用于浸渍定子的浸渍方法与流程
本发明要求于2020年7月21日提交的法国申请2007649的优先权,该申请的内容(文本、附图和权利要求)通过引用并入本文。本发明涉及用于浸渍(imprégnation)旋转电机的定子的浸渍方法。对于经绕线定子的浸渍旨在使所述定子的电导体覆盖有树脂,以便使所述电导体电绝缘、确保对于绕组的机械维持以及还有利于热传递。对于所述定子的浸渍还包括对于所述绕组的电导体的电气连接的保护。本发明更具体地涉及交流式同步或异步电机。本发明尤其是涉及电动机动车辆(battery electric vehicle)和/或混合动力机动车辆(hybrid electric vehicle-plug-in hybrid electric vehicle)的牵引或推进机器,所述机动车辆例如是个人轿车、小型卡车、大货车或公交车。本发明还应用于用于工业应用和/或产能应用(尤其是航海应用、航空应用或风力应用)的旋转电机。
背景技术:
1、在已知的方法中,第一树脂注射在所述定子的槽附近,并且,与所述第一树脂不同的第二树脂在随后的步骤中施加在经绕线定子的电导体的电气连接上。
2、用于使树脂渗入到所述定子的槽中的方法是在所述槽的入口处施加树脂。该施加可尤其是通过流动进行。英文术语“trickling”通常用于表示该方法。
3、为了在定子的电导体的电气连接上施加树脂,所述施加可例如通过浸泡方法(英文为“dipping”)发生。在这种方法中,所述电气连接沉浸在液体树脂浴中。所述树脂接下来聚合以便使自身固化。所述浴中的树脂还可呈现粉末的形式。在该情况下,称作粉末覆盖方法(英文为“powder coating”)。在该类型的方法中,所使用的粉末可能对操作员健康危险。因此,需要使用特定的装备和程序(尤其是过滤器)来操纵这些产品(试剂)和保养所述装备。
4、其它施加方法也是可能的,例如滚动浸泡方法(英文为“rolling dipping”)、真空施加方法或真空加压施加方法。
5、由此,用于在槽中施加树脂的施加方法与用于在电气连接上施加的方法不同。对于两个不同施加方法的使用需要安置就位两个工位,所述两个工位中的每个特定地专用于所述两个不同施加方法中的一个。通常,每个工位包括尤其用于树脂聚合的烘箱。对于两个工位的使用需要足够的占地面积和较大的能量消耗来实施所述方法。此外,这种安装需要设置用于使定子从一个工位转移至另一个工位的转移部件(例如操纵臂或输送机)。
6、在已知的方法中,用于覆盖电气连接的树脂通常与用于浸渍的树脂不同。对于两个不同树脂的使用在开发、采购、存储空间、占地面积方面需要额外的资源。
7、专利申请us2014/209018描述了一种用于浸渍定子的浸渍方法,其中,相同的树脂第一次通过流动施加在所述定子的全部电导体上,然后第二次通过浸泡施加在所述电导体的焊接部上。这种方法除了流动装置之外还需要树脂浴的安置就位。
8、因此存在对于简化定子浸渍和减少与所述浸渍相关联的成本的需求。
技术实现思路
1、浸渍方法
2、本发明旨在满足该需求,根据本发明的其中一方面,本发明通过一种用于浸渍旋转电机的定子的浸渍方法来实现,所述定子包括槽,电导体容置在所述槽中,至少两个电导体通过电气连接电气联接,所述方法包括以下步骤:
3、a)加热所述定子至第一温度,
4、b)在所述定子的槽的入口附近施加树脂,
5、c)加热所述定子至第二温度,
6、d)在所述电导体的一个或多个电气连接上施加树脂,
7、施加步骤b)和d)通过树脂的流动实施。
8、相同的树脂因此用于实施用于在槽附近施加的施加步骤b)和用于在电气连接上施加的施加步骤d)。根据本发明的方法允许浸渍所述定子,特别是,所述方法允许由浸渍树脂填充所述槽,并且还能够保护和/或绝缘所述电气连接。
9、“流动”理解成所谓的“逐滴式”流动,该流动以尤其是具有受控流量和受控质量的树脂细流(尤其是连续细流)的形式发生。所述流量可例如介于在以下区间中:0.05g/s至0.3g/s、更优地0.1g/s至0.25g/s、甚至是更优地0.1g/s至0.2g/s。所述流量可例如介于在0.1g/s至0.16g/s的区间中。所述流量可例如为0.13g/s。
