电磁线圈的制作方法
1.本发明涉及一种无芯电磁线圈。
背景技术:
2.以往,已知有用于无芯电气机械装置中的电磁线圈(例如参照专利文献1)。
3.图15是用于说明专利文献1所记载的电磁线圈9a的图。其中,图15(a)是电磁线圈9a的外观立体图,图15(b)是电磁线圈9a的右侧视图。
4.专利文献1所记载的电磁线圈9a如图15(a)所示,线圈用导线以包围空芯区域901a的方式卷绕而成。电磁线圈9a具有:有效线圈部902a;位于有效线圈部902a长度方向的一侧的第一线圈端部903a;以及位于有效线圈部的长度方向的另一侧的第二线圈端部904a。第二线圈端部904a处配置有电路接线端子905a。
5.在专利文献1所记载的电磁线圈中,包含有2种形态的线圈,即:呈第一线圈端部903a从长度方向向-z方向侧折曲的形状的第一形状线圈(电磁线圈9a);以及呈第二线圈端部从长度方向向+z方向侧折曲的形状的第二形状线圈(省略图示)。另外,第二形状线圈也与第一形状线圈一样,同样具有有效线圈部、第一线圈端部以及第二线圈端部(省略图示)。在下文中,第一线圈端部和第二线圈端部可以简称为“线圈端部”。
6.专利文献1所记载的电磁线圈通过将第一形状线圈(电磁线圈9a)和第二形状线圈(省略图示)相互组合,在第一形状线圈以及第二形状线圈中的任意一方的该空芯区域配置另一方的该有效线圈部。因此,通过组合这些线圈,就可以容易地形成线圈组件。
7.【先行技术文献】
8.【专利文献1】国际公开第2018/139245号公报
9.然而,专利文献1所记载的电磁线圈(以往的电磁线圈)是将多个导电性基材捆束后构成的编织线等作为线圈用导线,通过折曲该线圈用导线来形成(forming)的。因此,位于线圈端部的卷绕方向转换部934a、944a不得不被形成具有大曲率半径的折曲形状。
10.尽管线圈端部并不是直接参与对电能与机械能之间的能量转换的部分,但由于上述情况,线圈端部所占的长度l903a、l904a不得不变得比较大《同时参照图15(b)》。像这样,当线圈端部所占的长度l903a、l904a变大时,作为电磁线圈9a整体的电阻值也会变大,最终导致电气机械装置的起动转矩的衰减也随之变大。
11.此外,由于以往的电磁线圈是使将导电性基材捆束后构成的线圈用导线折曲来形成的,因此在加工工序上,在作为折曲部分的卷绕方向转换部934a、944a处容易产生断线或线径变形的问题(断线及线径变形的加工工序问题)。另外,在折曲的部分,位于内侧的导电性基材与位于外侧的导电性基材之间容易产生材料的伸长偏差,该偏差也容易导致阻抗失真的问题。这些问题不限于编织线,例如在使用利兹线的情况下也可能发生。
12.另一方面,市场希望通过抑制电气机械装置的机械阻力来抑制机械振动。从这个观点来看,也强烈期待能够降低伴随着电气机械装置的磁铁的移动而产生的有效线圈部的涡电流。
13.因此,本发明是鉴于上述情况而完成的,其目的在于提供一种电磁线圈,其能够在降低涡电流的产生的同时,使线圈端部比以往更小,且能够消除由于线圈用导线的形成而引起的断线及线径变形的加工工序问题。
技术实现要素:
14.根据本发明的一个形态,提供一种导电性的构件以包围空芯区域的方式卷绕而成,并沿着电气机械装置的磁铁的移动方向配置的电磁线圈。
15.所述电磁线圈具有:有效线圈部、位于所述有效线圈部的长度方向的一侧的第一线圈端部、以及位于所述有效线圈部的所述长度方向的另一侧的第二线圈端部,所述有效线圈部由将多个导电性基材捆束而成的线圈用导线构成,所述第一线圈端部由通过个体导电材料构成的第一端构件构成,所述第一端构件与构成所述有效线圈部的一个线圈用导线以及另一个线圈用导线的各自的一端侧连结,并且与所述一个线圈用导线以及所述另一个线圈用导线之间电连接,所述第二线圈端部由通过个体导电材料构成的第二端构件构成,所述第二端构件与构成所述有效线圈部的线圈用导线的另一端侧连结,使被提供有第二相电流的“另一个所述电磁线圈”的有效线圈部嵌入被提供有第一相电流的“一个所述电磁线圈”的所述空芯区域。
16.根据本发明的另一形态,提供一种导电性的构件以包围空芯区域的方式卷绕而成,并沿着电气机械装置的磁铁的移动方向配置的电磁线圈。所述电磁线圈具有:有效线圈部、位于所述有效线圈部的长度方向的一侧的第一线圈端部、以及位于所述有效线圈部的所述长度方向的另一侧的第二线圈端部,所述电磁线圈包括:具有所述第一线圈端部从所述长度方向向第一侧折曲的形状的第一形状线圈、以及具有所述第二线圈端部从所述长度方向向所述第一侧的相反侧的第二侧折曲的形状的第二形状线圈这两种形态的线圈,通过将所述第一形状线圈与所述第二形状线圈相互组合,在所述第一形状线圈以及所述第二形状线圈中的任意一方的该空芯区域配置另一方的该有效线圈部。
17.所述有效线圈部由将多个导电性基材捆束而成的线圈用导线构成,所述第一线圈端部由通过个体导电材料构成的第一端构件构成,所述第一端构件与构成所述有效线圈部的一个线圈用导线以及另一个线圈用导线的各自的一端侧连结,并且与所述一个线圈用导线以及所述另一个线圈用导线之间电连接。
18.所述第二线圈端部由通过个体导电材料构成的第二端构件构成,所述第二端构件与构成所述有效线圈部的线圈用导线的另一端侧连结。
19.发明效果
20.根据本发明的电磁线圈,就能够在减少涡电流的产生的同时,与以往相比减小线圈端部,并解决因线圈用导线的形成而引起的断线及线径变形的加工工序问题。
附图说明
21.图1是用于说明实施方式一涉及的电磁线圈1a、1b以及分别由多个电磁线圈1a、1b构成的第一线圈
·
子组件100as、第二线圈
·
子组件100bs、线圈组件100的立体图。
22.图2是用于说明实施方式一涉及的电磁线圈1a的图。
23.图3是用于说明第一端构件130a的图。
24.图4是用于说明第二端构件140a的图。
25.图5是用于说明实施方式一所涉及的电磁线圈1a以及电磁线圈1b的制造方法、以及用于说明第一线圈
·
子组件100as、第二线圈
·
子组件100bs、线圈组件100的制造方法的流程图。
26.图6是用于说明关于准备线圈用导线110a(编织线20)的图。
27.图7是用于说明实施方式一涉及的电磁线圈1a的(一部分)制造工序的图。
28.图8是展示实验例的实验构成的示意图。
29.图9是展示实验例中的实验结果的表。
30.图10是用于说明实施方式二涉及的电磁线圈2a、2b的图。
31.图11是用于说明实施方式二的绝缘层形成工序s180中的电磁线圈2a
‘
的状态的图。
32.图12是用于说明实施方式三涉及的电磁线圈3a的(一部分)制造工序的图。
33.图13是用于说明变形例所涉及的电磁线圈7、7’的图。
34.图14是真是本变形例涉及的电磁线圈8、8’、8”的图。
35.图15是用于说明专利文献1中记载的电磁线圈9a的图。
具体实施方式
36.以下,将参照附图对本发明涉及的电磁线圈的实施方式进行说明。各附图中所示的图片并不一定严密地反映实际的尺寸和比例。
37.【实施方式一】
38.1.实施方式一涉及电磁线圈1a、1b的结构
39.(1)电磁线圈1a、1b及线圈组件100概要
40.实施方式一涉及的电磁线圈1是沿着电气机械装置的磁铁的移动方向配置的空芯形的电磁线圈。
41.应用电磁线圈1的电气机械装置可以是使用空芯形的线圈的电气机械装置。空芯电机是优选的适用对象之一。
