旋转电机用转子的制造方法以及制造装置与流程
1.本发明涉及旋转电机用转子的制造方法以及制造装置,特别涉及将磁铁固定于转子芯的技术。
背景技术:
2.关于具有转子芯和安装于与所述转子芯的中心线平行地设置的磁铁安装部的磁铁的旋转电机用转子,已知有配设于所述磁铁安装部与所述磁铁之间的固定件被加热,从而经由该固定件而所述磁铁固定于所述磁铁安装部的旋转电机用转子的制造方法。专利文献1所记载的方法是其一个例子,紧贴有作为固定件的发泡片材的磁铁配置于磁铁安装部(收容孔),通过对转子芯进行加热,从而使发泡片材膨胀,使磁铁定位于收容孔。
3.现有技术文献
4.专利文献
5.专利文献1:日本专利第6322924号公报
技术实现要素:
6.然而,这样的以往的旋转电机用转子的制造方法需要对包括热容量大的转子芯在内的固定件进行加热,所以需要大型的加热炉,并且为了进行加热而需要大量的时间、能量。
7.本发明是以以上的缘由为背景而完成的,其目的在于,无需使用加热炉就能够对固定件进行加热,并且降低加热所需的时间、能量。
8.为了达到上述目的,第1发明是一种旋转电机用转子的制造方法,关于具有转子芯和安装于与所述转子芯的中心线平行地设置的磁铁安装部的磁铁的旋转电机用转子,通过加热配设于所述磁铁安装部与所述磁铁之间的固定件,从而所述磁铁通过该固定件而被固定于所述磁铁安装部,所述旋转电机用转子的制造方法的特征在于,具有:(a)配置工序,以使所述固定件位于所述磁铁安装部与所述磁铁之间的方式,将所述磁铁以及所述固定件配置于所述转子芯的所述磁铁安装部;以及(b)固定工序,通过使电极与所述磁铁的两端接触地通电电流,从而根据由所述磁铁的电阻产生的发热对所述固定件进行加热,利用该加热后的固定件将所述磁铁固定于所述磁铁安装部。
9.关于第2发明,在第1发明的旋转电机用转子的制造方法中,其特征在于,(a)安装于所述磁铁安装部的所述磁铁由按照与所述转子芯的中心线平行的面分割的n个分割磁铁构成,(b)所述电极被形成为前端以与所述n个分割磁铁的端部单独地接触的方式分支成n个的n叉形状,(c)所述n为2以上的自然数。
10.关于第3发明,在第1发明或者第2发明的旋转电机用转子的制造方法中,其特征在于,在所述固定工序中使直流电流通电到所述磁铁。
11.关于第4发明,在第1发明~第3发明中的任意一项的旋转电机用转子的制造方法中,其特征在于,在所述固定工序中,以预先决定的恒定的按压力将所述电极按压到所述磁
铁。
12.关于第5发明,在第1发明~第4发明中的任意一项的旋转电机用转子的制造方法中,其特征在于,(a)在所述转子芯中设置有多个所述磁铁安装部而安装有多个所述磁铁,(b)在所述固定工序中,将所述多个磁铁中的至少一部分串联地电连接而同时通电电流。
13.关于第6发明,在第1发明~第5发明中的任意一项的旋转电机用转子的制造方法中,其特征在于,(a)所述固定件包含热硬化性树脂、热可塑性树脂或者膨胀材料,(b)在所述固定工序中,根据所述热硬化性树脂的加热所致的硬化、所述热可塑性树脂的加热所致的软化后的冷却硬化或者所述膨胀材料的加热所致的膨胀,所述磁铁被固定于所述磁铁安装部。
14.关于第7发明,在第1发明~第6发明中的任意一项的旋转电机用转子的制造方法中,其特征在于,在所述固定工序中,以对所述磁铁以恒定电流值进行通电的方式控制电压,并且监视所述电压或者输出(电力、功率也相同。)是否为预先决定的异常判定值以上,在为该异常判定值以上的情况下判定为异常,中止通电。
15.第8发明是一种旋转电机用转子的制造装置,关于具有转子芯和安装于与所述转子芯的中心线平行地设置的磁铁安装部的磁铁的旋转电机用转子,加热配设于所述磁铁安装部与所述磁铁之间的固定件,从而所述磁铁通过该固定件而被固定于所述磁铁安装部,所述旋转电机用转子的制造装置的特征在于,具有:(a)保持装置,保持所述转子芯;以及(b)按压装置,将电极按压到与所述固定件一起配置于由所述保持装置保持的所述转子芯的所述磁铁安装部的所述磁铁的两端;(c)通电控制装置,通过经由所述电极使电流通电到所述磁铁,从而根据由所述磁铁的电阻产生的发热对所述固定件进行加热,利用该加热后的固定件将所述磁铁固定于所述磁铁安装部。
16.关于第9发明,在第8发明的旋转电机用转子的制造装置中的特征在于,(a)安装于所述磁铁安装部的所述磁铁由按照与所述转子芯的中心线平行的面分割的n个分割磁铁构成,(b)所述电极被形成为前端以与所述n个分割磁铁的端部单独地接触的方式分支成n个的n叉形状,(c)所述n为2以上的自然数。
17.关于第10发明,在第8发明或者第9发明的旋转电机用转子的制造装置中,其特征在于,所述通电控制装置使直流电流通电到所述磁铁。
18.关于第11发明,在第8发明~第10发明中的任意一项的旋转电机用转子的制造装置中,其特征在于,所述按压装置以预先决定的恒定的按压力将所述电极按压到所述磁铁。
19.关于第12发明,在第8发明~第11发明中的任意一项的旋转电机用转子的制造装置中,其特征在于,(a)在所述转子芯中绕所述中心线设置有多个所述磁铁安装部而安装有多个所述磁铁,(b)所述制造装置具备旋转装置,该旋转装置使保持有所述转子芯的所述保持装置绕该转子芯的所述中心线旋转,(c)所述按压装置配设于由所述保持装置保持的所述转子芯的绕所述中心线的预先决定的磁铁固定位置,使所述电极与配置于该磁铁固定位置处的所述磁铁安装部的所述磁铁接近地按压所述电极。
20.关于第13发明,在第12发明的旋转电机用转子的制造装置中,其特征在于,所述按压装置作为所述电极,除了具备被施加电压的一对电极之外,还具备被按压到所述多个磁铁的端部而电连接的连接电极,以使得将配置于所述磁铁固定位置处的多个所述磁铁安装部的多个所述磁铁串联地电连接而能够同时通电电流。
21.关于第14发明,在第8发明~第13发明中的任意一项的旋转电机用转子的制造装置中,其特征在于,(a)所述固定件包含热硬化性树脂、热可塑性树脂或者膨胀材料,(b)在由所述通电控制装置进行的通电时,根据所述热硬化性树脂的加热所致的硬化、所述热可塑性树脂的加热所致的软化后的冷却硬化或者所述膨胀材料的加热所致的膨胀,所述磁铁被固定于所述磁铁安装部。