10、“电气连接”表示尤其是通过使用不同的可能焊接方法的焊接(尤其是激光、感应、摩擦、超声波、振动或钎焊)或通过机械夹紧(尤其是例如通过镶嵌、螺接或铆接)实施的任何类型的电气连接。优选地,所述焊接无需添加材料地进行,仅电导体的构成材料熔化从而构成所述焊接。在变型中,所述焊接可通过添加材料地实施。焊接步骤可借助于热源(尤其是激光或电弧,例如借助于钨电极产生的电弧)实施。使用钨电极的焊接方法可以是tig焊接(英文为“tungsten inert gas”)。在该焊接方法中,电弧基于钨电极和等离子体产生。对于热源的使用能够实施股线的自由端部的熔化,而不损害一个或多个电导体的股线的组装。可使用单个热源来实施相同的焊接。在变型中,可使用多个热源来实施相同的焊接。
11、当所述树脂施加在离所述槽小于4cm的位置处、更优地小于3cm的位置处、例如在15mm与25mm之间的位置处(所述树脂尤其是施加成与所述槽隔有大约2cm的距离)时,认为所述树脂施加在所述槽附近。
12、在实施根据本发明的方法之前,所述电气连接优选地是“裸露的”,也就是说没有配备有绝缘材料(特别是绝缘釉)。在所述定子上施加树脂,这尤其允许所述电导体的通常裸露的电气连接的绝缘。
13、在所述电气连接上施加树脂,这还允许所述电导体彼此绝缘。
14、对于树脂的施加还允许所述电导体相对于外壳的绝缘。该施加还能够改善热传递。
15、这种施加还能够改善对于全部定子的机械维持。
16、通过流动在所述槽附近和在所述电气连接上施加相同的树脂,这能够使用对于所述方法的所有步骤来说相同的工位。由此可能地使用相同的工具(例如相同的加热工具(尤其是例如单个烘烤烘箱)或相同的树脂沉积喷嘴)。
17、由于根据本发明的方法,可能地省去与用于浸渍定子的工位分开的特定于保护所述电气连接的特定工位。这允许简化为了浸渍所述定子所需的部件。例如,可能地减少操纵臂或输送机的数量。
18、此外,这种浸渍方法能够节省占地面积并且相对于现有技术的方法减少为了实施这种浸渍方法所需的工位的数量。使用单个工位(特别是单个烘烤烘箱),这能够减少能量消耗。
19、这种方法还能够减少用于保养为了浸渍所述定子所需的部件的保养时间和保养成本。
20、最后,根据本发明的方法能够省去对于可能对操作员健康危险的粉末的使用。由此,不再需要使用特定的用于操作员安全的过滤网。
21、对于相同的树脂的使用能够减少一些成本(特别是存储成本),因为仅参考号需要被存储。用于实施根据本发明的浸渍方法的单个树脂可具有在所述第一温度下的第一粘度和在所述第二温度下的大于所述第一粘度的第二粘度。
22、为了实施用于加热至第一温度的加热步骤a)、用于在槽附近施加的施加步骤b)、用于加热至第二温度的加热步骤c)和用于在电气连接上施加的施加步骤d)所需的总时长小于45分钟、更优地小于30分钟、更优地小于20分钟(例如为大约10分钟)。
23、根据本发明的方法还可包括以下步骤:
24、c’)加热所述定子至第三温度。
25、用于加热至第三温度的加热步骤c’)可实施在用于加热至第二温度的加热步骤c)之后且在用于在电气连接上施加树脂的施加步骤d)之前。在变型中,用于在电气连接上施加树脂的施加步骤d)可开始于用于加热至第三温度的加热步骤c’)的末尾之前。
26、可在用于在电气连接上施加树脂的施加步骤d)的整个时段中维持所述第三温度。在变型中,在用于在电气连接上施加树脂的施加步骤d)期间,所述定子经加热至大于所述第三温度的第四温度。
27、所述定子的温度越高,所述树脂在与所述定子接触时越快速地聚合。所述树脂的快速聚合能够增加经沉积在所述电气连接上的树脂层的厚度。
28、优选地,所述第二温度大于所述第一温度。所述第二温度可比所述第一温度大至少10℃、更优地至少15℃、更优地至少20℃、更优地至少25℃、更优地至少30℃、更优地至少35℃。
29、所述第三温度可或是等于所述第二温度或是比所述第二温度大至少10℃、更优地至少15℃、更优地至少20℃、更优地至少25℃、更优地至少30℃、更优地至少35℃、更优地至少40℃。
30、所述第四温度可或是等于所述第三温度或是比所述第三温度大至少10℃、更优地至少15℃、更优地至少20℃、更优地至少25℃、更优地至少30℃、更优地至少35℃、更优地至少40℃。
