体移动绝缘体切割刀片的切割表面;当绝缘体切割刀片在径向方向上移动时,使绝缘体与绝缘体切割刀片的切割表面接合;以及,当绝缘体切割刀片在径向方向上移动时,用绝缘体切割刀片的切割表面从限定的深度切割绝缘体。通过绝缘体切割刀片在旋转方向上的运动和绝缘体切割刀片在径向方向上的运动的组合,来切割绝缘体的整个厚度。
附图说明
6.现在将参照附图以举例的方式描述本发明,在附图中:
7.图1是根据本发明的说明性电缆准备设备的透视正视图。
8.图2是图1的电缆准备设备的透视侧视图。
9.图3是绝缘体切割刀片部分地切割穿过电缆的外部绝缘体时的电缆的截面示意图。
10.图4是图3的一部分的放大图,示出了靠近绝缘体切割刀片的外部绝缘体的材料的
位移。
11.图5是接合电缆之前的绝缘体切割刀片的示意图,箭头指示绝缘体切割刀片的旋转运动。
12.图6是绝缘体切割刀片的示意图,示出了部分切割穿过外部绝缘体的材料,箭头指示绝缘体切割刀片的旋转运动。
13.图7是绝缘体切割刀片的示意图,示出了部分切割穿过外部绝缘体的材料,箭头指示绝缘体切割刀片的径向运动。
14.图8是绝缘体切割刀片的示意图,示出了完全切割穿过外部绝缘体的材料,箭头指示绝缘体切割刀片的径向运动。
15.图9是接合电缆的内部绝缘体之前的绝缘体切割刀片的示意图,箭头指示绝缘体切割刀片的旋转运动。
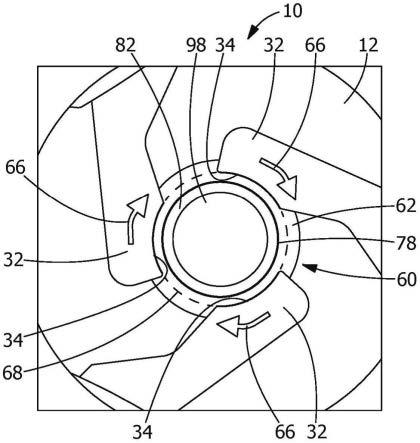
16.图10是绝缘体切割刀片的示意图,示出了部分切割穿过内部绝缘体的材料,箭头指示绝缘体切割刀片的旋转运动。
17.图11是绝缘体切割刀片的示意图,示出了部分切割穿过内部绝缘体的材料,箭头指示绝缘体切割刀片的径向运动。
18.图12是绝缘体切割刀片的示意图,示出了完全切割穿过内部绝缘体的材料,箭头指示绝缘体切割刀片的径向运动。
具体实施方式
19.如图1所示,电缆剥离或准备设备10具有圆形基部12,其具有中心开口14和位于圆形基部12的圆周附近的弧形槽16。在所示的说明性实施例中,提供了三个弧形槽16。
20.刀片控制臂18安装在基部12上。安装构件20延伸穿过刀片控制臂18到基部12。安装构件20将刀片控制臂18可枢转地安装到基部12,以允许刀片控制臂18相对于基部12移动或枢转。每个刀片控制臂18具有轮安装装置(未示出),其延伸穿过相应的槽16以安装至轮驱动机构40。轮驱动机构40的运动使得刀片控制臂18围绕安装构件20枢转。
21.每个刀片控制臂18具有圆形轮或编织物切割轮安装部分26以及波状或绝缘体切割刀片安装部分28。如图1所示,圆形轮或编织物切割轮30安装在圆形轮安装部分26中,并且波状或绝缘体切割刀片32安装在波状刀片安装部分28中。编织物切割轮30被安装到编织物切割轮30以相对于圆形轮安装部分26转动或旋转。绝缘体切割刀片32固定地安装至波状刀片安装部分28。每个绝缘体切割刀片32具有弧形切割表面34,其半径近似于电缆的半径。尽管示出了三个绝缘体切割刀片32,可以使用其他数量的切割刀片。
22.参考图2,电缆准备设备10具有第一轮驱动机构40和第二轮驱动机构42,它们与第一驱动机构40间隔开但是成直线。前部或第一皮带轮44与第一轮驱动机构40协作。第一皮带轮44在第一轮驱动机构40与前部或第一驱动电机46之间延伸。第一驱动电机46可以是但不限于伺服电机。后部或第二皮带轮48与第二轮驱动机构42协作。第二皮带轮48在第二轮驱动机构42与后部或第二驱动电机50之间延伸。第二驱动电机50可以是但不限于伺服电机。废料管52从电缆准备设备10的后部延伸。
23.电缆剥离或准备设备10仅是可以设置绝缘体切割刀片32的一个说明性实施例。然而,如下所述的方法可以与说明性电缆剥离或准备设备10或其他类型的电缆剥离或准备设
备一起使用。此外,绝缘体切割刀片32的形状可以与上述描述不同,而不影响方法的范围。
24.在使用时,用户或操作者将电缆60置于电缆剥离或准备设备10的绝缘体切割刀片32之间。在电缆60正确定位的情况下,设备10被激活。