22.关于第15发明,在第8发明~第14发明中的任意一项的旋转电机用转子的制造装置中,其特征在于,所述通电控制装置以对所述磁铁以恒定电流值进行通电的方式控制电压,并且监视所述电压或者输出(电力、功率也相同。)是否为预先决定的异常判定值以上,在为该异常判定值以上的情况下判定为异常,中止通电。
23.在第1发明的旋转电机用转子的制造方法中,在以使固定件位于磁铁安装部与磁铁之间的方式将磁铁以及固定件配置于转子芯的磁铁安装部之后,使电极与磁铁的两端接触地通电电流,从而根据由磁铁的电阻产生的发热(焦耳热)而固定件被加热,利用该加热后的固定件而磁铁被固定于磁铁安装部,所以不需要加热炉,并且加热所需的时间、能量被降低。另外,固定件的加热温度根据磁铁的发热量确定,该发热量能够根据电流的电流值、通电时间容易地调整,所以能够适当地防止加热温度低而产生固定不良或者加热温度过高而转子芯、磁铁产生劣化。
24.在第2发明中,在安装于磁铁安装部的磁铁由n个分割磁铁构成的情况下,在被用作旋转电机用转子时,分割数越多,则磁铁中的涡电流所致的发热所引起的损耗越被降低,旋转电机的效率越高。但是,在将该分割磁铁安装于磁铁安装部时,当分割磁铁相对于磁铁安装部偏心地配置时,各分割磁铁与电极的接触面积产生偏差,所以有可能接触部的电阻不同,各分割磁铁的发热量产生偏差,与该发热量的偏差相伴地,固定件的加热温度产生偏差,在加热温度低的部分处产生固定不良,或者在加热温度高的部分处磁铁产生劣化。相对于此,只要使用前端以与n个分割磁铁的端部单独地接触的方式分支成n个的n叉形状的电极,则不论分割磁铁相对于磁铁安装部的位置偏离(偏心配置)如何,都能够将各分割磁铁与电极的接触面积大致维持成恒定,能够使n个分割磁铁大致均匀地温度上升,对固定件大致均匀地进行加热,将n个分割磁铁适当地固定于转子芯。即,能够提高针对位置偏离的鲁棒性,抑制发热量的偏差所引起的固定力不足、磁铁性能的下降。
25.第3发明在对磁铁通电直流电流而使其发热的情况下,相较于通电交流电流的情况,能够仅使磁铁适当地发热而对固定件进行加热。即,在对磁铁通电交流电流而使其发热的情况下,由于电磁感应作用而在转子芯中产生感应电流,所以例如当在磁铁安装孔的彼此间等存在狭窄部分时,在该狭窄部分处,电流密度变高而容易过热,有可能会产生烧损等,但在是直流电流的情况下这样的转子芯的过热被抑制。
26.在第4发明中,电极以预先决定的恒定的按压力被按压到磁铁,所以不论磁铁尺寸的偏差如何,电极与磁铁的接触部的电阻都维持为大致恒定,流经磁铁的电流值(在是交流的情况下为有效值)、发热量维持为大致恒定而能够对固定件适当地进行加热。
27.在第5发明中,当在转子芯中设置有多个磁铁安装部并安装有多个磁铁的情况下,将多个磁铁的一部分串联地电连接而同时通电电流,所以能够将其一部分的磁铁同时固定于磁铁安装部,磁铁的安装效率提高。另外,多个磁铁被串联地电连接,所以流经各磁铁的电流值相同,发热量大致相同,固定件的加热所致的磁铁的固定强度的偏差被抑制。
28.在第6发明中,固定件包含热硬化性树脂、热可塑性树脂或者膨胀材料,根据该热硬化性树脂的加热所致的硬化、热可塑性树脂的加热所致的软化后的冷却硬化或者膨胀材料的加热所致的膨胀,磁铁固定于磁铁安装部,所以能够将磁铁适当地安装于转子芯。
29.在第7发明中,在以对磁铁以恒定电流值进行通电的方式控制电压的情况下,通电加热所致的磁铁的发热量维持为大致恒定,所以能够通过与其发热相伴的固定件的加热来适当地固定磁铁。另一方面,当由于异物的夹入、电极的磨耗、磁铁的倾斜等而在电极与磁铁之间产生接触不良时,有可能由于局部的异常发热所致的热膨胀差而磁铁产生热裂纹、或者固定件产生热劣化,并且起因于该热裂纹、劣化而磁铁的固定强度下降。难以从外部确认这样的接触不良所致的局部的异常发热,但当由于接触不良而电阻变大时,电压异常地变高,所以能够根据该电压或者输出(=电流
×
电压)来判定电极与磁铁的接触不良。即,监视电压或者输出是否为预先决定的异常判定值以上,在为异常判定值以上的情况下判定为异常,中止通电,从而能够防止电极与磁铁的接触不良所致的异常发热所引起的磁铁的热裂纹、固定件的劣化等。
30.第8发明涉及一种旋转电机用转子的制造装置,具备:保持转子芯的保持装置、将电极按压到与固定件一起配置于转子芯的磁铁安装部的磁铁的两端的按压装置以及经由电极使电流通电到磁铁的通电控制装置,在通电电流时根据由磁铁的电阻产生的发热(焦耳热)对固定件进行加热,利用该加热后的固定件将磁铁固定于磁铁安装部,所以能够得到实质上与第1发明的制造方法同样的作用效果。
31.在第9发明中,在安装于磁铁安装部的磁铁由n个分割磁铁构成,并且使用前端以与该n个分割磁铁的端部单独地接触的方式分支成n个的n叉形状的电极的情况下,能够得到实质上与第2发明的制造方法同样的作用效果。
32.在第10发明中,在利用通电控制装置使直流电流通电到磁铁的情况下,能够得到实质上与第3发明的制造方法同样的作用效果。
33.在第11发明中,利用按压装置以预先决定的恒定的按压力将电极按压到磁铁,所以能够得到实质上与第4发明的制造方法同样的作用效果。
34.在第12发明中,具备旋转装置,该旋转装置在绕转子芯的中心线设置有多个磁铁安装部并安装有多个磁铁的情况下,使保持有转子芯的保持装置绕转子芯的中心线旋转,并且按压装置配设于绕转子芯的中心线的预先决定的磁铁固定位置,将电极按压到磁铁固定位置处的磁铁安装部的磁铁,所以能够一边利用旋转装置使转子芯绕中心线旋转,一边将磁铁依次固定于多个磁铁安装部。即,相较于分别将磁铁以及固定件配置于转子芯的多个磁铁安装部并同时将一对电极按压到该多个磁铁而通电的情况,能够简单且廉价而紧凑地构成制造装置。
35.在第13发明中,在以能够将配置于上述磁铁固定位置处的多个磁铁安装部的多个磁铁串联地电连接而同时通电电流的方式除了具备被施加电压的一对电极之外、还具备被按压到多个磁铁的端部而电连接的连接电极作为所述电极的情况下,能够同时将磁铁固定于多个磁铁安装部,所以磁铁的安装效率提高。另外,多个磁铁串联地电连接,所以流经各磁铁的电流值相同,发热量大致相同,固定件的加热所致的磁铁的固定强度的偏差被抑制。