42.图1(a)是用于空芯电机的集中缠绕型电磁线圈的线圈组件100的一个示例。如图所示,线圈组件100以多个电磁线圈1a、1b(下标数字为index编号)沿着转子的永久磁铁(省略图示)的移动方向rot相互相接的方式配置成列状。以这种方式,电磁线圈1可适用于所谓的空芯电机。
43.另外,在图中,将与空芯电动机的旋转轴ax1平行的方向设为“y方向”,将与旋转轴ax1垂直的方向设为“x方向”,将与x方向以及y方向垂直的方向设为“z方向”。另外,将以旋转轴ax1为起点与旋转轴ax1垂直的方向设为“径向”,将与径向正交且与旋转轴ax1平行的方向设为“周向”。在以下说明中,对于根据这些方向的定义配置的电磁线圈1a、1b,使用与该方向关系的定义相同的定义。
44.如下说明,电磁线圈1包含第一形状线圈1a以及第二形状线圈1b这两种形态的线圈。
45.第一形状线圈1a与第二形状线圈1b组合后形成线圈组件100(后述),例如在两相驱动的电气机械装置中使用线圈组件100时,第一形状线圈1a能够提供a相的驱动电流,第
二形状线圈1b能够提供b相的驱动电流。
46.在本说明书中,第一形状线圈1a也可以简称为电磁线圈1a。类似地,第二形状线圈1b也可以简单地称为电磁线圈1b。
47.由于第一形状线圈1a与第二形状线圈1b在结构上有很多共通的要素,所以下面将参照图1~图4以电磁线圈1a(第一形状线圈1a)为中心进行说明。
48.(2)电磁线圈1a(第一形状线圈1a)
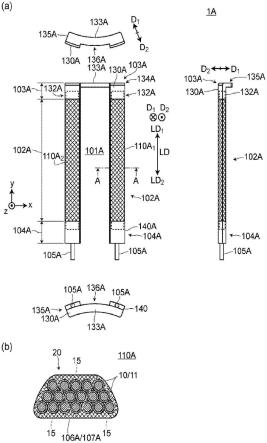
49.图1(d)中左侧的图是表示作为第一形状线圈的电磁线圈1a的外观立体图。图2是用于说明实施方式一中电磁线圈1a的图。在图2(a)中,位于中央的图为电磁线圈1a的俯视图,下图为主视图,上图为后视图,右图为右侧视图。
50.如图1(d)中左侧的图及图2(a)所示,电磁线圈1a是以导电性的构件(在后面详细叙述)包围空芯区域101a的方式卷绕而成的。这里所说的“卷绕”除了包含以完全360
°
包围空芯区域101a的方式卷绕的情况之外,还包含虽然达不到(360
°
)围绕空芯区域101a的周围一周,但包围空芯区域101a的方式。作为参考,实施方式一所示的电磁线圈1a,从图1(d)的左侧的图中右侧的电路接线端子105a逆时针观看时,依次形成有有效线圈部102a(后述)、第一线圈端部103a(后述)、有效线圈部102a(后述)、并到达图片左侧的电路接线端子105a,从而以卷绕在空芯区域101a周围0.75周的方式构成。
51.电磁线圈1a具有:有效线圈部102a、位于有效线圈部102a的长度方向ld的一侧ld1的第一线圈端部103a、以及位于有效线圈部102a的长度方向ld的另一侧ld2的第二线圈端部104a。另外,在第二线圈端部104a上配置有电路接线端子105a。
[0052]“有效线圈部”是指有效地进行电能与机械能之间的能量转换的部分。具体来说,是其长度方向ld以与磁铁的移动方向崔志相交的位置关系配置的部分。“第一线圈端部”、“第二线圈端部”也可以是不直接参与电能与机械能之间的能量转换的部分。
[0053]
另外,在各图中,虽然作为有效线圈部102a,在表上描绘了与编织线类似的图案,但实际上编织线没有露出,图中的图案描绘了以仿照编织线的图案的方式形成的绝缘层106a(后述)的图案。这一点也适用于其他附图中有效线圈部102a、102b等的图示。
[0054]
电磁线圈1a(第一形状线圈1a)具有第一线圈端部103a从长度方向ld向第一侧d1折曲的形状。另外,在假设图1(a)所示的线圈组件100的情况下,“第一侧d1”:也可以称作“径向的内侧”。附图标记135a表示从侧面观察时向第一侧d1突出的内径凸部。
[0055]
如图2(a)所示,第一线圈端部103a具有过渡部133a。在沿着y方向正面观察第一线圈端部103a时,过渡部133a连接在配置在其左右的有效线圈部102a之间。过渡部133a位于比配置有效线圈部102a的位置向内径侧(第一侧d1)靠下的位置。换言之,过渡部133a以从配置有有效线圈部102a的面向下退避一层的形式构成(参照图1(d)的左侧的图和图2(a))。
[0056]
由此,在电磁线圈1a中,在被左右配置的有效线圈部102a夹着的区域形成有槽区域136a,通过该槽区域136a,就能够在相互不干扰地的情况下使电磁线圈1b的有效线圈部102b滑动到电磁线圈1a的槽区域136a的部分从而嵌合进去。
[0057]
第一线圈端部103a具有作为对导电性构件的卷绕方向进行转换的部位的卷绕方向转换部134a。当俯视电磁线圈1a时,在卷绕方向转换部134a处,导电性构件的形状以大致90度的角度从有效线圈部的长度方向ld(沿着y方向的方向)向与有效线圈部的长度方向ld垂直的方向折曲。也就是说,卷绕方向转换部134a不是具有较大曲率半径的折曲形状,而是
以具有棱角的方式折曲的形状。在第一线圈端部103a上的左右两处具有卷绕方向转换部134a。
[0058]
另外,在与旋转轴ax1(中心轴)垂直的面进行切割电磁线圈1a后形成的界面进行观察时,电磁线圈1a的外径优选具有将圆环n等分的分割环形状,该分割环形状的两个侧边所成的角度优选为360
°
/n以下。关于这一点的构成作用效果,能够引用本技术的发明人以前发明的专利文献1的记载内容而结合到本说明书中。另外,其他技术特征也可以在不违背本发明宗旨的情况下适当引用并引入到本说明书中。
[0059]
(3)电磁线圈1b(第二形状线圈1b)概要
[0060]
接下来,返回图1(d)对电磁线圈1b进行说明。图1(d)右侧的图是作为第二形状线圈的电磁线圈1b的外观的立体图。
[0061]
如图1(d)右侧的图所示,在电磁线圈1b(第二形状线圈1b)中,在第一线圈端部103b处不存在电磁线圈1a的内径凸部135a那样的部位。另一方面,第2线圈端部104b具有从长度方向ld向第2侧d2折曲的形状。另外,“第二侧d2”是与第一侧d1相反的一侧,在假设了图1(a)所示的线圈组件100的情况下,也可以换成“径向的外侧”。符号145a表示从侧面观察时向第二侧d2突出的外径凸部。
[0062]
电磁线圈1b在第一线圈端部103b及第二线圈端部104b的形状以外,具有与电磁线圈1a基本相同的结构。因此,对于与电磁线圈1a共通的要素(例如有效线圈部102b、线圈用导线110b等),可以将本说明书中的有关电磁线圈1a的说明替换为b来引用说明。
[0063]
(4)第一形状线圈1a及第二形状线圈1b的组合
[0064]
图1(b)是第一线圈组件100as的立体图。图1(c)是第二线圈组件100bs的立体图。
[0065]
如图1(b)所示,第一线圈
·
子组件100as是通过将n个(n为自然数,在此为8个)电磁线圈1a(第一形状线圈1a)排列而成的。具体而言,第一线圈
·
子组件100as在邻接的电磁线圈1a的有效线圈部102的外侧面彼此相互接触的状态下(相互粘接),n个电磁线圈1a排列成环状。
[0066]
如图1(c)所示,第二线圈组件100bs同样是通过排列n个电磁线圈1b(第二形状线圈1b)构成的。具体地说,第二线圈
·
子组件100bs在邻接的电磁线圈1b的有效线圈部102b的外侧面彼此相互接触的状态下(相互粘接),n个电磁线圈1b排列成环状。
[0067]