31、从一个温度切换至另一个温度,这可逐渐地进行。例如,从所述第一温度切换至所述第四温度,这可逐渐地进行。所述定子的温度的上升曲线由此不具有台阶。在变型中,所述温度的上升曲线具有台阶,例如在所述第一温度下、所述第二温度下、所述第三温度下和/或所述第四温度下的台阶。
32、加热步骤a)可开始于用于在槽附近施加的施加步骤b)之前,并且在用于在槽附近施加的施加步骤b)期间继续。在变型中,加热步骤a)可停止于用于在槽附近施加的施加步骤b)的开始之前。
33、同样地,加热步骤c)可开始于用于在电气连接上施加的施加步骤d)之前,并且在用于在电气连接上施加的施加步骤d)期间继续。在变型中,加热步骤c)可停止于用于在电气连接上施加的施加步骤d)的开始之前。
34、在用于在槽附近施加的施加步骤b)期间,所述树脂通过毛细作用在所述定子的槽附近流动以便填充所述槽。所述树脂还可散布在所述线圈的头部上,而不需要达到所述电气连接。在用于加热至第二温度的加热步骤c)之前,所述树脂结束于在所述槽附近流动,并且在热量的作用下聚合。由此,所述树脂在所述槽附近的流动中断。优选地,仅当在用于在槽附近施加的施加步骤b)期间施加的树脂的流动已中断时,才开始用于加热至第二温度的加热步骤c)。
35、在所述方法包括用于加热至第三温度的加热步骤c’)的情况下,仅当在用于在槽附近施加的施加步骤b)期间施加的树脂的流动已中断时,才可开始该加热步骤。
36、为了填充所述槽所需的时间区间和因此用于达到所述步骤c)的开始的时长可取决于所述定子的长度和/或所述树脂的粘度。
37、优选地,根据本发明的浸渍方法没有配备有用于尤其由粉末浸泡和/或覆盖所述电气连接的浸泡和/或覆盖步骤。根据本发明的浸渍方法可不需要使用树脂浴,所述定子浸泡在所述树脂浴中。
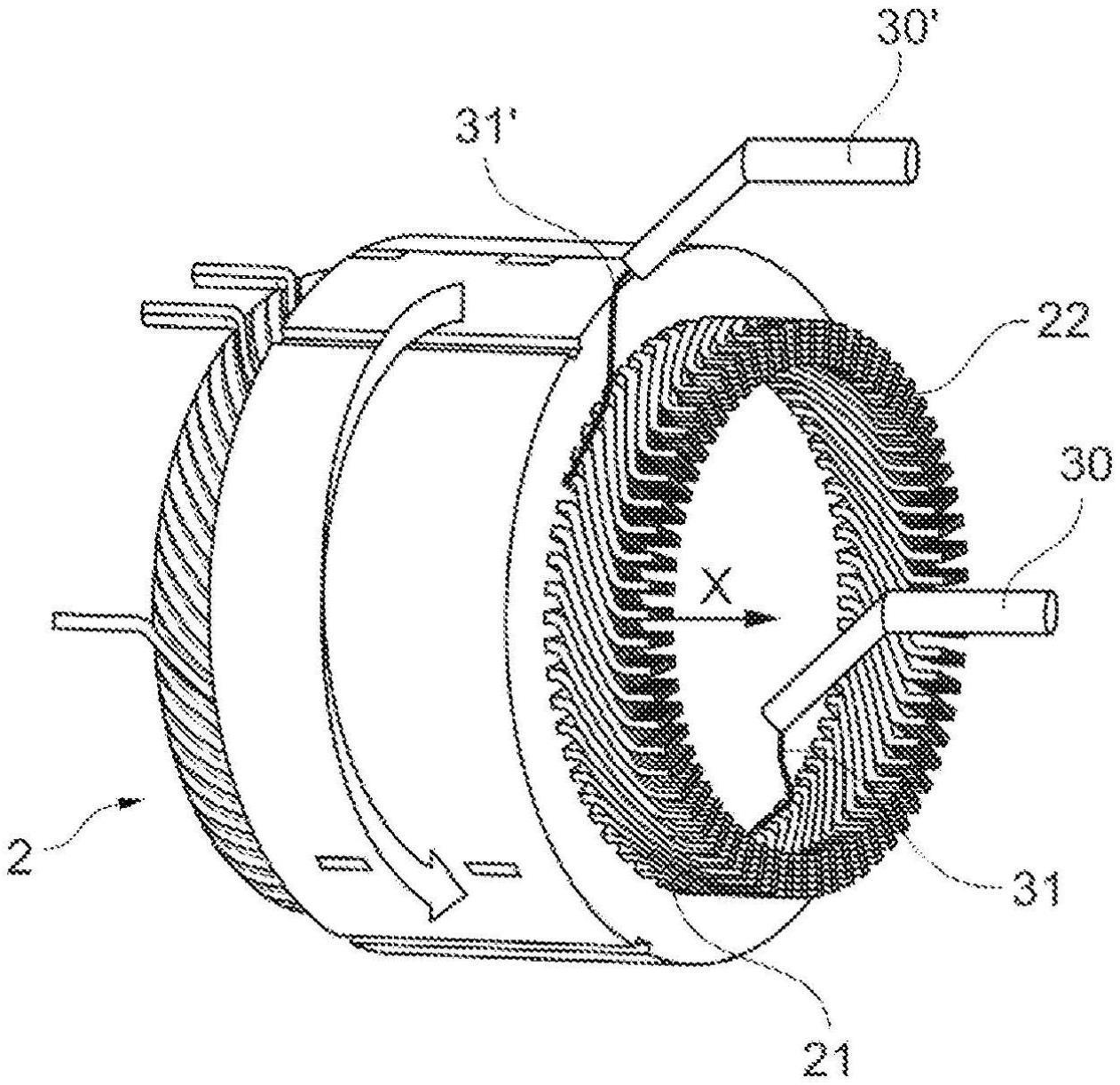
38、在用于在槽附近施加的施加步骤b)和用于在电气连接上施加的施加步骤d)期间,所述定子的纵向轴线是基本水平的。在变型中,所述定子的纵向轴线可相对于水平方向略微倾斜。所述定子的基本水平的布置能够在所述定子的两个轴向端部处布置喷嘴,以便同时地浸渍两侧。由此,为了实施浸渍所述定子所需的时间经减少。此外,该定位能够通过保持所述定子的基本水平定位实施对于所述电气连接的浸渍和保护。由此便利化了用于浸渍所述定子的浸渍方法。
39、进一步在变型中,所述定子的纵向轴线是基本竖直的。
40、有利地,在加热步骤a)、c)和/或c’)期间,所述定子通过热传导加热。
41、在第一实施例中,通过感应加热所述定子的定子质量块。
42、在变型中,所述定子可通过吹热空气加热。
43、进一步在变型中,对于所述定子的加热可通过在所述电导体中施加电流实施。
44、有利地,用于在槽附近施加的施加步骤b)和用于在电气连接上施加的施加步骤d)借助于至少一个喷嘴实施。所述方法可借助于两个或更多个喷嘴(例如两个喷嘴)实施。
45、在用于在槽附近施加的施加步骤b)和用于在电气连接上施加的施加步骤d)期间,一个或多个喷嘴可沿着所述定子的纵向轴线被激励发生移动(例如振荡运动)。该移动能够使树脂覆盖所述定子的电导体的更大表面。所述喷嘴可振荡,以便使得所述树脂沉积在所述电气连接与不同相的电线间的交叉部之间。该运动能够覆盖所述定子的绕组的电线的裸露部分和与所述裸露部分相邻的覆盖有釉的电线部分。由此,即使与电线的裸露部分相邻的电线釉损坏,也能确保所述电气连接的绝缘。
46、所述振荡可具有基本上正弦的运动。例如,所述振荡运动的频率可介于在0.5hz与4hz之间、更优地在1hz与2hz之间(例如为大约1.2hz)。所述振荡可具有介于在1mm与40mm之间、更优地在1.5mm与20mm之间(例如为大约2mm)的幅度。
47、用于在电气连接上施加的施加步骤d)可实施成第一子步骤d1)和第二子步骤d2)。
48、在第一子步骤d1)期间,可在所述电气连接上和在所述电导体的裸露部分(特别是所述电导体的直的部分)上施加树脂。在第一子步骤d1)期间,用于施加树脂的喷嘴可被激励发生振荡运动。可在第一子步骤d1)期间实施单个喷嘴通道。在变型中,可在第一子步骤d1)期间实施多个喷嘴通道。