36.在第14发明中,在固定件包含热硬化性树脂、热可塑性树脂或者膨胀材料的情况下,能够得到实质上与第6发明的制造方法同样的作用效果。
37.在第15发明中,以对磁铁以恒定电流值进行通电的方式控制电压,并且在电压或者输出为预先决定的异常判定值以上的情况下判定为异常,中止通电,所以能够得到防止电极与磁铁的接触不良所致的异常发热所引起的磁铁的热裂纹、固定件的劣化等实质上与第7发明的制造方法同样的作用效果。
附图说明
38.图1是说明具备依照本发明方法而制造出的旋转电机用转子的旋转电机的图,是图2的i-i向视部分处的剖视图。
39.图2是图1的转子的与中心线o成直角的剖视图,是与图1相比放大示出的图。
40.图3是说明图2的转子所使用的磁铁的立体图。
41.图4是说明将磁铁固定于转子芯的固定件的一个例子的剖视图。
42.图5是说明在制造转子时使用的制造装置的一个例子的概略立体图。
43.图6是说明使用图5的制造装置来制造转子时的制造工序的流程图。
44.图7是具体地说明图6的制造工序的转子芯的剖视图。
45.图8是说明将配置于转子芯的多个磁铁安装孔的多个磁铁串联连接而同时通电的例子的剖视图。
46.图9是说明安装于图2的转子的磁铁的另一例子的图,是由两个分割磁铁构成的情况下的立体图。
47.图10是在使用图9的分割磁铁的情况下使用使前端整个面接触的通常的电极来进行通电的情况下的剖视图。
48.图11是在图10中两个分割磁铁相对于磁铁安装孔偏心地配置的情况下的剖视图。
49.图12是使用前端以与两个分割磁铁的端部单独地接触的方式分支成两个的二叉形状的电极进行通电时的剖视图,是与图11对应的图。
50.图13是分割磁铁为3个且使用三叉形状的电极进行通电的情况下的剖视图。
51.图14是在图13中3个分割磁铁相对于磁铁安装孔偏心地配置的情况下的剖视图。
52.图15是说明制造转子时的制造工序的另一例子的流程图。
53.图16是具体地说明图15的制造工序的剖视图。
54.图17是使交流电流通电到磁铁的情况下的实施例,是与图7中的(d)的通电加热工序对应的剖视图。
55.图18是在图17的实施例中将垫块配置于转子芯的外周部而进行磁铁的固定处理的情况下的立体图。
56.图19是说明当在图6的步骤s4或者图15的步骤ss4中对磁铁进行通电加热而固定时根据电压来判定通电异常的情况下的控制的流程图。
57.图20是说明当在图6的步骤s4或者图15的步骤ss4中对磁铁进行通电加热而固定时根据输出来判定通电异常的情况下的控制的流程图。
58.符号说明
59.10:旋转电机;12:旋转电机用转子;22、112:转子芯;24、80、90:磁铁;36、114:磁铁安装孔(磁铁安装部);38:固定件;40:纤维构件(膨胀材料);50:制造装置;52:保持装置;54:旋转装置;56、58、86、88、98、100:电极;60:按压装置;62、110:通电控制装置;70、72:连
接电极;82、84、92、94、96:分割磁铁;o:中心线;m:磁铁固定位置;s1、s2、ss1、ss2:配置工序;s3、s4、ss3、ss4:固定工序;ia:恒定电流值;e:电压;es:异常判定值;p:输出;ps:异常判定值。
具体实施方式
60.旋转电机是旋转电气机器,有时还被称为旋转机,是在电动马达、发电机或者这两方中使用的电动发电机,例如是永久磁铁型同步马达等。转子既可以是配设于内周侧的内转子型,也可以是配设于外周侧的外转子型。关于磁铁,优选使用稀土类磁铁,但也可以使用由于通电而发热的其它永久磁铁。该磁铁例如既可以是分别与固定件一起插入于作为磁铁安装部而设置于转子芯的许多磁铁安装孔内的嵌入式磁铁型,也可以是经由固定件安装于设置于转子芯的外周面、内周面的磁铁安装部的表面磁铁型。表面磁铁型既可以是使用多个磁铁的分段型,也可以使用单一的环状的磁铁。在磁铁上,根据需要而设置合成树脂、氧化膜等绝缘被膜。另外,也可以使用极性、磁通、保持力、剖面形状等不同的多个种类的磁铁。
61.将磁铁固定于转子芯的固定件例如构成为包含热硬化性树脂、热可塑性树脂或者膨胀材料等,例如通过使热硬化性树脂以填充磁铁与磁铁安装部之间的间隙的状态硬化,从而磁铁被固定于转子芯。即,热硬化性树脂作为粘接剂发挥功能。另外,膨胀材料通过加热而膨胀,从而磁铁与磁铁安装部之间的间隙被填充,并且磁铁因膨胀产生的按压力而被固定于转子芯。还能够采用将热硬化性树脂、热可塑性树脂与膨胀材料进行组合的固定件。膨胀材料例如是通过加热来膨胀的发泡性树脂、多孔质构件等。多孔质构件例如是玻璃纤维、金属纤维等纤维构件,被用作与合成树脂等结合件混合的复合材料。即,在通过加压成形而利用结合件的作用使多孔质构件成形成薄板状的状态下与磁铁一起配置于磁铁安装部,当通过加热而结合件发生软化时,纤维构件由于残留应力而膨胀,成为多孔质,并且通过膨胀产生的按压力以及热硬化性树脂的粘接力,磁铁被固定于转子芯。在该情况下,由于是多孔质,所以能够在旋转电机的使用时使润滑油等冷却流体流通而对转子进行冷却。此外,作为固定件,不限定于上述热硬化性树脂、热可塑性树脂或者膨胀材料,还能够采用其它材料。
62.在将磁铁以及固定件配置于磁铁安装部的配置工序中,既可以在先将固定件配置于磁铁安装部之后配置磁铁,也可以先在将磁铁配置于磁铁安装部之后配置固定件。另外,也可以将薄板状的固定件缠绕于磁铁的外周面、或者使固定件附着到磁铁的外周面的一部分,或者将磁铁嵌合于薄板的筒状的固定件,在将固定件预先安装于磁铁之后配置于磁铁安装部。固定件既可以是恒定形状的固体、能够变形的固体,也可以用不具有特定的形状的流动体填充于磁铁安装部与磁铁之间的间隙。作业人员还能够通过手工作业来进行该配置工序等旋转电机用转子的制造方法的一部分的工序。
63.安装于磁铁安装部的磁铁在降低磁铁中的涡电流损耗方面最好由多个分割磁铁构成,但也可以对于一个磁铁安装部安装一个磁铁。另外,在使用n个分割磁铁的情况下,最好使用前端分支成n个的n叉形状、即具有n个齿的梳齿形状的电极,但也可以使用具有跨过所有的分割磁铁的端部地接触的单一的接触面的电极。
64.将电极按压到磁铁的按压装置最好采用以预先决定的恒定的按压力按压的恒压