25.绝缘体切割刀片32初始地移动到电缆60的外部绝缘体62附近的第一位置,如图5中的虚线64所示。绝缘体切割刀片32通过第一轮驱动机构40移动到第一位置。在第一位置,绝缘体切割刀片32位于外部绝缘体62附近但不与其接合。
26.在绝缘体切割刀片32正确地定位第一位置的情况下,绝缘体切割刀片32在图5和6所示的箭头66的方向上转动或旋转。虽然切割刀片32的运动如箭头66所示,可以使用切割刀片32的其他运动,例如但不限于,在相反的方向上运动或者在正切于绝缘体的线性方向上运动。
27.绝缘体切割刀片32通过第二轮驱动机构42旋转。当刀片32围绕电缆60的纵向轴线旋转时,刀片32的弧形切割表面34朝向电缆60的中心移动,直到到达编程的、精确的第二位置,如图6中的虚线68所示。绝缘体切割刀片32通过第一轮驱动机构40从第一位置移动到第二位置。当发生这种情况时,刀片32的弧形切割表面34在相对于电缆60的外部绝缘体52的旋转或切向方向上移动,这允许刀片32的弧形切割表面34切入外部绝缘体62中。
28.当刀片32从第一位置移动到第二位置时,刀片32围绕电缆60的圆周转动,同时被驱动到部分切割外部绝缘体62而不完全切割穿过外部绝缘体62的精确深度。在第二位置,刀片32已经切割穿过超过一半的外部绝缘体62。切割的精确深度由电缆的尺寸或规格以及通过控制刀片32的切割动力学来确定和控制,例如但不限于旋转速率、闭合速度、旋转次数、切削次数、在过程中施加拉应力的切削深度。
29.当将外部绝缘体62切割到第二位置的精确深度时,刀片32相对于电缆60的旋转停止。在该位置,刀片32在第二位置深度保持嵌入外部绝缘体62。如图3和图4所示,嵌入的刀片32位移绝缘材料70,在刀片32正下方的区域74(图4)中的外部绝缘体62中产生张力,如箭头72所示。
30.刀片32然后在径向或近似径向方向上移动,如图7和图8中的箭头76所示。刀片32的径向运动使得刀片32从图7所示的第二位置移动到图8所示的第三位置,在第三位置,刀片32延伸穿过外部绝缘体62。绝缘体切割刀片32通过第一轮驱动机构40从第二位置移动到第三位置。由嵌入的刀片32在外部绝缘体62中产生的张力确保了,每次径向运动或切削将切割区域74中的绝缘材料70,而不是仅使材料变形。刀片32的径向切割方向和精确控制确保了区域74下方的电缆60的部件(例如编织股78)不被切割。单个或多个径向运动或切削可以用于切割穿过外部绝缘体62。
31.在径向运动或切削之后,刀片32返回第二位置的深度。绝缘体切割刀片32通过第一轮驱动机构40从第三位置移动到第二位置。在下一次径向运动或切削之前,刀片32然后旋转预设量,例如30度。绝缘体切割刀片32通过第一轮驱动机构40和第二轮驱动机构42的协调运动旋转,以在切割刀片32的旋转期间将切割刀片深度保持在第二位置。刀片32的运动确保了留在相邻的波状刀片32之间的任何绝缘体未被完全切割。刀片32再次在径向或近似径向方向上移动,如图7中的箭头76所示。绝缘体切割刀片32通过第一轮驱动机构40在径向方向上移动。刀片32的重复的径向运动使得刀片32从图7所示的第二位置移动到图8所示的第三位置,在第三位置,刀片32延伸穿过外部绝缘体62,从而切割电缆60的绝缘体62。重
复此过程,直到沿着电缆60的圆周的与刀片32的弧形切割表面34成直线的所有绝缘体被切割。
32.随着径向运动完成,刀片32的弧形切割表面34在径向方向上移动到预定的第四位置以准备进行绝缘体料渣80(图3)移除。绝缘体切割刀片32通过第一轮驱动机构40从第三位置移动到第四位置。在第四位置,刀片32与外部绝缘体62下方的编织股78间隔开,同时保持刀片32的弧形切割表面34与外部绝缘体62接合。第四位置可以类似于或不同于第二位置。电缆60然后在平行于电缆60的纵向轴线的方向上远离刀片32的弧形切割表面34移动,使得刀片32将切割绝缘体料渣80从电缆60拉开。在料渣被移除的情况下,刀片32的弧形切割表面34打开至大于电缆60的圆周的距离,以允许电缆60相对于刀片32移动。
33.在移除外部绝缘体62、箔和编织股78之后,绝缘体刀片32也可以用于从电缆60移除内部绝缘体82。电缆60位于电缆剥离或准备设备10的绝缘体切割刀片32之间。在电缆60正确定位的情况下,设备10被激活。