49、然后,在第二子步骤d2)期间,可在所述电导体的釉上在与未加釉部分相邻的部分中施加树脂。优选地,在第二子步骤d2)期间实施单个喷嘴通道。在变型中,可在第二子步骤d2)期间实施多个喷嘴通道。
50、在变型中,一个或多个喷嘴可以是所谓的“鸭喙式”喷嘴。“鸭喙式喷嘴”表示具有长方形横截面(尤其是在所述喷嘴的端部处具有长方形横截面)的喷嘴。优选地,所述长方形截面的较大侧面与所述定子的纵向轴线平行地延伸。离开一个或多个鸭喙式喷嘴的树脂由此基本上覆盖待覆盖的电气连接的整个表面。对于这种喷嘴的使用能够增加由经沉积树脂覆盖的面积。由此,不需要激励所述鸭喙式喷嘴发生移动。优选地,所述鸭喙式喷嘴仅用于用于在电气连接上施加的施加步骤d)。
51、在实施例中,所有喷嘴布置在所述定子的纵向轴线的相同端部处。例如,如果所述方法借助于两个喷嘴实施,所述两个喷嘴布置在所述定子的纵向轴线的相同端部处。在变型中,如果所述方法借助于四个喷嘴实施,所述四个喷嘴布置在所述定子的纵向轴线的相同端部处。
52、所述喷嘴可布置成彼此呈至少10°、更优地彼此呈至少30°、更优地彼此呈至少45°、更优地彼此呈至少60°、更优地彼此呈至少90°、更优地彼此呈至少100°、更优地彼此呈至少120°、更优地彼此呈至少150°(例如为彼此呈基本180°)。
53、当所述定子沿着其纵向轴线进行观察时,至少一个喷嘴可布置在所述电导体内部。当所述定子沿着其纵向轴线进行观察时,至少一个喷嘴可布置在所述电导体外部。
54、优选地,所述喷嘴可布置成使得当所述定子沿着其纵向轴线进行观察时所述喷嘴中的至少一个布置在所述电导体内部且所述喷嘴中的至少另一个布置在所述电导体外部。所述喷嘴的这种布置能够减少需要保护或浸渍的区域未被树脂覆盖的风险。
55、例如,如果所述方法借助于两个喷嘴实施,所述喷嘴布置成使得当所述定子沿着其纵向轴线进行观察时所述喷嘴中的一个布置在所述电导体内部且另一个布置在外部。
56、例如,如果所述方法借助于四个喷嘴实施,所述喷嘴布置成使得当所述定子沿着其纵向轴线进行观察时所述喷嘴中的两个布置在所述电导体内部且另两个布置在外部。
57、优选地,当所述定子沿着其纵向轴线进行观察时,布置于所述电导体外部的一个或多个喷嘴布置在位于在所述定子的端部处的横截面的上半部中。优选地,当所述定子沿着其纵向轴线进行观察时,布置于所述电导体内部的一个或多个喷嘴布置在位于在所述定子的端部处的横截面的下半部中。这种布置能够当所述树脂离开所述喷嘴以沉积在所述定子上时减少由所述树脂历经的距离。
58、在实施变型中,至少一个喷嘴可布置在所述定子的纵向轴线的每个端部处。例如,如果所述方法借助于两个喷嘴实施,所述喷嘴中的一个布置在所述定子的纵向轴线的第一端部处且另一喷嘴布置在所述定子的纵向轴线的第二端部处。在变型中,如果所述方法借助于四个喷嘴实施,所述喷嘴中的两个布置在所述定子的纵向轴线的第一端部处且另两个喷嘴布置在所述定子的纵向轴线的第二端部处。这种布置由此能够使所述树脂同时地沉积在所述定子的两个端部上。用于实施对于所述电气连接的浸渍和保护的实施时间因此经减少,特别是如果所述定子较长。
59、优选地,一个或多个喷嘴相对于所述定子的纵向轴线倾斜的角度介于在0°与90°之间、更优地在10°与80°之间、更优地在20°与70°之间、更优地在30°与60°之间、更优地在40°与50°之间、例如基本上为大约45°。
60、当至少两个喷嘴用于实施根据本发明的方法时,所有喷嘴可定向成沿着相对于所述定子的纵向轴线的相同角度。在变型中,所述喷嘴定向成沿着相对于所述定子的纵向轴线的不同角度。
61、有利地,一个或多个相同的喷嘴用于实施用于在槽附近施加的施加步骤b)和用于在电气连接上施加的施加步骤d)。为了实施用于在槽附近施加的施加步骤b)和用于在电气连接上施加的施加步骤d)而使用相同的喷嘴,这能够简化所述方法。这还能够通过减少为了浸渍所述定子所需的工具数量来使所述方法相较于现有技术的方法更经济。