控制,但在磁铁等尺寸误差小的情况下,也可以使电极接近至预先决定的固定的按压位置地按压。在恒压控制中,例如由荷重传感器检测按压力而控制电极的接近位置即可,但既能够在使用马达使电极接近的情况下利用马达转矩来控制按压力,还能够在使用汽缸等流体压汽缸使电极接近的情况下利用流体压力来控制按压力等,能够采用各种方案。通电控制装置以固定件被磁铁的发热而加热而使磁铁固定于转子芯的方式,控制磁铁的发热量即电流的电流值、通电时间。关于通电到磁铁的电流,适当的是直流电流,但也可以通电交流电流。被按压到磁铁的电极在通电到磁铁时因自身的发热、来自磁铁的导热等而温度上升,所以最好根据需要设置冷却水循环回路,利用冷却流体进行冷却。
65.在磁铁安装部绕转子芯的中心线设置有多个、并且在该多个磁铁安装部分别安装有磁铁的情况下,例如利用旋转装置使转子芯绕中心线旋转,并在预先决定的磁铁固定位置处利用按压装置将电极按压到磁铁而进行通电即可,但还能够使用数量与设置于转子芯的磁铁安装部相同的电极,将电极同时按压到全部的磁铁而进行通电。还能够采用能够将上述按压装置绕转子芯的中心线配置多个而在多个磁铁固定位置处将电极按压到磁铁而进行通电等各种方案。另外,能够将配置于多个磁铁安装部的多个磁铁串联地电连接,同时通电电流而进行加热,但还能够将多个磁铁并联地电连接,同时通电电流而进行加热。
66.【实施例】
67.以下,参照附图,详细地说明本发明的实施例。此外,在以下的实施例中,图是为了说明而适当地简化或者变形的,各部分的尺寸比以及形状等未必准确地描述。
68.图1是说明具备依照本发明方法而制造出的旋转电机用转子12(以下,简称为转子12)的旋转电机10的图,是图2的i-i向视部分处的剖视图,图2是旋转电机10的与中心线o成直角的剖视图,是与图1相比放大示出的图。旋转电机10是永久磁铁嵌入型同步马达,是能够作为电动马达以及发电机而择一地使用的电动发电机,例如优选用作包括混合动力车辆在内的电动汽车的驱动力源。旋转电机10具备与中心线o同心地设置的转子12以及定子14。在本实施例的说明中,将旋转电机10的中心线o还用作转子12的中心线。定子14具备配设于转子12的外周侧的圆筒形状的定子芯16和缠绕于该定子芯16的多个定子线圈18。定子芯16是将许多圆环形状的钢板以与中心线o垂直的姿势沿轴向即与中心线o平行的方向进行层叠而成的,通过压入或者安装螺栓等固定于未图示的壳体。
69.转子12具备安装于转子轴20的外周面的圆筒形状的转子芯22和埋设于该转子芯22的许多磁铁24。转子芯22是将许多圆环形状的钢板以与中心线o垂直的姿势沿轴向即与中心线o平行的方向进行层叠而成的,在其两端部设置有一对端板28、30,固定于转子轴20。在转子轴20处设置有凸缘部32,并且螺合有螺母34,转子芯22在该凸缘部32与螺母34之间被夹压而固定于转子轴20。在转子芯22中,在轴向上贯通地设置有许多磁铁安装孔36,在该磁铁安装孔36处分别被插入磁铁24而固定。许多磁铁安装孔36将在图2中以朝向外周侧而呈浅v字形状的方式相互接近地设置的一对磁铁安装孔36作为1组,绕中心线o以等角度间隔设置多组(在实施例中为8组),并且在该v字形状的一对磁铁安装孔36处,以n极以及s极的极性成为相反朝向的姿势插入磁铁24而固定。磁铁安装孔36相当于磁铁安装部,在本实施例中,剖面是长方形。此外,磁铁24的磁化还能够在固定于转子芯22之后进行。
70.磁铁24是具有与转子芯22的轴向长度大致相等的长度尺寸,并且与作为其长度方向的轴向成直角的剖面形状,即与中心线o成直角的剖面形状是与磁铁安装孔36对应的长
方形,作为整体而呈四棱柱形状。图3是磁铁24的立体图,呈在轴向上长的长方形的平板形状。作为磁铁24,例如优选使用稀土类磁铁,并且当与转子芯22直接接触时,有可能会损害旋转电机10的性能,所以根据需要而被绝缘被膜包覆。
71.在此,在上述磁铁24与磁铁安装孔36之间存在间隙,该间隙由固定件38填充,从而磁铁24被固定于磁铁安装孔36的内部。固定件38配置于磁铁安装孔36与磁铁24之间而被加热,从而将磁铁24固定于磁铁安装孔36,构成为包含作为粘接剂发挥功能的热硬化性树脂、热可塑性树脂或者膨胀材料,根据热硬化性树脂的加热所致的硬化、热可塑性树脂的加热所致的软化后的冷却硬化或者膨胀材料的加热所致的膨胀,磁铁24被固定于转子芯22的磁铁安装孔36。图4是这样的固定件38的一个例子,是将作为膨胀材料的纤维构件40与结合件42进行混合而成的复合材料。纤维构件40例如是玻璃纤维、金属纤维,使用如无纺布那样交织的多孔质状的纤维构件40。然后,该纤维构件40在通过加压成形而利用合成树脂等结合件42的作用成形为薄板状的状态下,与磁铁24一起配置于磁铁安装孔36内,当通过加热而结合件42发生软化时,纤维构件40由于残留应力而膨胀,成为多孔质,并且磁铁24由于膨胀所致的按压力而被固定于转子芯22的磁铁安装孔36。在该情况下,当纤维构件40膨胀时成为多孔质,所以能够在使用旋转电机10时使润滑油等冷却流体流通而对转子12进行冷却。纤维构件40相当于多孔质构件。作为结合件,使用熔点比纤维构件低的合成树脂例如聚乙烯、聚丙烯、聚氯乙烯等。此外,固定件38在加热前是薄板状、在加热后膨胀成多孔质等在加热的前后形状、构造发生变化,所以将加热前的薄板状的物体称为固定件(原材料)38。图4是加热前的薄板状的固定件(原材料)38。
72.图5是说明在制造上述旋转电机10的转子12时优选使用的制造装置50的一个例子的概略立体图。该制造装置50是用于将磁铁24固定于转子芯22的磁铁安装孔36的磁铁固定装置。制造装置50具备:保持装置52,保持转子芯22;旋转装置54,使保持有转子芯22的保持装置52绕转子芯22的中心线o旋转;按压装置60,将电极56、58按压到与固定件(原材料)38一起配置在由保持装置52保持的转子芯22的磁铁安装孔36的磁铁24的两端;通电控制装置62,通过经由电极56、58使直流电流通电到磁铁24,从而根据由磁铁24的电阻产生的发热(焦耳热)对固定件(原材料)38进行加热,利用该固定件(原材料)38的加热所致的膨胀、硬化将磁铁24固定于转子芯22;以及冷却水循环回路64,对电极56、58进行冷却。