34.绝缘体切割刀片32初始地移动到电缆60的内部绝缘体82附近的第五位置,如图9中的虚线84所示。绝缘体切割刀片32通过第一轮驱动机构40移动到第五位置。在第五位置,绝缘体切割刀片32位于内部绝缘体82附近但不与其接合。
35.在绝缘体切割刀片32正确地定位第五位置的情况下,绝缘体切割刀片32在图9所示的箭头86的方向上转动或旋转。虽然切割刀片32的运动如箭头86所示,可以使用切割刀片32的其他运动,例如但不限于,在相反的方向上运动或者在正切于绝缘体的线性方向上运动。
36.绝缘体切割刀片32通过第二轮驱动机构42旋转。当刀片32围绕电缆60的纵向轴线旋转时,刀片32的弧形切割表面34朝向电缆60的中心移动,直到到达编程的、精确的第六位置,如图10中的虚线88所示。绝缘体切割刀片32通过第一轮驱动机构40从第五位置移动到第六位置。当发生这种情况时,刀片32的弧形切割表面34在相对于电缆60的内部绝缘体52的旋转或切向方向上移动,这允许刀片32的弧形切割表面34切割穿过内部绝缘体82。
37.当刀片32从第五位置移动到第六位置时,刀片32围绕电缆60的圆周转动,同时被驱动到部分切割内部绝缘体82而不完全切割穿过内部绝缘体82的精确深度。在第六位置,刀片32已经切割穿过超过一半的内部绝缘体82。切割的精确深度由电缆的尺寸或规格以及通过控制刀片32的切割动力学来确定和控制,例如但不限于旋转速率、闭合速度、旋转次数、切削次数、在过程中施加拉应力的切削深度。
38.当将内部绝缘体82切割到第二位置的精确深度时,刀片32相对于电缆60的旋转停止。在该位置,刀片32在第二位置深度保持嵌入内部绝缘体82。类似于图2和图3所示的,嵌入的刀片32位移绝缘体材料,在刀片32正下方的区域中的内部绝缘体82中产生张力。
39.刀片32然后在径向或近似径向方向上移动,如图11和图12中的箭头96所示。刀片32的径向运动使得刀片32从图11所示的第六位置移动到图12所示的第七位置,在第七位置,刀片32延伸穿过内部绝缘体82。绝缘体切割刀片32通过第一轮驱动机构40从第六位置移动到第七位置。通过嵌入的刀片32在内部绝缘体82中产生的张力确保了,每次径向运动或切削将切割绝缘体材料,而不是仅使材料变形。刀片32的径向切割方向和精确控制确保了刀片32下方的电缆60的部件(例如编织导体98)不被切割。单个或多个径向运动或切削可以用于切割穿过内部绝缘体82。
40.在径向运动或切削之后,刀片32返回第六位置的深度。绝缘体切割刀片32通过第一轮驱动机构40和第二轮驱动机构42的协调运动从第七位置移动到第六位置,以在切割刀片32的旋转期间将切割刀片深度保持在第二位置。在下一次径向运动或切削之前,刀片32然后旋转预设量,例如30度。绝缘体切割刀片32通过第二轮驱动机构42旋转。刀片32的运动确保了留在相邻的波状刀片32之间的任何绝缘体未被完全切割。刀片32再次在径向或近似径向方向上移动,如图11中的箭头96所示。绝缘体切割刀片32通过第一轮驱动机构40在径向方向上移动。刀片32的重复的径向运动使得刀片32从图11所示的第六位置移动到图12所示的第七位置,在第七位置,刀片32延伸穿过内部绝缘体82,从而切割电缆60的绝缘体82。重复此过程,直到沿着电缆60的圆周的与刀片32的弧形切割表面34成直线的所有绝缘体被切割。
41.随着径向运动完成,刀片32的弧形切割表面34在径向方向上移动到预定的第八位置以准备进行绝缘体料渣移除。绝缘体切割刀片32通过第一轮驱动机构40从第七位置移动到第八位置。在第八位置,刀片32与内部绝缘体82下方的导体98间隔开,同时保持刀片32的弧形切割表面34与内部绝缘体82接合。第八位置可以类似于或不同于第六位置。电缆60然后在平行于电缆60的纵向轴线的方向上远离刀片32的弧形切割表面34移动,使得刀片32将切割绝缘体料渣从电缆60拉开。在料渣被移除的情况下,刀片32的弧形切割表面34打开至大于电缆60的圆周的距离,以允许电缆60相对于刀片32移动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1