第一形状线圈1a(电磁线圈1a)及第二形状线圈(电磁线圈1b)通过将它们相互组合,在第一形状线圈1a及第二形状线圈1b中某一个线圈的该空芯区域101a、101b处,设置有另外一个线圈的该空芯区域102a、102b。
[0068]
对组合、嵌入进行详细说明的话,如上所述,第一形状线圈1a的第一线圈端部103a的过渡部133a从有效线圈部102a向内径侧下降一段,并设有槽区域136a。在该槽区域136a能够使第二形状线圈1b的有效线圈部102b滑动,因而能够采用上述配置。
[0069]
由于采用了上述结构,因此通过使第二线圈
·
子组件100bs《参照图1(c)》从第一线圈
·
子组件100as《参照图1(b)》的右侧向左侧滑动进行组合,从而构成线圈组件100《参照图1(a)》。此时,例如在第一形状线圈(电磁线圈1a1)的该空芯区域配置有第二形状线圈(电磁线圈1b1、1b2)的有效线圈部。
[0070]
(5)电磁线圈1a(第一形状线圈)详细情况
[0071]
现在返回图2,继续详细说明电磁线圈1a。
[0072]
(5-1)线圈用导线110a
[0073]
图2(b)是用图1(d)所示的假想面pl1切断电磁线圈1a的有效线圈部102a,并沿着箭头a观察该切断面时的剖视图。
[0074]
如图2(b)所示,有效线圈部102a由捆束多个导电性基材10而成的线圈用导线110a构成。“将多个导电性基材10捆束而成的线圈用导线110a”也可以称为将多个导电性基材10绞合及/或编入的线圈用导线110a。
[0075]
作为“导电性基材10”,这里采用裸导线11。
[0076]“裸导线11”是指在其周围没有包裹绝缘材料,作为导电性构件的导体处于裸露的状态的线。例如,除了以铜为主要原料的无垢的“裸铜线”之外,“裸导线11”中还包含使用碳的“碳线”、以及对裸铜线等实施了镀锡镀镍等的"镀线"等。在此说明的例子中,采用镀锡线作为“裸导线11”。
[0077]
导电性基材10的粗细可以根据电气机械装置的规格适当地选择。作为用作导电性基材10的线,设为含有铜的导电性的线,优选导电性基材10的平均半径为120μm以下。导电性基材10平均半径更优选为100μm以下。进一步优选导电性基材10平均半径为50μm以下。这是因为,通过采用具有这种直径的导电性基材10,能够减少涡电流的产生《详细情况在【实验例】中后述》。
[0078]
线圈用导线110a由多根裸导线11编织而成的编织线20构成。具体地说,例如图2(b)所示,线圈用导线110a是将以6根为单位绞合有裸导线11的绞线15作为中间材料,编织3组该绞线15而成的编织线20。通过将线圈用导线110a设为这种结构,就能够减少涡电流的产生《详细情况将在【实验例】中叙述》。
[0079]
至少在编织线20的表面设有绝缘层106a。
[0080]
绝缘层106a只要是绝缘性的构件,可以由任何材料构成。
[0081]
在实施方式一中,至少有效线圈部102a的绝缘层是浸透在导电性基材10的周围的水溶性材料固化而成的绝缘层107a。该绝缘层107a优选为在导电性基材10的周围形成的电沉积绝缘涂膜。换言之,这里的绝缘层107a是对导电性基材10进行电沉积涂装而得到的“电沉积绝缘涂膜”。作为绝缘层107a的电沉积绝缘涂膜复盖导电性基材10,由绝缘材料构成,并具有绝缘功能。
[0082]
另一方面,有效线圈部102a中的绝缘层106a即使是在导电性基材10的周围形成的绝缘涂布膜也可为优选。这是因为能够比较廉价地构成绝缘层106a,从而能够得到经济上有利的电磁线圈1。另外,换言之,这里的绝缘层106a是对导电性基材10涂布绝缘涂布材料而得到的“绝缘涂布膜(电沉积绝缘涂装膜除外)”。作为绝缘层106a的绝缘涂布膜复盖导电性基材10,由绝缘材料构成,并具有绝缘功能。
[0083]
线圈用导线110a包括上述编织线20和绝缘层106a。
[0084]
(5-2)第一端构件130a
[0085]
图3是用于说明第一端构件130a的图(立体图)。
[0086]
如图3所示,第一线圈端部103a由个体导电材料构成第一端构件130a构成。
[0087]“个体导电材料”属于“导电性构件”的一种,其是指不像捆束电线(线材)那样的以个体形式存在的导电性构件。例如,可以由含铜的金属构成,铸造或锻造成规定的形状的导电性构件。铜板(由含铜的金属轧制而成)也可以冲压成规定的形状。
[0088]
第一端构件130a例如设有开口部131a(参照图3),从而能够使其收容并供线圈用导线110a1、110a2的一端侧111a嵌合。
[0089]
第一端构件130a与构成有效线圈部102a的一个线圈用导线110a(例如图2(a)中央的俯视图的右侧的线圈用导线110a1)以及另一个线圈用导线110a(该左侧的线圈用导线110a2)各自的一端侧(ld1侧)连结,并在一个线圈用导线110a1与另一个线圈用导线110a2之间电连接。这里的“连结”除了如实施方式一那样直接连结的情况以外,还包括如实施方式二那样经由垫片40等间接连结的情况(实施方式二在后面叙述)。
[0090]
当第一端构件130b作为电磁线圈1a的一部分嵌入时,具有如下结构。即,个体导电材料由金属构成,第一端构件130a铆接固定于线圈用导线110a一端侧。具体而言,在线圈用导线110a的一端侧111a嵌插于第一端构件130a的开口部131a的状态下,第一端构件130a的开口部131a的内侧的壁对线圈用导线110a的一端侧111a进行“铆接”,从而第一端构件130a被坚实地固定于线圈用导线110a处(参照图2(a)、图3、后述是我图7(b)等)。
[0091]
另外,线圈用导线110a向第一端构件130a的开口部131a的插入量则作为线圈用导线110a的连结部132a。这样的连结部132a也可以称为重叠部(overlap部)132a。在组装状态的电磁线圈1a中,第一端构件130a及线圈用导线110a在重叠部132a紧密连结并电连接。
[0092]
第一端构件130a在俯视时在角部折曲成大致90
°
。该折曲的部分在组装到电磁线圈1a时会作为“卷绕方向转换部134a”(参照图2(a)的中央的俯视图)。
[0093]
第一端构件130a还具有内径凸部135a、过渡部133a、倾斜形成的侧边等与在上述第一线圈端部103a中说明的结构对应的结构,这些结构的说明引用上述第一线圈端部103a的说明。
[0094]
(5-3)第二端构件140a
[0095]
图4是用于说明第二端构件140a的图。图4(a)是第二端构件140a的立体图,图4(b)是第二端构件140a的俯视图。
[0096]
如图4所示,第二线圈端部104a通过由个体导电材料构成的第二端构件140a构成。
[0097]
第二端构件140a以能够收容并嵌合线圈用导线140a、140a《参照图2(a)中央的俯视图》的另一端侧(ld2侧)的方式设有开口部141a。另外,在第二端构件140a处配置有电路接线端子105a。
[0098]
第二端构件140a与构成有效线圈部102a的线圈用导线110a1、110a2的另一端侧“连结”(参照图2(a))。这里的“连结”除了如实施方式一那样直接连结的情况以外,还包括如实施方式二那样经由垫片40等间接连结的情况(实施方式二在后面叙述)。
[0099]