73.该制造装置50为纵型,转子芯22以中心线o大致垂直的姿势配设于保持装置52,在磁铁安装孔36处安装磁铁24,但还能够构成为以中心线o大致水平的姿势保持转子芯22地安装磁铁24的横型。保持装置52不具备转子轴20,而具备插入于转子芯22的贯通孔内而对许多钢板同心地进行定位的定位轴等。旋转装置54构成为具有马达以及减速机,以使设置于转子芯22的多个磁铁安装孔36在图5中的右侧的磁铁固定位置m处依次停止的方式,与保持装置52一起使转子芯22绕中心线o间歇旋转。
74.按压装置60以在磁铁固定位置m处将电极56、58按压到磁铁24的轴向的两端即与中心线o平行的上下方向的两端部的方式,配设于该磁铁固定位置m,具备使下部电极56上下移动的移动装置57以及使上部电极58上下移动的移动装置59。下部电极56利用基于马达驱动等的移动装置57向下方侧的退避位置和上方侧的支承位置上下移动,在向支承位置移动的状态下,支承未图示的装载装置或者通过由作业人员进行的手工作业从上方插入到磁铁安装孔36内的磁铁24。上部电极58利用基于马达驱动等的移动装置59在上方侧的退避位
置与下方侧的按压位置之间如箭头a所示上下移动。然后,通过向下方侧的按压位置移动,从而抵接于磁铁24的上端,在与下部电极56之间将磁铁24进行按压,但以不论磁铁24的尺寸的偏差如何都能够以恒定的按压力进行按压的方式,进行由例如荷重传感器检测按压荷重而控制按压力的恒压控制。还能够控制对上部电极58进行上下驱动的马达的转矩来进行按压力的恒压控制。
75.当在磁铁24在电极56与58之间以预定的按压力被夹压的状态下,由通电控制装置62经由电极56、58使直流电流通电到磁铁24时,根据由磁铁24的电阻产生的发热(焦耳热)而固定件(原材料)38被加热,通过该固定件(原材料)38的加热所致的膨胀、硬化而磁铁24被固定于转子芯22。基于焦耳热的发热量q使用磁铁24的电阻值r、电流值i、通电时间t,通过下式(1)来表示,能够根据电流值i以及通电时间t来调整磁铁24的发热量q以及固定件(原材料)38的加热温度。电流值i、通电时间t能够预先通过实验等决定,例如使用以使电流值i成为大致恒定的方式控制电压的恒流电源。另外,例如还能够使用热电偶等温度传感器来检测磁铁24、固定件(原材料)38的温度,以成为预定温度的方式对电流值i、电压进行反馈控制。为了这样根据磁铁24的发热量q对固定件(原材料)38进行加热,需要考虑导电性而选择磁铁24的材质,例如优选使用钕磁铁等具有导电性的磁铁。另外,磁铁24与电极56、58的接触部的电阻也影响到发热量q,所以即使在磁铁24被绝缘被膜包覆的情况下,电极56、58被抵接的两端面24a、24b(参照图3)也最好将绝缘被膜剥离等使磁铁24露出。电极56、58的一方是+电极,另一方是-电极。本实施例的通电控制装置62使直流电流通电到磁铁24而使其发热,但也可以通电交流电流,在该情况下,能够将交流电流的有效值用作电流值i,计算发热量q。
76.q=ri
2 t
ꢀꢀꢀ…
(1)
77.冷却水循环回路64在磁铁24被通电加热时,电极56、58因自身的发热、来自磁铁24的导热等而温度上升,所以为了对该电极56、58进行冷却而供给冷却流体。冷却水循环回路64具备具有将水等冷却流体进行排出的水泵、用冷却风扇等对冷却流体进行冷却的散热器等热交换器等的冷却水冷却器66。
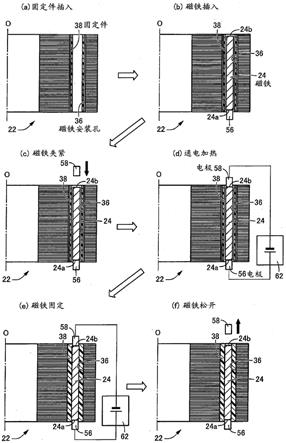
78.图6以及图7是具体地说明使用上述制造装置50来制造转子12时的制造工序的图,图7的(a)~(c)分别对应于图6的流程图的步骤s1~s3。另外,图7的(d)以及(e)对应于图6的流程图的步骤s4,图7的(f)对应于图6的流程图的步骤s5。图6的流程图的步骤s1以及s2相当于配置工序,步骤s3以及s4相当于固定工序。
79.图6的各步骤s1~s5在转子芯22安装于制造装置50的保持装置52之后被执行,在步骤s1中,通过装载装置或者作业人员的手工作业将固定件(原材料)38插入到设置于转子芯22的磁铁安装孔36。在此,将固定件(原材料)38插入到磁铁固定位置m的磁铁安装孔36,但既可以在基于旋转装置54的转子芯22的旋转方向上,将固定件(原材料)38插入到磁铁固定位置m的靠面前的前一个磁铁安装孔36,也可以预先将固定件(原材料)38插入到所有的磁铁安装孔36。固定件(原材料)38成形为比磁铁24大的四边形的薄板的筒形状,例如通过与磁铁安装孔36的卡合而被保持于该磁铁安装孔36内。图7的(a)是固定件(原材料)38插入于磁铁安装孔36内而被保持的状态。
80.在步骤s2中,在使下部电极56上升至支承位置的状态下,将磁铁24从磁铁固定位置m处的磁铁安装孔36的上方插入到筒形状的固定件(原材料)38的内部。该磁铁24的插入
也通过装载装置或者作业人员的手工作业来进行。例如也可以使用插入机器人将磁铁24插入到固定件(原材料)38的内部。被插入的磁铁24在下侧的端面24a抵接于下部电极56的状态下被支承。图7的(b)是磁铁24插入于磁铁安装孔36内的固定件(原材料)38的内侧,支承于电极56上的状态。
81.在步骤s3中,利用按压装置60使上部电极58从上方的退避位置向下方移动,下降至与磁铁24的上侧的端面24b抵接的按压位置,从而磁铁24在下部电极56与上部电极58之间,以预先决定的恒定的按压力被按压。图7的(c)是上部电极58下降的下降过程的状态。
82.在步骤s4中,在通过按压装置60的恒压控制而在下部电极56与上部电极58之间磁铁24以恒定的按压力被按压的状态下被执行,利用通电控制装置62在电极56与58之间施加直流电压,从而经由这些电极56、58使直流电流被通电到磁铁24。图7的(d)是直流电压被施加到电极56与58之间的状态,磁铁24因此时的焦耳热而发热,并且根据该磁铁24的发热而固定件(原材料)38被加热。然后,通过固定件(原材料)38的加热所致的膨胀、硬化,磁铁24被固定于转子芯22。图7(e)在作为固定件(原材料)38而如图4所示使用包括纤维构件40以及结合件42的复合材料的情况下,与结合件42的软化相伴地,纤维构件40发生膨胀,从而磁铁24与磁铁安装孔36之间由膨胀后的固定件38填充,磁铁24被固定于转子芯22。此外,在图7的(d)、(e)中,下侧的电极56是+电极,上侧的电极58是-电极。