62、在实施变型中,用于在槽附近施加的施加步骤b)和用于在电气连接上施加的施加步骤d)可借助于至少一个喷嘴实施,不同的喷嘴可用于实施用于在槽(21)中施加的施加步骤b)和用于在电气连接上施加的施加步骤d)。一个或多个相同的喷嘴可不用于实施用于在槽附近施加的施加步骤b)和用于在电气连接上施加的施加步骤d)。例如,如果所述方法借助于四个喷嘴实施,其中两个喷嘴可专用于在所述槽附近施加树脂且另两个喷嘴可专用于在所述电气连接上施加树脂。优选地,专用于在所述槽附近施加树脂的喷嘴和专用于在所述电气连接上施加树脂的喷嘴不同时地运行。
63、在本发明的实施例中,两个喷嘴可布置在所述定子的包括电气连接的轴向端部所在侧,并且,另一喷嘴可布置在所述定子的另一轴向端部处。在包括电气连接的轴向端部所在侧,所述喷嘴中的一个可用于在槽附近施加树脂且另一喷嘴可用于在电气连接上施加树脂。布置于所述定子的另一轴向端部处的喷嘴可用于在槽附近施加树脂。所述树脂可由此从所述定子的两个轴向端部施加在所述槽中。由此可快速地进行对于所述定子的浸渍。
64、优选地,用于使一个或多个喷嘴特别是与所述定子的纵向轴线平行地平移的平移步骤可实施在用于在槽附近施加的施加步骤b)与用于在电气连接上施加的施加步骤d)之间。
65、当一个或多个相同的喷嘴不用于实施用于在槽附近施加的施加步骤b)和用于在电气连接上施加的施加步骤d)时,用于使一个或多个喷嘴平移的平移步骤可不发生。所述喷嘴可例如预先地布置成使得至少一个喷嘴能够在所述槽附近施加树脂且至少另一喷嘴能够在所述电气连接上施加树脂。
66、相同的工位可用于实施用于在槽附近施加的施加步骤b)和用于在电气连接上施加的施加步骤d),而无需改变所述喷嘴。
67、优选地,所述喷嘴沿着所述定子的纵向轴线平移介于在0.3cm与10cm之间、更优地在0.5cm与5cm之间的距离(例如为大约2cm或4cm的距离)。
68、在用于在槽附近施加的施加步骤b)的实施期间,在所述槽的入口与所述喷嘴的端部之间的偏差优选地介于在0.1cm与4cm之间、更优地在0.5cm与3cm之间(例如为大约2cm的距离)。
69、用于在槽附近施加的施加步骤b)可借助于两个喷嘴实施。第一喷嘴可位于在所述电导体内部且在所述定子的第一轴向端部处,并且第二喷嘴可位于在所述电导体外部且在所述定子的另一轴向端部处。用于在槽附近施加的施加步骤b)可包括以下步骤:
70、b1)在所述槽附近施加树脂,
71、b2)使所述喷嘴移动以便使得所述第一喷嘴位于在所述电导体外部和使得所述第二喷嘴位于在所述电导体内部,
72、b3)在所述槽附近施加树脂。
73、接下来,另一喷嘴可用于实施用于在电气连接上施加的施加步骤d)。
74、在用于在电气连接上施加的施加步骤d)的实施期间,在所述电气连接与所述喷嘴的端部之间的偏差优选地介于在0.1cm与4cm之间、更优地在0.5cm与3cm之间(例如为大约2cm的距离)。
75、在用于在电气连接上施加的施加步骤d)的实施期间,在所述槽的入口与所述喷嘴的端部之间的偏差优选地介于在0.1cm与4cm之间、更优地在0.3cm与3.5cm之间、更优地在0.5cm与3cm之间(例如为大约2cm的距离)。
76、所述定子可被驱动旋转。优选地,所述定子在加热步骤a)和c)、用于在槽附近施加的施加步骤b)和用于在电气连接上施加的施加步骤d)过程中被驱动旋转。在变型中,所述定子仅在用于在槽附近施加的施加步骤b)和用于在电气连接上施加的施加步骤d)过程中被驱动旋转。
77、所述定子的这种旋转能够实施在所述定子的整个圆周上均匀沉积树脂。另外,所述定子的旋转能够尤其是在所述定子所在侧避免所述树脂的流动,并且能够有利于所述树脂通过毛细作用渗入到所述槽中。
78、所述定子本身可按照介于在3转/分钟与55转/分钟之间、更优地在5转/分钟与40转/分钟之间、更优地在7转/分钟与35转/分钟之间、更优地在10转/分钟与30转/分钟之间、更优地在13转/分钟与25转/分钟之间(例如为大约15转/分钟)的速度转动。
79、所述浸渍方法可包括以下附加步骤:
80、e)使经沉积在所述定子的槽附近和经沉积在所述电气连接上的树脂聚合。
81、所述树脂的聚合例如通过加热实施。该聚合步骤能够改变所述树脂的状态。在所使用的树脂是热固性的情况下,所述聚合步骤e)由此能够使所述树脂不可逆转地固化。