在将第二端构件140b作为电磁线圈1a的一部分编入时,具有如下结构。即,上述个体导电材料由金属制成,第二端构件140a铆接固定在线圈用导线110a的另一端侧。具体而言,在线圈用导线110a的另一端侧112a嵌插于第二端构件140a的开口部141a的状态下,将第二端构件140a的开口部141a的内侧的壁对线圈用导线110a的另一端侧112a进行"铆接",从而使第二端构件140a被坚实地固定在线圈用导线110a上(参照后述图7(b)等)。
[0100]
另外,第二端构件140a中线圈用导线110a向开口部141a的插入量作为线圈用导线110a的连结部142a。该连结部142a也可以称为重叠部142a。在组装状态下的电磁线圈1a中,第二端构件140a及线圈用导线110a在重叠部142a紧密连结并电连接。
[0101]
虽然线圈用导线110a的一端侧在第一端构件130a的重叠部132a处铆接固定,线圈
用导线110a的另一端侧在第二端构件140a的重叠部142a处铆接固定,但是作为参考,线圈用导线110a中的上述重叠部132a、142a以外的部分构成有效线圈部102a。另外,第一端构件130a的部分构成第一线圈端部103a,第二端构件140a(电路接线端子105a的部位除外)的部分构成第二线圈端部104a(参照图2(a)中央的平面图)。
[0102]
(5-4)绝缘层106a
[0103]
在电磁线圈1a中,在电路接线端子105a以外的整个区域的至少表面设有绝缘层106a。在此的"整个区域"具体也可以是电磁线圈1a的第一端构件130a、线圈用导线110a及第二端构件(除了电路接线端子105a的部位以外)的所有区域的整个表面。
[0104]
第一端构件130a及第二端构件140a的绝缘层能够采用与上述的设置在线圈用导线110a(编织线20)上的绝缘层106a相同的构成。即便采用与在线圈用导线110a(编织线20)上设置的绝缘层106a不同结构的绝缘层也无妨。
[0105]
(6)电磁线圈1b(第二形状线圈1b)的详细情况
[0106]
如上所述,电磁线圈1b(第二形状线圈1b)在第一线圈端部103b和第二线圈端部104b的形状以外的方面具有与电磁线圈1a(第一形状线圈1a)基本相同的结构。因此,引用电磁线圈1a的说明作为电磁线圈1b的说明。
[0107]
2.实施方式一电磁线圈1a、1b的制造方法
[0108]
图5是用于说明实施方式一所涉及的电磁线圈1a以及电磁线圈1b的制造方法、以及用于说明第一线圈
·
子组件100as、第二线圈
·
子组件100bs、线圈组件100的制造方法的流程图。
[0109]
如图5所示,实施方式一所涉及电磁线圈1a的制造方法,粗略地说,是将第一端构件准备工序s110、第二端构件准备工序s120及线圈用导线准备工序s130作为“前工序”,将第一端构件插入工序s140及第一端构件连结工序s150、以及第二端构件插入工序s160及第二端构件连结工序s170作为“中间工序”,将绝缘层形成工序s180作为“后工序”。将这些整体统称为“第一形状线圈形成作业s100”。
[0110]
电磁线圈1b的制造方法也具有相同的结构,将整体统称为“第二形状线圈形成作业s200”。
[0111]
以下,假设对以电磁线圈1a为中心,由编织线20构成“将多个导电性基材捆束而成的线圈用导线110a”的情况来继续说明。
[0112]
a.电磁线圈1a(第一形状线圈1a)的制造方法
[0113]
(1)第一端构件准备工序s110
[0114]
第一端构件准备工序s110是通过进行如图3所示的第一端构件130a的准备(第一端构件准备步骤s112)等来进行中间工序的准备的工序。
[0115]
(2)第二端构件准备工序s120
[0116]
第二端构件准备工序s120是通过进行如图4所示的第二端构件140a的准备(第二端构件准备步骤s122)等来进行中间工序的准备的工序。
[0117]
在该工序中,也可以预先掩蔽(masking)电路接线端子105a(端子部掩蔽步骤s124)。具体而言,对电路接线端子105a,预先涂布聚酯酰亚胺、聚酰胺酰亚胺、聚酰亚胺、搪瓷、聚氨酯、清漆等渗透性绝缘涂布材料进行掩模。通过这样以使电路接线端子105a避免受到后述绝缘层形成工序s180中的绝缘材料的影响。
[0118]
(3)线圈用导线准备工序s130
[0119]
线圈用导线准备工序s130是准备线圈用导线110a,并为了后续工序(向第一端构件的插入、嵌合、连结)准备线圈用导线110a的工序。线圈导线准备步骤s130包含编织线准备步骤s132以及编织线形成步骤s134。
[0120]
(3-1)编织线准备步骤s132
[0121]
编织线准备步骤s132是制作并准备作为线圈用导线110a的编织线20的步骤。
[0122]
图6是用于说明线圈用导线110a(编织线20)准备的图。图6(a)是用与长度方向垂直面切断绞线15或编织线20时的剖视图。
[0123]
在编织线准备步骤s132中,首先,制成以6根为单位将作为导电性基材10的裸导线11(这里假定镀锡线)绞合而成的绞线15,并将其作为中间材料(参照图6(a)(i))。接着,收集3组这样绞线15,将它们相互编织而制成编织线20(参照图6(a)(ii))。在该阶段,也可以从外侧整体按压编织线20的周围等,轻轻地执行形成。这样制成的编织线20成为如图6(b)的立体图所示的具有规定厚度的大致板状的线圈用导线110a。
[0124]
在实施方式一的电磁线圈1a中,虽然在有效线圈部102a中使用两根线圈用导线110a,并且在电磁线圈1b中,在有效线圈部102b中使用两根线圈用导线110b,但是优选将这共计四根线圈用导线110a、110b的规格均设为共通规格。由此,就能够在编织线准备步骤s132中以批处理方式集中制作需要数量的编织线20。
[0125]
(3-2)编织线形成步骤s134
[0126]
图7是用于说明实施方式一涉及的电磁线圈1a的(一部分)制造工序的图。图7(a)是用于说明编织线形成步骤s134的立体图。
[0127]
在编织线形成步骤s134中,首先,对编织线20进行切割等而调整为规定长度(参照图7(a)的左侧的图)。接着,在作为编织线20的两端部的一端侧111a以及另一端侧112a,在规定的长度(与上述重叠部142a对应的长度)上从外侧压扁周围而减小编织线20的两端部的外径尺寸(参照图7(a)的右侧的图)。通过这样,使编织线20的两端部能够插入第一端构件130a的开口部131a及第二端构件140a的开口部141a中。
[0128]
(4)第一端构件插入工序s140
[0129]
图7(b)是用于说明第一端构件插入工序s140及第二端构件插入工序s160的立体图。
[0130]
第一端构件插入工序s140是将在编织线形成步骤s134中压扁而减小了外形尺寸的线圈用导线110a(编织线20)的一端侧111a从第一端构件130a的开口部131a插入并与重叠部132a嵌合的工序(参照图7(b))。
[0131]
(5)第一端构件连结工序s150
[0132]
图7(c)是用于说明第一端构件连结工序s150及第二端构件连结工序s170立体图。
[0133]
第一端构件连结工序s150是将在第一端构件插入工序s140中嵌合的第一端构件130a与线圈用导线110a牢固地连结的工序(参照图7(c))。
[0134]