83.在步骤s5中,利用按压装置60而上部电极58从下方的按压位置向上方的退避位置移动,由电极56、58进行的按压被解除,磁铁24被松开。图7的(f)是上部电极58上升的上升过程的状态。之后,下部电极56向下方的退避位置下降,并且以使接下来的磁铁安装孔36到达磁铁固定位置m的方式,利用旋转装置54使转子芯22绕中心线o旋转预定角度。然后,重复执行步骤s1以下的步骤,从而磁铁24经由固定件38安装于所有的磁铁安装孔36。
84.根据使用了这样的本实施例的制造装置50的转子12的制造方法,在将磁铁24以及固定件(原材料)38插入到转子芯22的磁铁安装孔36内之后,利用按压装置60使电极56、58与磁铁24的两端接触地按压,并且利用通电控制装置62通电电流,从而根据由磁铁24的电阻产生的发热对固定件(原材料)38进行加热。然后,通过该固定件(原材料)38的加热所致的膨胀、硬化而磁铁24被固定于转子芯22的磁铁安装孔36,所以不需要加热炉,并且加热所需的时间、能量被降低。
85.在该情况下,固定件(原材料)38的加热温度根据磁铁24的发热量q而确定,该发热量q能够根据由通电控制装置62控制的直流电流的电流值i、通电时间t容易地进行调整。然后,能够根据该发热量q对固定件(原材料)38适当地进行加热,经由该固定件38将磁铁24适当地固定于磁铁安装孔36,能够适当地防止加热温度低而产生固定不良或者加热温度过高而转子芯22、磁铁24产生劣化。例如,当加热温度过高时,构成转子芯22的钢板的绝缘被膜、磁铁24的绝缘被膜有可能会产生劣化。另外,在是为了提高磁铁24的耐热性而使镝dy、铽tb等稀有金属晶界偏析的晶界扩散型磁铁的情况下,偏析后的元素因过度的加热而扩散,有可能会损害磁铁24的耐热性。
86.另外,通电控制装置62使直流电流通电到磁铁24而发热,所以相较于通电交流电流的情况,能够仅使磁铁24适当地发热,对固定件(原材料)38进行加热。即,在使交流电流通电到磁铁24而发热的情况下,由于电磁感应作用而在转子芯22中产生感应电流,所以例如当在磁铁安装孔36的彼此间等存在宽度尺寸窄的狭窄部时,在该狭窄部,电流密度变高
而容易过热,有可能会产生烧损等,但在是直流电流的情况下,这样的转子芯22的过热被抑制。
87.另外,一对电极56、58通过按压装置60的恒压控制而以预先决定的恒定的按压力被按压到磁铁24,所以不论磁铁24的尺寸的偏差如何,电极56、58与磁铁24的接触部的电阻都维持为大致恒定,流经磁铁24的电流值i、发热量q维持为大致恒定,能够对固定件(原材料)38适当地进行加热。
88.另外,在转子芯22中绕中心线o设置有多个磁铁安装孔36,安装有多个磁铁24,但制造装置50具备使保持有转子芯22的保持装置52绕中心线o旋转的旋转装置54,并且按压装置60配设于绕中心线o的预先决定的磁铁固定位置m,将电极56、58按压到磁铁固定位置m处的磁铁安装孔36的磁铁24,所以能够一边利用旋转装置54使转子芯22绕中心线o旋转,一边将磁铁24依次固定于多个磁铁安装孔36。即,相较于在分别将磁铁24以及固定件(原材料)38配置于转子芯22的多个磁铁安装孔36、同时将多个电极56、58按压到该多个磁铁24而进行通电的情况,能够简单且廉价而紧凑地构成制造装置50。
89.接下来,说明本发明的其它实施例。此外,在以下的实施例中对与所述实施例实质上共同的部分附加相同的符号,省略详细的说明。
90.图8是在绕中心线o的周向上截断转子芯22的剖视图,是能够将配置于磁铁固定位置m的3个磁铁安装孔36的3个磁铁24串联地电连接而同时通电直流电流的情况。即,所述按压装置60除了具备被施加直流电压的一对电极56、58之外,还具备分别隔着转子芯22而配设于相反侧、并被按压到两个磁铁24的端部而电连接的两个连接电极70、72,在电极56、58之间串联连接3个磁铁24。利用下侧的移动装置57使下侧的连接电极70与电极56一起在退避位置与支承位置之间上下移动,利用上侧的移动装置59使上侧的连接电极72与电极58一起在退避位置与按压位置之间上下移动。在该情况下,能够使配置于3个磁铁安装孔36的3个磁铁24同时发热,对固定件(原材料)38进行加热而同时固定,所以磁铁24的安装效率提高。另外,3个磁铁24串联地电连接,所以流经各磁铁24的电流值i相同,发热量q大致相同,由于固定件(原材料)38的加热产生的磁铁24的固定强度的偏差被抑制。
91.此外,在图8中,串联连接3个磁铁24,但既可以串联连接两个磁铁24,也可以串联连接4个以上的磁铁24。被施加直流电压的一对电极56、58在串联连接的磁铁24为奇数的情况下,隔着转子芯22而相互配置于相反侧,但在串联连接的磁铁24为偶数的情况下,配置于转子芯22的轴向中的任意一方即可。另外,还能够将多个磁铁24并联地电连接而同时通电直流电流。
92.图9是不使用所述磁铁24而使用由按照与转子芯22的中心线o平行的面进行2分割而成的两个分割磁铁82、84构成的磁铁80的情况,如图10所示,与所述实施例同样地,能够使用前端整个面接触的通常的电极56、58通电给各分割磁铁82、84,通过这些分割磁铁82、84的发热对固定件(原材料)38进行加热。当这样与转子12组合在一起的磁铁80由多个分割磁铁82、84构成时,在使用具备该转子12的旋转电机10时,磁铁80的分割数越多,则各分割磁铁82、84中的涡电流损耗越被降低,旋转电机10的效率越高。
93.然而,例如当如图11所示两个分割磁铁82、84相对于磁铁安装孔36偏心地配置时,各分割磁铁82、84与电极56、58的接触面积不同,所以接触部的电阻不同,在各分割磁铁82、84的发热量q中产生偏差。在图11中,分割磁铁82、84相对于磁铁安装孔36而向右侧偏心地
配置,左侧的分割磁铁82与电极56、58的接触面积比右侧的分割磁铁84与电极56、58的接触面积大。因此,其左侧的分割磁铁82与电极56、58的接触部的电阻变小,与右侧的分割磁铁84相比,电流值i高,并且发热量q大。然后,有可能与该发热量q的偏差相伴地,固定件(原材料)38的加热温度产生偏差,在加热温度低的部分处产生固定不良、或者在加热温度高的部分处磁铁80产生劣化。