82、单个聚合步骤e)可实施在加热步骤a)和c)、用于在槽附近施加的施加步骤b)和用于在电气连接上施加的施加步骤d)之后。在变型中,第一聚合步骤e)可实施在用于在槽附近施加的第一施加步骤b)之后,并且,聚合步骤e)可再次实施在用于在电气连接上施加的施加步骤d)之后。
83、所述树脂的聚合优选地在合适的烘箱中执行。在变型中,所述加热可通过感应或通过吹热空气进行。所述树脂的聚合可部分地归因于在步骤a)和c)中对于所述定子的加热。由于根据本发明的方法,在用于在槽附近施加的施加步骤b)期间施加的树脂的聚合和在用于在电气连接上施加的施加步骤d)期间施加的树脂的聚合可同时地实施。因此可能需要单个烘烤烘箱来实施对于所述定子的浸渍和对于所述定子的电气连接的保护。
84、优选地,所述聚合温度介于在120℃与300℃之间、甚至是在125℃与280℃之间、更优地在130℃与250℃之间、甚至是在135℃与210℃之间、更优地在140℃与190℃之间、更优地在145℃与185℃之间、更优地在150℃与180℃之间、甚至是更优地在155℃与175℃之间(例如为大约170°)。
85、所述聚合时长可介于在15分钟与60分钟之间、更优地在25分钟与45分钟之间(例如为大约35分钟)。
86、在变型中,所述聚合步骤e)借助于催化剂实施。在该情况下,一个或多个树脂可不被加热。
87、优选地,所述第一温度介于在80℃与160℃之间、更优地在85℃与155℃之间、更优地在90℃与150℃之间、更优地在95℃与145℃之间、更优地在100℃与140℃之间、更优地在105℃与135℃之间、更优地在110℃与130℃之间(例如为大约120℃)。这种温度区间能够使树脂保持是基本上流动性性的并且能够保持毛细作用效应。由此,该树脂可容易地流动到所述槽中。对于所述定子的浸渍可由此更快速地进行。
88、所述第一温度可大于80°、更优地大于85℃、更优地大于90℃、更优地大于95℃、更优地大于100℃、更优地大于105℃、更优地大于110℃、更优地大于115℃。
89、所述第一温度可小于160°、更优地小于155℃、更优地小于150℃、更优地小于145℃、更优地小于140℃、更优地小于135℃、更优地小于130℃、更优地小于125℃。
90、优选地,所述第二温度介于在110℃与190℃之间、更优地在115℃与185℃之间、更优地在120℃与180℃之间、更优地在125℃与175℃之间、更优地在130℃与170℃之间、更优地在135℃与165℃之间、更优地在145℃与165℃之间(例如为大约160℃)。在该温度区间中,所述树脂的聚合特别是通过与热铜接触而更快速地实施。该更快速的聚合使得能够在所述电气连接上沉积更厚的树脂层,并由此允许对于所述电气连接的良好保护和绝缘。
91、所述第二温度可大于110°、更优地大于115℃、更优地大于120℃、更优地大于125℃、更优地大于130℃、更优地大于135℃、更优地大于140℃、更优地大于145℃、更优地大于150℃、更优地大于155℃。
92、所述第二温度可小于190°、更优地小于185℃、更优地小于180℃、更优地小于175℃、更优地小于170℃、更优地小于165℃。
93、所述树脂可在沉积在所述定子上之前不被加热,例如,所述树脂在施加在所述定子上之前不在容器中被预先地加热。所述树脂通过与本身经加热的定子接触而温度上升。
94、优选地,在施加之前,所述树脂维持在固定温度(例如为大约25℃的温度)下。在这种温度下的维持能够避免使得所述树脂开始聚合于在所述定子上施加所述树脂之前(这使所述树脂的施加更加困难)。为了使所述树脂维持在固定温度下,所述树脂可经冷却,在变型中,所述树脂还可经加热。
95、有利地,在所述电气连接上施加厚度介于在0.05mm与2mm之间、更优地在0.25mm与1mm之间(例如为大约0.50mm)的树脂层。
96、根据本发明的方法能够比现有技术的方法在所述电气连接上施加更多的树脂层。由此改善了所述电气连接的绝缘和机械维持。施加厚度足以确保所述电气连接的绝缘的层,这能够不必使用附加绝缘元件(纸或通过另一方法(例如浸泡或通过粉末实施的覆盖)沉积的不同树脂)来确保所述电气连接的绝缘。