第一端构件130a与线圈用导线110a的连结也可以通过铆接固定来进行。铆接固定例如使用压接工具等从第一端构件130a的外侧对位于第一端构件130a的重叠部132a内的规定部位(参照图7(c)的铆接部137a)施加压力,使第一端构件130a的重叠部132a塑性变形。这样一来,第一端构件130a的开口部131a的内部的壁就会被强力地按压在线圈用导线
110a的外周。通过这样,第一端构件130a与线圈用导线110a的一端侧111a紧密接触,从而被牢固地固定并电连接。
[0135]
另外,也可以在进行了上述铆接固定之后,进一步使用焊锡等具有导电性的材料将第一端构件130a与线圈用导线110a之间接合固定。
[0136]
(6)第二端构件插入工序s160及第二端构件连结工序s170
[0137]
第二端构件插入工序s160是将在编织线形成步骤s134中压扁而减小了外形尺寸的线圈用导线110a的另一端侧112a从第二端构件140a的开口部141a插入并与重叠部142a嵌合的工序(图7(b))。
[0138]
第二端构件连结工序s170为将在第二端构件插入工序s160中嵌合的第二端构件140a与线圈用导线110a牢固地连结的工序(参照图7(c))。也可以与第一端构件连结工序s150同样地,通过使用压接工具等对位于第二端构件140a的重叠部142a内的铆接部147a进行铆接固定而进行连结。
[0139]
关于第二端构件插入工序s160及第二端构件连结工序s170,可以以按照与上述的第一端构件插入工序s140及第一端构件连结工序s150基本相同的内容来实施。
[0140]
(7)绝缘层形成工序s180
[0141]
绝缘层形成工序s180是在电路接线端子105a以外区域(部位)的至少是表面设置绝缘层106a的工序。
[0142]
虽然省略了图示,但绝缘层形成工序s180,优选依次实施:至少使使用了具有绝缘性的溶质的水溶性材料浸透线圈用导线110a的浸透步骤、以及使浸透的水溶性材料固化的固化步骤。在这种情况下,水溶性材料优选采用具有绝缘性且具有粘接性的材料。
[0143]
此外,在渗透步骤中,也可以一并实施使上述水溶性材料附着在第一端构件130a及第二端构件140a(掩模部分除外)的表面的处理。
[0144]
绝缘层形成工序s180例如可以按如下执行。即,在液槽及容器等(以下简称为液槽)的内侧充满热固性树脂的溶液之后,向液槽的内侧投入实施了(组装好的)第一端构件连结工序s150以及第二端构件连结工序s170的电磁线圈。这样,水溶性的材料就会浸透(浸入)构成线圈用导线110a的多个导电性基材10之间。此时,在第一端构件130a及第二端构件140a(已掩模的部分除外)的表面也会附着水溶性的材料。在导电性基材10等的周围附着有水溶性材料的状态下,将线圈用导线110a、第一端构件130a及第二端构件140a(被涂刷物)从液槽中捞起。然后,通过对附着有水溶性材料的被涂刷物进行加热,使附着在被涂刷物周围的来自水溶性材料的材料固化。
[0145]
水溶性材料的渗透及固化更有选通过所谓的电沉积绝缘涂装来进行。
[0146]
例如,在液槽中装满含有水溶性材料的水溶液,将被涂刷物投入浴槽的内侧,使被涂刷物完全溶解于水溶液中。这样,水溶性材料浸透(浸入)被涂物中的构成线圈用导线110a的多个导电性基材10之间。
[0147]
在该状态下在被涂物与电极之间施加用于控制绝缘皮膜的膜厚的直流电压,在线圈用导线110a(微观上来说是导电性基材10)的周围和第一端构件130a及第二端构件140a(掩模部分除外)的表面形成来源于水溶性材料的电沉积绝缘涂膜。由此,就能够在导电性基材10的周围和第一端构件130a及第二端构件140a(掩模部分除外)的表面形成由电沉积绝缘涂膜构成的绝缘层106a。
[0148]
在施加直流电压时,可以对液槽内的水溶液施加超声波。通过施加超声波,可以从被涂物的周围除去气泡和杂质,从而提高绝缘质量。
[0149]
绝缘层106a的形成并不限定于上述利用电沉积绝缘涂装。例如,虽然省略了图示,但也可以采用在线圈用导线110a的导电性基材10的周围或第一端构件130a及第二端构件140a(掩模部分除外)的表面涂布绝缘材料而形成绝缘涂布膜,并以该绝缘涂布膜作为绝缘层106a的方法。如果是这样通过涂布形成绝缘涂布膜的方法,则与通过电沉积绝缘涂装的情况相比,能够廉价地构成绝缘层106a,也能够得到更具经济性的线圈。
[0150]
b.电磁线圈1b(第二形状线圈1b)制造方法
[0151]
对于电磁线圈1b,也可以通过实施与上述电磁线圈1a的制造方法相同的工序而得到(参照图5的第二形状线圈形成作业s200)。
[0152]
通过实施以上说明的工序,就可以得到实施方式一所涉及的电磁线圈1a、1b。
[0153]
作为参考,在得到各个电磁线圈1a、1b之后,可以进行第一线圈
·
子组件形成作业s300、第二线圈
·
子组件形成作业s400及线圈组件形成作业s500(详细情况参照上述“1.电磁线圈1a、1b的构成”)。在通过线圈组件形成作业s500组装线圈组件之后,对于在电路接线端子105a上实施的掩模,例如可以通过在焊锡炉内加热而选择性地除去(端子部掩模除去作业s600)。
[0154]
3.实验例
[0155]
发明人进行了与伴随着电气机械装置中磁铁的移动而产生涡电流的相关的实验,并就抑制磁场产生的线圈获得了新的见解,下面将进行说明。
[0156]
(1)实验构成
[0157]
图8是实验例的实验构成的示意图。
[0158]
为了简洁得再现电气机械装置磁铁的移动,如图8所示,构成了振子状的实验夹具。具体而言,在杆710的一端侧710b经由固定构件720配置永久磁铁mga、mgb(符号730表示永久磁铁组mga、mgb),并将杆710的另一端侧710a固定于转动轴ax2。杆710的另一端侧710a与轴承轴连接,在低摩擦系数下转动。
[0159]
在此基础上,在转动轴ax2的正下方配置了试料(图中记为sample)。试料固定在由非磁性体构成的试料固定台740的上表面,在试料的上表面的水平面与配置在振子的前端的永久磁铁组730之间设定间隙g,使试料和永久磁铁组730在空间上不接触。
[0160]
(2)试料实验方法
[0161]
(2-1)试料
[0162]
试料(sample)基本上假定为电磁线圈,具体而言,假定为“导电性的构件(例如导电性基材10、线圈用导线110a、第一端构件130a及第二端构件140a)”各种候补材料,并假定将这些试料(sample)用于具体的实验。更具体地说,将图9(后述)所示的表中第2列中所示的各种材料整形为俯视为30mm
×
10mm的矩形后,作为试料备用。
[0163]
(2-2)实验方法
[0164]
首先,将与实验编号对应的试料配置在试料固定台740上。此时,无论在哪个实验编号的情况下,都调整试料固定台740的位置,以使间隙g为约1mm左右。
[0165]
接着,使永久磁铁组730的中心的高度与转动轴ax2的高度一致(即使杆710保持水平),将永久磁铁组730抬起到图8的实线所示的状态。
[0166]
接着,放开振子。
[0167]