94.相对于此,只要如图12所示,使用前端以与两个分割磁铁82、84的端部单独地接触的方式分支成两个的二叉形状的电极86、88,就不论分割磁铁82、84相对于磁铁安装孔36的位置偏离(偏心配置)如何,各分割磁铁82、84与电极86、88的接触面积都大致相同,电阻大致相同,各分割磁铁82、84的电流值i、发热量q大致相同。由此,能够使两个分割磁铁82、84大致均匀地温度上升而对固定件(原材料)38大致均匀地进行加热,将两个分割磁铁82、84适当地固定于转子芯22。即,针对位置偏离的鲁棒性提高,能够抑制发热量q的偏差所引起的固定力不足、磁铁性能的下降。
95.图13是使用由3个分割磁铁92、94、96构成的磁铁90,并且使用前端以与3个分割磁铁92、94、96的端部单独地接触的方式分支成3个的三叉形状的电极98、100的情况,能够得到实质上与图12的实施例同样的作用效果。在该情况下,研究三叉形状的电极98、100的3个分支部98a、98b、98c、100a、100b、100c的前端可靠地与3个分割磁铁92、94、96的端面接触的条件。在图13中,电极98以及100是对称形状,将上侧的电极100的3个分支部100a、100b、100c的各宽度尺寸设为a,将间隔设为b,将分割磁铁92、94、96的各宽度尺寸设为c,将电极100与磁铁安装孔36之间的游隙尺寸设为d。另外,在3个分割磁铁92、94、96的整个宽度(=3c)的中心线与电极100的中心线一致的情况下,当以使分支部100a、100b、100c的中心线分别与各分割磁铁92、94、96的中心线一致的方式设定有宽度尺寸a以及间隔b时,该宽度尺寸a、间隔b以及宽度尺寸c的关系通过下式(2)表示,具有下式(3)的关系。另外,分支部100a、100b、100c的各宽度尺寸a比分割磁铁92、94、96的各宽度尺寸c小,具有下式(4)的关系,并且磁铁安装孔36的中心线与分割磁铁92、94、96的整个宽度(=3c)的中心线一致的情况下的两侧的间隙尺寸e通过下式(5)来表示。
96.(c-a)/2=b/2
ꢀꢀꢀ…
(2)
97.b=c-a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ…
(3)
98.a《c
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ…
(4)
99.e=d-(c-a)/2
ꢀꢀꢀ…
(5)
100.另一方面,图14是分割磁铁92、94、96相对于磁铁安装孔36向左侧偏心地配置的情况,右侧的间隙尺寸为2e,能够通过上述(5)式至下式(6)来表示。然后,在该图14中,用于电极100的右端不比分割磁铁96的右端超出的条件通过下式(7)表示,具有下式(8)的关系。即,只要以使各部的尺寸a、c、d满足(8)式的方式设定,就不论分割磁铁92、94、96相对于磁铁安装孔36的位置偏离(偏心配置)如何,电极100的分支部100a、100b、100c的前端面都与分割磁铁92、94、96的端面整个面接触,接触部的电阻大致相同,各分割磁铁92、94、96的电流值i、发热量q大致相同。
101.2e=2d-c+a
ꢀꢀꢀꢀꢀ…
(6)
102.2d-c+a≤d
ꢀꢀꢀꢀꢀꢀ…
(7)
103.a≤c-d
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ…
(8)
104.关于上述(8)式的条件,使用二叉形状的电极86、88的图12的实施例、使用相对于分割为4分割以上的磁铁而分支为四叉以上的电极的情况也相同。另外,(8)式是忽略固定件(原材料)38的壁厚而求出的,但例如在将薄板的筒形状的固定件(原材料)38的壁厚设为f的情况下,图14的间隙尺寸2e变小了壁厚f大小。因此,根据壁厚f,以满足下式(9)的方式,设定各部的尺寸a、c、d即可。
105.a≤c-d+f
ꢀꢀꢀ…
(9)
106.图15是说明使用所述图5的制造装置50等来制造转子12时的制造工序的另一例子的流程图,图16是具体地说明图15的制造工序的剖视图,是与所述图7对应的图。在图15的步骤ss1中,将薄板状的固定件(原材料)38缠绕于磁铁24的外周面、或者使固定件(原材料)38附着到磁铁24的外周面的一部分、或者将磁铁24嵌合于筒状的固定件(原材料)38的内部,预先将固定件(原材料)38紧贴于磁铁24的外周面。固定件(原材料)38的紧贴方法例如适当的是粘接剂,但能够采用压接、水压转印等各种方案。图16的(a)是固定件(原材料)38紧贴于磁铁24的外周面的整个面的状态。在接下来的步骤ss2中,将紧贴有固定件(原材料)38的磁铁24从磁铁固定位置m处的磁铁安装孔36的上方插入到该磁铁安装孔36内。图16的(b)是紧贴有固定件(原材料)38的磁铁24插入于磁铁安装孔36内并支承于电极56上的状态。在本实施例中,该步骤ss1以及ss2是配置工序。步骤ss3~ss5与所述图6的步骤s3~s5相同,步骤ss3以及ss4相当于固定工序。
107.在本实施例中,除了能够得到与所述实施例同样的作用效果之外,还将固定件(原材料)38预先紧贴于磁铁24而插入到磁铁安装孔36内,所以固定件(原材料)38相对于磁铁24的位置偏离被抑制,能够经由固定件38将磁铁24适当地固定于磁铁安装孔36。此外,关于图8~图14的各实施例,也与本实施例同样地,能够在将固定件(原材料)38预先安装于磁铁24、80、90之后插入到磁铁安装孔36内。
108.图17是与所述图7中的(d)的通电加热工序对应的剖视图,在该实施例中,利用通电控制装置110经由一对电极56、58使交流电流通电到磁铁24。在本实施例中,也在将磁铁24以及固定件(原材料)38插入到转子芯22的磁铁安装孔36内之后,利用按压装置60使电极56、58与磁铁24的两端接触地按压,并且利用通电控制装置110通电交流电流,从而根据由磁铁24的电阻产生的发热加热固定件(原材料)38,通过该固定件(原材料)38的加热所致的膨胀、硬化而磁铁24被固定于转子芯22的磁铁安装孔36,所以能够得到不需要加热炉,并且加热所需的时间、能量被降低等与所述实施例同样的作用效果。另外,在是交流电流的情况下,因电流在磁铁24的表面附近流过的趋肤效应而磁铁24的电阻值r变高,发热量q变大,所以相较于直流电流的情况,能够减小电流值i,效率良好地进行发热。