97、在用于在槽附近施加的施加步骤b)或用于在电气连接上施加的施加步骤d)期间施加在所述定子上之前所述树脂的粘度是相同的。由于通过与经加热的定子接触,所述树脂被加热并且可开始聚合。由此,所述树脂的粘度在与所述定子接触时经修改。因为在用于在槽附近施加的施加步骤b)或用于在电气连接上施加的施加步骤d)期间所述定子的温度是不相同的,在这两个步骤期间所述树脂在与所述定子接触时的粘度也是不相同的。在施加在所述定子上之前,所述树脂的粘度和温度保持恒定。
98、所述树脂在与处于第二温度的定子接触时的粘度可大于所述树脂在与处于第一温度的定子接触时的粘度。
99、优选地,在用于在所述定子的槽附近施加的施加步骤b)期间,所述树脂在与所述定子接触时是足够流动性的,以使所述树脂能够流动到这些槽中以便填充这些槽。
100、优选地,在用于在电气连接上施加的施加步骤d)期间所述树脂在与所述定子接触时比在用于在槽附近施加的施加步骤b)期间所述树脂在与所述定子接触时更具有粘性。该更大的粘度能够在所述电气连接上沉积更多的树脂层。此外,所述树脂在与处于第二温度下的定子接触时的粘度足够地经升高使得所述树脂在用于在电气连接上施加的施加步骤d)期间不流动到所述槽中。
101、当所述树脂与经加热至两个不同施加温度的定子接触时,该树脂的粘度差异能够简化在电气连接上的施加,同时限制在所述电气连接所在侧沉积的沉积风险(其需要对于所述工位的清洁)。
102、与所述定子接触的树脂可在用于在电气连接上施加的施加步骤d)期间保持是足够流动性的,以渗入到所述定子的电导体之间、特别是在所述电导体的自由端部之间。
103、用于实施根据本发明的方法的树脂是比通常使用的产品更具流动性的。由此,该树脂更好地渗入到接合部和电线之间,并由此允许更好的电绝缘和更好的机械维持。
104、优选地,所述树脂是热固性的。术语“热固性”理解成所述树脂例如在热量的作用下聚合从而不可逆转地切换至固态。
105、优选地,所述树脂可以不是双组分树脂。
106、所述树脂可包括至少一种聚酯(尤其是聚酯-酰亚胺)。
107、优选地,所述树脂包括至少一种聚酯(尤其是聚酯-酰亚胺)。
108、这种树脂的优点尤其在于,这种树脂具有在裸铜上粘附的良好的粘附性,这便利化了在所述电导体的端部上施加该树脂以保护所述电气连接。
109、所述树脂可包括一个或多个添加剂,以例如改善所述树脂的交联。
110、所述树脂可包括至少一个环氧聚合物。在变型中,所述树脂可不包括环氧聚合物。
111、优选地,用于根据本发明的浸渍方法的树脂是单组分的。在变型中,所述树脂是双组分的。
112、优选地,所述电导体中的至少一部分、甚至是所述电导体中的大多数具有销(尤其是u形销或i形销)的形式。
113、定子
114、独立地或与上文内容组合地,本发明还旨在提供一种通过根据本发明的方法浸渍的电机的定子。
115、所述定子的树脂层在其整个厚度上是规则的。由此,该树脂层可不具有由一个或多个可见分界分开的多个层。
116、相反地,通过流动和浸泡组合浸渍的定子包括处在其电气连接上的树脂层,该树脂层具有处在通过流动沉积的层与通过浸泡沉积的层之间的分界(例如珠粒或色差)。
117、从根据本发明的浸渍方法得到的树脂层可由单个树脂组成。在变型中,所述树脂层由两个不同树脂组成。
118、独立地或与上文内容组合地,本发明还旨在提供一种旋转电机的定子,所述定子包括定子质量块,所述定子质量块包括槽,电导体容置在所述槽中,至少两个电导体电气联接,并且,所述定子包括用于填充所述槽和覆盖所述电气连接的树脂,所述树脂包括至少一种聚酯(尤其是聚酯-酰亚胺)。
119、用于覆盖所述电气连接的树脂层的厚度可介于在0.05mm与2mm之间、更优地在0.25mm与1mm之间(例如为大约0.5mm)。
120、机器和定子
121、本发明还旨在提供一种旋转电机,所述旋转电机包括如上文限定的定子。所述机器可用作发动机或发电机。所述机器可以是磁阻式的。所述机器可构成同步发动机或在变型中同步发电机。进一步在变型中,所述机器构成异步发电机。