于是,永久磁铁组730开始在图8的箭头c0的方向上移动,在试料(sample)的正上方在箭头c1方向、箭头c2方向上交替地移动并进行往复振动。这种振动除了振子和空气的阻力外,还主要由于永久磁铁组730通过试料附近时产生的涡电流所引起的损失而衰减,最终会停止运动。实验数据通过观测该往复振动获得。具体观测内容为:振子往返的次数(振子停止之前的次数,以下简称为往复次数)、及振动的时间(振子停止所需的时间,以下简称为振动时间)。在假设往复次数和/或振动时间越大,涡电流的产生引起的损失越少的情况下,判定为往复次数和/或振动时间越大,涡电流的产生越少。另外,实验编号6、7的试料虽然不是导线,但为了比较,也对它们进行了观测。用如上所述的实验方法,进行了实验编号1~7的实验。
[0168]
(3)实验结果
[0169]
图9是表示实验例中的实验结果的表。
[0170]
如图9所示,关于导电性基材(导体部)的平均半径为100μm以下的实验编号2、4、5,往复次数及振动时间较大,涡电流的产生较小。进一步地,当导电性基材(导体部)的平均半径为50μm以下时,涡电流的产生进一步变小。由多根裸导线编织而成的编织线,即实验编号4、5,往返次数及振动时间较大,涡电流的产生较小。实验编号2的电磁线(在作为导电性基材的导电部预先施加了绝缘皮膜的物质)往返次数及振动时间同样较大,涡电流的产生较小。实验编号3的电镀铜线,往返次数及振动时间也较大,涡流的产生较小。
[0171]
(4)考察
[0172]
(4-1)由上述实验结果可知,构成实施方式一所涉及的电磁线圈1a、1b时,导电性基材10的平均半径优选为120μm以下,更优选为100μm以下,进一步优选为50μm以下(试验编号2、4、5)。
[0173]
(4-2)明确了在构成实施方式一所涉及的电磁线圈1a、1b时,在上述(1)的条件下,线圈用导线110a更优选由编织了多根裸导线11的编织线20(实验编号4、5)。
[0174]
(4-3)明确了在构成实施方式一所涉及的电磁线圈1a、1b时,在上述(1)的条件下,线圈用导线110a更优选使用预先对导电性基材10施加了绝缘皮膜的“电磁线”(实验编号2)。
[0175]
(4-4)还明确了导电性基材10也可以是在铜线上实施了镀镍的镀镍线或在铜线上实施了镀锡的镀锡线(实验编号3)。
[0176]
如上所述,通过实验确认了通过采用满足上述(4-1)~(4-4)中的任意一个或它们的组合的导电性基材10、线圈用导线110a,就能够减少涡电流的产生。
[0177]
4.实施方式一所涉及电磁线圈1a、1b的效果
[0178]
(1)由于电磁线圈1a、1b的有效线圈部102a、102b由将多个导电性基材10捆束而成的线圈用导线110a、110b构成,因此能够减少涡电流的产生。这是因为,如【实验例】所述,在容易受到磁铁的移动影响的“有效线圈部”处,例如不采用由金属构成的个体导电材料(例如铜板等),而是通过采用将多个导电性基材捆束而成的线圈用导线,从而具有了减少涡电流的产生的效果。
[0179]
由于第一线圈端部103a、103b以及第二线圈端部104a、104b不是使用线材的构件,而是由个体导电材料构成的第一端构件130a、130b以及第二端构件140a、140b构成,因此能
够在不用设置如以往的电磁线圈那样的弯曲的部分的情况下,一边将方向从有效线圈部102a、102b的长度方向ld改变为锐角,一边卷绕在空芯区域101a、101b的周围,这样一来,与以往相比就能够减小线圈端部的尺寸。
[0180]
进一步地,由于第一端构件130a、130b及第二端构件140a、140b由个体导电材料构成,也就是说,由于不是绞合/编织的,因此不会产生线材的断线或线径变形的加工工序问题。
[0181]
因此,实施方式一所涉及的电磁线圈1a、1b能够在减少涡电流的产生的同时,使线圈端部比以往更小,并且能够消除由于线圈用导线的形成而引起的断线及线径变形的加工工序问题。
[0182]
换言之,实施方式一所涉及的电磁线圈1a、1b,即使在有效线圈部(有效地受到磁铁的移动带来的影响的区域)例如采用编织线20来配置能够降低涡电流的构件的情况下,也能够在不会显著受到磁铁的移动影响的线圈端部配置个体导电材料,减小线圈端部所占有的长度体积,并且也能够解决断线及线径变形的加工工序问题。
[0183]
(2)如上所述,如果线圈端部比以往小,则与以往相比能够减小线圈端部的电阻。实施方式一的电磁线圈1a、1b如果是相同的励磁电压,则能够使流过电磁线圈的电流比以往大,能够比以往进一步提高转矩。从另一个观点来说,如果能够得到相同的转矩,则能够实现比以往更紧凑的电磁线圈1a、1b(能够提高空间效率)。
[0184]
(3)由于第一端构件130a、130b及第二端构件140a、140b由个体导电材料构成,所以能够制造成适当的外形。因此,在将不同形状的电磁线圈彼此组合来构筑线圈组件100的情况下,特别是在使用卷绕方向转换部134a、134b、内径凸部135a、外径凸部145b等那样轮廓尖锐变化的复杂的立体形状的电磁线圈来构筑的情况下,也能够通过实施方式一相对容易地构建电磁线圈。
[0185]
(4)第一端构件130a、130b铆接固定在线圈用导线110a、110b的一端侧,第二端构件140a、140b铆接固定在线圈用导线110a、110b的另一端侧。因此,不需要如熔敷那样的热源就能够简便地进行连结,是一种生产性优异的电磁线圈1a、1b。
[0186]
另外,虽然没有作为本发明的实施方式进行介绍,但是例如在通过“焊接”将第一端构件130a与线圈用导线110a之间或第二端构件140a与线圈用导线110a之间连结固定的情况下,由于会在焊接部分形成氧化膜,因此如果在电磁线圈中流过大的电流,则容易产生由焊接部分的电阻成分产生的焦耳热变大的问题。另一方面,如果是通过铆接进行固定,就不会产生这样的问题。
[0187]
(5)在实施方式一中,优选有效线圈部102a、102b中的绝缘层106a、106b为浸透在导电性基材10的周围的水溶性材料固化而成的绝缘层。
[0188]
在由涂布了绝缘涂布材料的绝缘涂布膜构成绝缘层106a、106b的情况下,容易受到涂布材料偏向附着在涂布时的滴下基材上等的影响。另一方面,通过由“浸透到导电性基材10的周围的水溶性材料固化而成的绝缘层”构成绝缘层106a、106b,利用浸透带来的效果,水溶性材料会遍布线圈用导线110a、110b的内部的导电性基材之间,这样就能够填埋铜电线基材之间的间隙,因此不会产生上述液滴偏置的附着等问题,是一种不挑电磁线圈部位的均质的绝缘层。这样一来,能够得到均质的绝缘耐压特性,是一种绝缘特性稳定的高质量电磁线圈。
[0189]
(6)另外,有效线圈部102a、102b中的绝缘层106a、106b更优选为在导电性基材10的周围形成的电沉积绝缘涂膜。
[0190]
电沉积绝缘涂膜一般是在电沉积涂料溶液中使被涂装物全部消失并施加规定的电压而形成的。
[0191]
电沉积涂复溶液以遍布到线圈用导线110a、110b的外侧及内侧的方式浸透,并且,由于不仅对位于线圈用导线110a的外侧的导电性基材10施加电压,而且还对位于内侧的导电性基材10也同样施加电压,因此从线圈用导线110a的外侧向内侧会形成均匀的绝缘层106a、106b。这样,就能够在不挑部位的情况下得到更均匀的绝缘耐压特性,是一种绝缘特性稳定的高质量电磁线圈。
[0192]
【实施方式二】
[0193]
图10是用于说明实施方式二涉及的电磁线圈2a、2b的图。图10(a)是电磁线圈2a(第一形状线圈2a)的立体图,图10(b)是电磁线圈2b(第二形状线圈2b)的立体图。对于基本结构和特征与实施方式一相同的构成要素,引用实施方式一中的符号的百位数字从1置换为2(在实施方式一中对应于100位后,在实施方式二中对应于200位后)的实施方式一中的该构成要素的说明,并省略说明。