109.此外,在所述图8~图16的各实施例中,也可以与本实施例同样地,使交流电流通电到磁铁24、80、90而使其发热。
110.另外,在使用了交流电流的情况下,由于电磁感应作用而在磁铁24的周边部分产生感应电流,所以例如在如图18所示的转子芯112那样,在周向上邻接的多个磁铁安装孔114的彼此之间或者磁铁安装孔114与转子芯112的外周面之间存在宽度尺寸窄的狭窄部118的情况下,在该狭窄部118处,电流密度变高,所以容易过热,有可能会产生烧损等。因此,最好以粘附于存在该狭窄部118的部分的转子芯112的外周面的方式配置垫块120,在该状态下将磁铁24以及固定件(原材料)38插入到磁铁安装孔114内,利用通电控制装置110通
电交流电流,进行磁铁24的固定处理,从而利用垫块120来吸收感应电流所致的发热,抑制狭窄部118的过热。垫块120例如适当的是导热率高的铜合金等。此外,符号122是设置于磁铁安装孔114的内周侧而限制磁通的路径的磁通迂回孔。
111.图19是说明当在图6的步骤s4或者图15的步骤ss4中对磁铁24进行通电加热而固定于磁铁安装孔36时根据电压e来判定通电异常的情况下的控制的流程图,由通电控制装置62执行。通电控制装置62构成为具备具有微型计算机等的电子控制装置,依照预先决定的程序而执行信号处理,从而依照图19的流程图而对磁铁24进行通电加热。在图19的st1中例如以由恒流电源等利用预先决定的恒定电流值ia对磁铁24进行通电的方式,控制被施加到一对电极56、58的电压e。当这样利用恒定电流值ia对磁铁24进行通电加热时,从所述(1)式可明确,磁铁24的发热量q维持为大致恒定,所以能够通过与其发热相伴的固定件(原材料)38的加热来适当地固定磁铁24。
112.另一方面,当因异物的夹入、电极56、58的磨耗、磁铁24的倾斜等而在电极56、58与磁铁24之间产生接触不良时,有可能因局部的异常发热所致的热膨胀差而磁铁24产生热裂纹、或者固定件38产生热劣化,并且起因于该热裂纹、劣化而磁铁24的固定强度下降。难以从外部确认这样的接触不良所致的局部的异常发热,但当因接触不良而电阻变大时,电压e异常地变高,所以能够根据该电压e来判定电极56、58与磁铁24的接触不良。即,在该实施例中,在st2中,读入由电压计等检测的电压e,在st3中,监视电压e是否为预先决定的异常判定值es以上。电压e除了根据磁铁24的固有的电阻值r之外,还根据电极56、58的电阻、磁铁24与电极56、58之间的接触电阻、从电源至电极56、58为止的连接线的电阻等确定,只要这些电阻值大致恒定,为了以恒定电流值ia进行通电而所需的电压e就也大致成为恒定值。相对于此,在因电极56、58与磁铁24之间的接触不良而局部地产生异常发热(过热)的情况下,因接触不良所致的电阻的增加而所需电压e异常地变高,所以例如能够将通常(正常时)的所需电压e的1.5倍以上的电压值设定为异常判定值es,进行异常判定,异常判定值es预先通过实验、仿真等来设定。也可以使磁铁24倾斜等有意地产生接触不良,调查磁铁24的热裂纹、固定件38的热劣化的产生状况,设定异常判定值es。
113.然后,在e≥es的情况下,在st4中判定为通电异常,在st5中中止通电。另外,如果e《es,则接着st3之后,执行st6,判断是否满足通电加热的结束条件。结束条件是磁铁24利用固定件38可靠地固定于磁铁安装孔36的条件,例如是预先决定的加热时间等,在经过加热时间等而满足结束条件之后,执行st7而结束通电加热,另一方面,在满足结束条件之前,重复执行st1以下的步骤,继续进行通电加热。
114.这样,在本实施例中,以对磁铁24以恒定电流值ia进行通电的方式控制电压e,所以基于通电加热的磁铁24的发热量q维持为大致恒定,能够通过与其发热相伴的固定件(原材料)38的加热来适当地固定磁铁24。另外,监视电压e是否为预先决定的异常判定值es以上,在为异常判定值es以上的情况下判定为异常,中止通电,所以能够防止电极56、58与磁铁24的接触不良所致的异常发热所引起的磁铁24的热裂纹、固定件38的劣化等。
115.在上述图19中,根据电压e而进行异常判定,但还能够如图20的流程图所示,不根据电压e,而根据作为(电流
×
电压)的输出p来进行异常判定。在图20中,不执行图19的st2、st3而执行st2-1、st3-1这点不同,读入在st2-1中由输出计等检测的输出p。也可以通过检测电压e,乘以恒定电流值ia,从而计算输出p。另外,在st3-1中,监视输出p是否为预先
决定的异常判定值ps以上,在p≥ps的情况下,在st4中判定为通电异常,在st5中中止通电,另一方面如果p《ps,则执行st6。即,电流值为恒定,所以即使使用将电压e与恒定电流值ia相乘而得到的输出p,实质上也与基于电压e的异常判定相同,能够得到与图19的实施例同样的作用效果。异常判定值ps例如设为将所述异常判定值es与恒定电流值ia相乘而得到的值。
116.此外,在如图8那样将多个磁铁24串联地连接而进行通电加热的情况、如图10那样将一对电极56、58按压到磁铁80而进行通电加热的情况、如图12那样将一对电极86、88按压到磁铁80而进行通电加热的情况、如图13那样将一对电极98、100按压到磁铁90而进行通电加热的情况或者如图17那样使用交流电流对磁铁24进行通电加热的情况下,也能够依照图19、图20的流程图而控制电压e,进行通电加热。在图17的情况下,通电控制装置110以能够依照图19、图20的流程图对磁铁24进行通电加热的方式,与所述通电控制装置62同样地构成为具备具有微型计算机等的电子控制装置,使用电流、电压的有效值等来进行控制。
117.以上,根据附图,详细地说明了本发明的实施例,但这些仅仅是一个实施方式,本发明能够按照根据本领域技术人员的知识施加各种变更、改良的方案来实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1