一种汽轮发电机端盖装配工艺方法与流程
1.本发明涉及汽轮发电机领域,尤其涉及一种汽轮发电机端盖装配工艺方法。
背景技术:
2.汽轮发电机通常由定子、转子、端盖、轴承座、出线装置、励磁系统等组成,氢气冷却发电机还应包含密封系统。发电机在运行时,转子在定子内部旋转,转子绕组产生旋转的磁场,使定子绕组感应出电压及电流,实现发电过程。因此在汽轮发电机安装时,需要将转子插入定子内部,端盖安装在发电机定子两端,用于隔离发电机的内侧与外侧,尤其对于氢气冷却机组,应在端盖处设置密封油系统,保证发电机的密封性,避免漏氢情况的发生。转子的两端从两侧端盖中心孔内伸出,一端与提供动力的汽轮机转子相联,另一端与提供励磁电流的励磁系统相联。由于端盖中心孔的直径尺寸普遍小于转子本体外圆的直径尺寸,为避免插转子时干涉,需要先插入转子再装配端盖。因此端盖通常设计为上下两个半圆的结构,而在装配端盖时,重点需要考虑如何在避免干涉、不磕碰转子的情况下安全地安装到位。
技术实现要素:
3.本发明的目的是提供一种新的汽轮发电机端盖装配工艺方法。通过以下工艺步骤实现:
4.步骤一:装配定位滚轮:在汽轮发电机定子机座端面加工有定位滚轮装配用的螺纹孔,螺纹孔位于上半端盖和下半端盖装配后的外圆面以外,沿圆周方向布置,共计8处,定位滚轮是两端带凸台的圆柱形滚轮,使用短螺栓将4件定位滚轮固定到定子机座端面的下半部分的4处位置上。
5.步骤二:安装支撑工具:汽轮发电机转子插入定子后,吊装半圆形支撑工具,由发电机转子下方送入,放置于定位滚轮上,支撑工具的外圆嵌入定位滚轮两侧凸台之间,支撑工具安装后合缝面朝向正上方,便于安装下半端盖,使用长螺栓将支撑工具临时固定到机座端面。
6.步骤三:安装下半端盖:将下半端盖倒置,合缝面朝下吊装到支撑工具上,与支撑工具合缝对正,使用把合螺栓将支撑工具和下半端盖把合牢固,在机座端部上半部分安装另外4件定位滚轮,同样沿圆周布置,位于支撑工具外圆周面以外,使支撑工具外圆嵌入定位滚轮两侧凸台之间。
7.步骤四:旋转端盖:拆下临时支撑工具的长螺栓,缓慢旋转下半端盖及支撑工具,使下半端盖旋转至汽轮发电机转子下方,合缝面朝上,旋转到位后使用长螺栓将下半端盖临时固定到机座上。
8.步骤五:拆支撑工具:拆下机座端部上半部分的4件定位滚轮及短螺栓,拆下把合螺栓及支撑工具,露出下半端盖合缝面。
9.步骤六:安装上半端盖:将上半端盖正常放置,合缝面朝下吊装到下半端盖上,与
下半端盖合缝对正,使用把合螺栓将上半端盖和下半端盖把合牢固。
10.步骤七:整体吊装端盖:整体吊起上半端盖和下半端盖,使其与定位滚轮脱离,拆下机座端面的定位滚轮及短螺栓,将组合后的上半端盖和下半端盖整体向机座移动至完全贴紧机座端面,安装长螺栓,完成安装。
11.在上述汽轮发电机端盖装配工艺方法中,所述步骤一中的定位滚轮两端带有定位作用的凸台,安装端盖后,可限制端盖在平行于机座端面的竖直平面内旋转,不会发生侧翻和脱落。
12.在上述汽轮发电机端盖装配工艺方法中,所述步骤二中的支撑工具采用半圆形结构,外圆直径尺寸以及合缝面把合位置与上半端盖相同,支撑工具与下半端盖组合装配后成为一个完整的圆形,并围绕其组合体的中心线旋转。
13.在上述汽轮发电机端盖装配工艺方法中,所述步骤四中支撑工具与上半端盖组合装配后,其外圆周面与机座端面沿圆周方向布置的定位滚轮的圆柱面相切,并依靠定位滚轮支撑和定位,以发电机转子轴线为圆心进行旋转。
14.在上述汽轮发电机端盖装配工艺方法中,所述步骤七中上半端盖与下半端盖组合装配后,针对氢气冷却的汽轮发电机,整体吊起端盖后,先在端盖与机座的接触面上安装密封条,然后再将端盖装配到定子机座上,实现对发电机内部氢气的密封。
15.与现有技术相比,本发明的有益效果是:
16.本发明解决了汽轮发电机插转子后定子端部空间受限、端盖装配困难的难题。创造性地采用了旋转安装端盖的方式,实现了在插转子后再装配端盖的目的,保证了发电机总装配过程可以按正常的逻辑流程顺序完成,无需提前考虑端盖安装问题,简化了工艺流程,降低了工作难度。同时,此方法特别适用于采用橡胶条密封的氢气冷却汽轮发电机的端盖结构,可满足上下半端盖组后镶嵌整根的橡胶条,再安装到发电机定子端面的要求,提高了氢气冷却汽轮发电机的密封可靠性。
附图说明