[0194]
实施方式二所涉及电磁线圈2a、2b基本上具有与实施方式一所涉及的电磁线圈1a、1b相同的结构,但在“导电性的构件”的卷绕次数方面与实施方式一所涉及的电磁线圈1a、1b不同。
[0195]
例如,在电磁线圈2a中,如图10(a)所示,“导电性构件”从左前侧依次与第二端构件240a1、线圈用导线210a3、第一端构件230a1、线圈用导线210a1、第二端构件240a2、线圈用导线210a4、第一端构件230a2、线圈用导线210a2、以及第二端构件240a3连结的同时,以包围空芯区域201a的方式卷绕了约2周(严格来说是卷绕1和3/4周,同时参照后述的图11)。
[0196]
与此对应,线圈用导线210a为4根,第一端构件230a1、230a2形态不同,第二端构件240a1、240a2、240a3的形态不同。特别是,在第二端构件240a2处,设有卷绕方向转换部(省略符号的图示)和过渡部233a,并将线圈用导线210a1与线圈用导线210a4之间电连接。不过,电磁线圈1a的设计基本上与根据第一实施例的电磁线圈1a的设计相同,并且具有相同的配置。
[0197]
如图10(b)所示,电磁线圈2b也具有与实施方式一的电磁线圈1b基本相同的结构,并且“导电性的构件”以包围空芯区域201b的方式卷绕了约两周。
[0198]
图10(c)是用图10(a)所示的假想面pl2切断电磁线圈2a的有效线圈部202a并沿着箭头b观察该切断面时的剖视图。
[0199]
如图10(c)所示,电磁线圈1a中的有效线圈部202a的截面呈将多个导电性基材10捆束而成的线圈用导线210a1及线圈用导线210a2层叠为两段的形状。从各个线圈用导线210a1及线圈用导线210a2来看,其结构与实施方式一线圈用导线110a相同。
[0200]
电磁线圈2b的有效线圈部202b的剖视图也基本上与图10(c)相同。因此,省略对电磁线圈2b有效线圈部202b的截面结构的图示和说明。
[0201]
电磁线圈2a、2b的制造方法具有基本上与实施方式一的电磁线圈1a、1b的制造方法相同的结构(参照图5~7)。不过,需要在绝缘层形成工序s180上下功夫。
[0202]
图11是用于说明实施方式二绝缘层形成工序s180中的电磁线圈2a’的状态的图。
[0203]
由于实施方式二的电磁线圈2a、2b如上所述“导电性的构件”卷绕了两周(2t),因此想要在第一周的“导电性的构件”与第二周的“导电性的构件”密合的状态下形成绝缘层的话,第一周的“导电性的构件”"与第二周的“导电性的构件”之间就有可能无法形成绝缘层。
[0204]
因此,如图11所示,在实施绝缘层形成工序s180时,例如,诸如在线圈用导线210a2与线圈用导线210a4之间隔开sp1所示间隔,在第一端构件230a1与第一端构件230a2之间隔开sp2所示的间隔,在第二端构件240a2与第二端构件240a2之间隔开由sp3所示间隔那样,在第一周的“导电性的构件”与第二周的“导电性的构件”之间隔开间隔的同时,对“导电性的构件(线圈用导线210a、第一端构件230a、第二端构件240a。省略index编号)”进行绝缘材料的渗透、附着、涂布等作业。
[0205]
另外,实施方式二电磁线圈2a、2b在"导电性的构件"的卷绕次数以外的结构中,具有与实施方式一的电磁线圈1a、1b基本相同的结构。因此,同样地具有与实施方式一电磁线圈1a、1b所具有的效果中的相应的效果。
[0206]
【实施方式三】
[0207]
图12是用于说明实施方式三涉及的电磁线圈3a的(一部分)制造工序的图(立体图)。对于基本结构和特征与实施方式一相同的构成要素,引用实施方式一中的符号的百位数字从1置换为3(在实施方式一中对应于100号位,在实施方式三中对应于300号位)的实施方式一中的该构成要素的说明,在此省略说明
[0208]
实施方式三电磁线圈3a、3b具有基本上与实施方式一的电磁线圈1a、1b相同的结构,但在线圈用导线310a的端部安装有垫片(spacer)40这一点上与实施方式一的电磁线圈1a、1b不同。
[0209]
即,虽然省略了电磁线圈3a、3b组装后的状态的图示,但是在线圈用导线310a的端部(一端侧311a、另一端侧312a)安装有垫片40,该线圈用导线310a的端部(一端侧311a、另一端侧312a)分别与第一端构件330a及第二端构件340a1、340a2连结。换言之,第一端构件330a与线圈用导线310a之间通过垫片40连结。第二端构件340a1、340a2与线圈用导线310a之间通过垫片40连结。虽然省略了图示,但垫片40的外部尺寸被设计为与第一端构件330a的开口部331a和第二端构件340a的开口部341a的内部尺寸相对应,并能够相互嵌合。
[0210]
在实施方式三涉及的电磁线圈3a、3b的制造方法中,需要进行垫片安装步骤。
[0211]
如图12(a)的左侧的图所示,在实施了线圈用导线准备工序s130的编织线形成步骤s134之后,在线圈用导线310a的一端侧311a以及另一端侧312a安装垫片40(垫片安装步骤)。具体而言,将垫片40分别插入线圈用导线310a的一端侧311a以及另一端侧312a,使用压接工具等从各垫片40的外部施加压力,从而通过“铆接”进行固定。另外,可以代替“铆接”或在“铆接”的基础上进行利用熔敷的固定,也可以进行利用导电性粘接剂的固定。无论如何,在进行了固定之后,成为图12(a)中右侧的图的状态。
[0212]
之后,如图12(b)所示,与实施方式一的第一端构件插入工序s140及第二端构件插入工序s160一样,能够将安装有垫片40的线圈用导线310a的端部插入第一端构件330a的开口部331a及第二端构件340a1、340a2的开口部341a。
[0213]
在如上述这样制造电磁线圈3a、3b后,第一端构件330a与线圈用导线310a之间通过垫片40“间接地连结”。第二端构件340a与线圈用导线310a之同样通过垫片40“间接地连
结”。
[0214]
在这种情况下,也可通过铆接固定在第一端构件330a或第二端构件340a与线圈用导线310a之间实现连结。
[0215]
作为线圈用导线310a例如采用编织线时,也能够将编织线的端部直接插入第一端构件330a的开口部331a并嵌合,但有时会在编织线的端部产生导电性基材10(线材)的开线、起毛等问题。
[0216]
另一方面,在实施方式三中,由于通过导入垫片40,在上述情况下在编织线的端部暂时安装垫片40,因此能够消除这种开线、起毛等,是一种连接可靠性更高的电磁线圈。
[0217]
另外,实施方式三所涉及的电磁线圈3a、3b除了在线圈用导线的端部安装有垫片40这一点以外,具有与实施方式一所涉及的电磁线圈1a、1b基本相同的结构(参照图5~7)。因此,同样地具有与实施方式一电磁线圈1a、1b所具有的效果中的相应的效果。
[0218]
【实施方式四】
[0219]
实施方式四所涉及的电磁线圈4a、4b基本上具有与实施方式二所涉及的电磁线圈2a、2b相同的结构,但在线圈用导线的端部安装有垫片40这一点上与实施方式二所涉及的电磁线圈2a、2b不同(省略图示)。
[0220]
即,实施方式四所涉及的电磁线圈4a、4b的“导电性的构件”的卷绕次数为约2周(与实施方式二所涉及的电磁线圈2a、2b相同),并且,与实施方式三一样在线圈用导线410的两端安装有垫片40。即,在线圈用导线410a的端部安装有垫片40,该线圈用导线410a的端部分别与第一端构件430a及第二端构件440a连结。换言之,第一端构件430a与线圈用导线410a之间通过垫片40连接。另外,第二端构件440a与线圈用导线410a之间通过垫片40连接(省略图示)。
[0221]
另外,实施方式四所涉及的电磁线圈4a、4b除了在线圈用导线的端部安装有垫片40这一点以外的结构中,具有与实施方式二所涉及的电磁线圈2a、2b基本相同的结构。因此,同样具有实施方式二所涉及的电磁线圈2a、2b所具有的效果中的相应的效果。
[0222]
【变形例】
[0223]
以上,基于上述实施方式说明了本发明,但本发明并不限定于上述实施方式。在不脱离构思的范围内能够以多种方式实施,例如还能够实施以下变形。
[0224]
(1)在上述各实施方式中,虽然是基于铆接固定的例子说明了第一端构件或/和第二端构件与线圈用导线之间的连结固定,但本发明不限于此。
[0225]
例如,也可以构成为:个体导电材料由金属构成,且第一端构件熔敷固定在线圈用导线的一端侧,第二端构件熔敷固定在线圈用导线的另一端侧。这里的“熔敷固定”是将银、锡等金属粉末加热熔化后进行熔敷的,所谓的焊接也包含在本发明的熔敷固定之中。通过熔敷固定,熔敷材料能够填埋第一端构件/第二端构件与线圈用导线之间,是一种接触电阻降低且连接可靠性高的电磁线圈。
[0226]
另外,例如,也可以构成为:个体导电材料由金属构成,第一端构件由导电性粘接剂固定在线圈用导线的一端侧,第二端构件由导电性粘接剂固定在线圈用导线的另一端侧。“用导电性粘接剂固定”是指例如将银膏(掺有银粉的润滑脂)等涂布在粘接部分并接合后,加热使有机成分飞散而固化的固定。与熔敷同样地,粘接剂能够填埋第一端构件/第二端构件与线圈用导线之间,是一种接触电阻降低且连接可靠性高的电磁线圈。
[0227]
(2)在上述各实施方式中,虽然是将以裸导线11作为导电性基材10的编织线20作为线圈用导线,但本发明不限于此。
[0228]
例如,也可以够成为:导电性基材10为漆包线12,线圈用导线是由绞合了多根漆包线12的“绞合线30”(省略图示)。
[0229]
所谓的绞合线30比编织线20便宜,在工业上很有魅力,但其抗折曲性差,容易产生形成引起的断线及线径变形的加工工序问题,因此以往难以作为线圈用导线来采用。不过根据本发明,由于在线圈端部不使用线圈用导线而仅组装成直线状的有效线圈部,因此能够在不考虑上述问题的情况下而采用绞合线。所以绞合线30适合用于本发明,能够实现经济的电磁线圈。
[0230]
(3)在上述各实施方式中,虽然对将“导电性的构件”卷绕约1周(1t)或卷绕约2周(2t)的例子进行了说明,但本发明并不限定于此。例如,也可以卷绕3周或以上。不过,本发明更优选“导电性的构件”的卷绕次数为2周或以下的电磁线圈。如果是卷绕3周或以上,则在分层重叠的线圈用导线(编织线等)之间设置绝缘涂料的工序(绝缘层形成工序s180)的难度就会提升。如果“导电性构件”的卷绕次数为2周或以下,则是一种制造性优异且经济方面也更为有利的电磁线圈。
[0231]
(4)在上述各实施方式中,对结构为:向被供给第一相电流的“一个电磁线圈”的空芯区域出嵌入被供给第二相电流的“另一个电磁线圈”的有效线圈部的电磁线圈,也就是具有图1、2、7、10、11等所示结构的电磁线圈1a、1b进行了详细说明。不过,本发明不限于此。例如,对于具有图13所示结构的电磁线圈7、7’和具有图14所示结构的电磁线圈8、8’、8”,也同样能够作为结构为:向被供给第一相电流的“一个电磁线圈”的空芯区域出嵌入被供给第二相电流的“另一个电磁线圈”的有效线圈部的电磁线圈来适用。
[0232]
图13是用于说明变形例涉及的电磁线圈7、7’的图,这些电磁线圈的说明可以引用日本特愿2020-147041中的记载。图14是用于说明变形例所涉及电磁线圈8、8’、8”的图。符号800’为使用电磁线圈8’的线圈组件的示例。电磁线圈8、8’、8”的说明可以引用日本特愿2021-98086中的记载。
[0233]
(5)在上述各实施方式中,以通过2相励磁来工作的电气机械装置为例进行了说明(图1等),但本发明不限于此。例如也可以适用于以3相励磁的电气机械装置。
[0234]
(6)虽然上述对将本发明应用于以空芯电机为例进行了说明,但本发明并不限定于此。例如,也可以应用于一般空芯型发电机、再生制动机、执行器等电气机械装置。并且,作为本发明的适用对象,并不限定于空芯(无铁芯)的电气机械装置。本发明也可以适用于线芯(有铁芯且在铁芯周围配置了该电磁线圈)的电气机械装置。
[0235]
(7)在上述各实施方式中,虽然以空芯电机等旋转为前提的电气机械装置为例进行了说明,但本发明并不限定于此。例如,也可以用于线性型机电装置。例如,通过采用将图1(a)所示的笼型线圈组件的周向的一个部位虚拟地切断并展开的结构,也能够作为用于线性型电气机械装置的线圈组件。在这种情况下,本说明书中的转子(转子)可以替换为移动器(可动件)。
[0236]
【符号说明】
[0237]
1、1a、1b、1a1、1b1、1b2、2a、2a’、2b、3a、3b、4a、4b、7、7
‘
、8、8’、8”、9a
…
电磁线圈;1a、2a
…
第一形状线;1b、2b
…
第二形状线圈;10
…
导电基材;11
…
裸导线;12
…
漆包线;15
…
绞线;20
…
编织线;30
…
利兹线;40
…
垫片;100、800
’…
线圈组件;100as
…
第一线圈
·
子组件;100bs
…
第二线圈
·
子组件;101a、101b、201a、201b、901a
…
空芯区域;102a、102b、202a、202b、302a、402a、902a
…
有效线圈部;103a、103b、903a
…
第一线圈端部;104a、104b、904a
…
第二线圈端部;105a、905a
…
电路接线端子;106a、106b
…
绝缘层;107a
…
水溶性材料固化而成的绝缘层;110a、110a1、110a2、110b、210a、210a1、210a2、210a3、210a4、310a、410、410a
…
线圈用导线;111a、311a、411a
…
一端侧;112a、312a、412a
…
另一端侧;130a、130b、230a、230a1、230a2、330a
…
第一端构件;131a、331a、341a
…
开口部;132a
…
连结部(重叠部);133a、233a
…
过渡部;134a、134b、934a、944a
…
卷绕方向转换部;135a
…
内径凸部;136a
…
槽区域;137a、147b
…
铆接部;140a、140b、240a、240a1、240a2、240a3、340a、340a1、340a2…
第二端构件;141a
…
开口部;142a
…
连结部(重叠部);145b
…
外径凸部;710
…
杆;710a
…
杆的另一端侧;710b
…
杆的一端侧;720
…
固定构件;730
…
永久磁铁组;740
…
试料固定台。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1