17.图1为定位滚轮示意图。
18.图2为支撑工具示意图。
19.图3为端盖示意图。
20.图4为安装定位滚轮和支撑工具示意图。
21.图5为旋转端盖示意图。
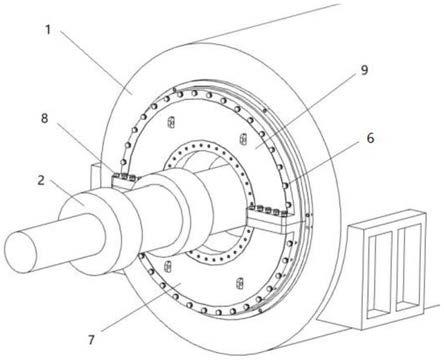
22.图6为端盖安装完成示意图。
23.图中标记说明:
[0024]1‑
定子机座;2
‑
转子;3
‑
短螺栓;
[0025]4‑
定位滚轮;5
‑
支撑工具;6
‑
长螺栓;
[0026]7‑
下半端盖;8
‑
把合螺栓;9
‑
上半端盖。
具体实施方式
[0027]
本发明涉及的汽轮发电机端盖装配的新工艺方法,通过以下工艺步骤实现:
[0028]
步骤一:装配定位滚轮:如图4、图6所示,在汽轮发电机定子机座1端面加工有定位
滚轮4安装用的螺纹孔,螺纹孔位于下半端盖7、上半端盖9装配后的外圆周面以外,沿圆周方向布置,共计八处;其中,定位滚轮4的外形如图1所示,下半端盖7的外形如图3所示;发电机在电站安装时,在定子机座1安装到位、转子2插入定子膛内后,使用短螺栓3将四件定位滚轮4安装到定子机座1端面下半部分,定位滚轮4是两端带凸台的圆柱形滚轮,安装后能够以短螺栓3为中心自由滚动,安装后的定位滚轮4的外圆柱面与装配后的下半端盖7、上半端盖9外圆柱面相切,起到支撑和辅助滚动的作用;
[0029]
步骤二:安装支撑工具:如图4所示,吊装半圆形的端盖支撑工具5,由发电机转子2下方送入,放置于定位滚轮4上,支撑工具5的外圆嵌入定位滚轮4两侧凸台之间,支撑工具5的外形如图2所示;支撑工具5安装后合缝面应朝向正上方,便于安装下半端盖7。使用长螺栓6将支撑工具5临时固定到机座1端面;
[0030]
步骤三:安装下半端盖:将下半端盖7倒置,合缝面朝下吊装到支撑工具5上,与支撑工具5合缝对正,使用把合螺栓8将支撑工具5和下半端盖7把合牢固;在机座1端部上半部分安装另外四件定位滚轮4,同样沿圆周布置,安装后位于上半端盖9外圆周面以外,使上半端盖9外圆嵌入定位滚轮4两侧凸台之间;
[0031]
步骤四:旋转端盖:如图5所示,拆下临时支撑工具5的长螺栓6,缓慢旋转下半端盖7和支撑工具5,使下半端盖7以发电机转子2为中心旋转至转子2下方,合缝面朝上,旋转到位后使用长螺栓6将下半端盖7临时固定到机座1端面上;
[0032]
步骤五:拆支撑工具:拆下机座1端部上半部分的四件定位滚轮4及短螺栓3,拆下把合螺栓8及支撑工具5,露出下半端盖7合缝面;
[0033]
步骤六:安装上半端盖:上半端盖9放置时合缝面朝下,吊装上半端盖9到下半端盖7上,与下半端盖7合缝对正,使用把合螺栓8将上半端盖9和下半端盖7把合牢固;
[0034]
步骤七:整体吊装端盖:如图6所示,整体吊起装配后的下半端盖7和上半端盖9,使其脱离定位滚轮4,拆下发电机定子机座1端面的定位滚轮4及短螺栓3,将下半端盖7和上半端盖9整体向定子机座1移动至完全贴紧机座1端面,安装长螺栓6,完成上半端盖7和下半端盖9的装配。
[0035]
进一步地,所述步骤一中的定位滚轮4两端带有定位作用的凸台,安装下半端盖7和上半端盖9后,可限制端盖在平行于机座1端面的竖直平面内旋转,不会发生侧翻和脱落。
[0036]
进一步地,所述步骤二中的支撑工具5采用半圆形结构,外圆直径尺寸以及合缝面把合位置与上半端盖9相同,支撑工具5与下半端盖7组合装配后成为一个完整的圆形,并围绕其组合体的中心线旋转。
[0037]
进一步地,所述步骤四中支撑工具5与上半端盖7组合装配后,其外圆周面与机座1端面沿圆周方向布置的定位滚轮4的圆柱面相切,并依靠定位滚轮4支撑和定位,以发电机转子2轴线为圆心进行旋转。
[0038]
进一步地,所述步骤七中上半端盖9与下半端盖7组合装配后,针对氢气冷却的汽轮发电机,整体吊起端盖后,先在端盖与机座1的接触面上安装密封条,然后再将端盖装配到定子机座1上,实现对发电机内部氢气的密封。
[0039]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变
化和改进都落入要求保护的本发明范围内。本发明要求的保护范围由权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1