122、所述机器的最大化旋转速度可以更高,例如大于10000转/分钟、更优地大于12000转/分钟(例如为大约14000转/分钟至15000转/分钟)、更甚至是为20000转/分钟或24000转/分钟。所述机器的最大化旋转速度可小于100000转/分钟、甚至是小于60000转/分钟、更甚至是小于40000转/分钟、更优地小于30000转/分钟。
123、所述机器包括转子。所述机器可包括单个内部转子,或者在变型中包括内部转子和外部转子,所述内部转子和外部转子分别径向地布置在所述定子两侧且连结起来旋转。
124、所述机器可单个地运行或与变速箱联结。在该情况下,该机器插入还容置变速箱的外壳中。
125、所述定子可包括齿,所述齿之间限定出槽。所述定子可包括电导体,所述电导体中的至少一部分(甚至是所述电导体中的大多数)可具有u形销或i形销的形式。
126、所述槽可至少部分地封闭。部分地封闭的槽能够在气隙位置处设置出开口,所述开口可例如服务于用于填充所述槽的电导体的安置就位。部分地封闭的槽尤其是设置在两个齿之间,所述两个齿中的每个在自身的自由端部位置处包括极靴,所述极靴至少部分地封闭所述槽。
127、在变型中,所述槽可完全地封闭。“完全地封闭的槽”表示不朝向气隙径向地开口的槽。
128、在实施例中,至少一个槽(甚至是每个槽)可在气隙所在侧通过材料桥连续地封闭,所述材料桥与限定所述槽的齿一体成型。所有槽可在气隙所在侧通过材料桥封闭,所述材料桥封闭所述槽。所述材料桥可与限定所述槽的齿一体成型。所述定子质量块由此在所述齿与封闭所述槽的材料桥之间没有配备有切口,所述槽由此在气隙所在侧通过材料桥连续地封闭,所述材料桥与限定所述槽的齿一体成型。
129、而且,所述槽还可在与气隙相反的那侧通过磁轭封闭,所述磁轭添加到所述齿上或与所述齿一体成型。所述槽由此不朝向外部径向地开口。所述定子质量块可没有配备有在所述齿与所述磁轭之间的切口。
130、在实施例中,所述槽中的每个具有连续地封闭的轮廓。“连续地封闭”理解成在垂直于所述机器的旋转轴线截取的横截面中观察所述槽时所述槽具有连续地封闭的轮廓。可实施对于所述槽的完整环绕,而不在所述定子质量块中遇到切口。
131、所述定子可包括定子质量块。所述定子质量块可由磁性金属板的堆叠制成,所述槽通过切割所述金属板来形成。所述定子质量块还可在变型中通过在经烧结或经粘结的磁粉质量块中切削来制成。所述槽在气隙所在侧的封闭通过材料桥来获得,所述材料桥与所述金属板的剩余部分或与形成所述定子质量块的块体的剩余部分一体成型。
132、所述定子可没有配备有经添加用于封闭所述槽的磁性垫片。由此消除了这些垫片的意外脱离风险。
133、所述定子可尤其是通过具有成行地布置在所述槽中的电导体而包括分布地布置于所述槽中的线圈。“分布地”理解成所述线圈中的至少一个接连地在两个不相邻的槽中通过。
134、所述电导体可不杂乱地而是有序地布置在所述槽中。所述电导体以非随机的方式堆叠在所述槽中,例如布置成经对齐的几行电导体。所述电导体的堆叠是例如在电导体具有圆形横截面的情况下根据六边形网络进行的堆叠。
135、所述定子可包括容置于所述槽中的电导体。所述电导体至少(甚至是所述电导体中的大多数)可具有u形销或i形销的形式。所述销可呈u形(英文为“u-pin”),或者是笔直的同时呈i形(英文为“i-pin”)。
136、每个电导体可包括一根或多根股线(英文为“wire”或“strand”)。“股线”理解成用于导电的最基本的单元。股线可具有圆形横截面(由此可论述成“线”),或者是扁平的。扁平的股线可例如成形成u形销或i形销。每根股线都覆盖有绝缘釉。
137、所述电导体可形成尤其是具有整数步长或分数步长的单个绕组。“单个绕组”理解成所述电导体在所述定子中电气联接在一起,并且相之间的连接实施在所述定子中,而非在所述定子外部,例如在端子盒中。绕组由在空间中错开的m多个相构成,以便使得所述多个相在由多相电流系统供电时产生旋转场。所述绕组可以是整数槽绕组或分数槽绕组。所述绕组可以是具有或不具有缩短步长的整数槽绕组,或者在变型中是分数槽绕组。在实施例中,所述电导体形成尤其是具有缩短步长的分数槽绕组。
138、所述绕组可以是波形绕组。所述电导体的串联安置可实施成所谓的波形绕组。“波形绕组”理解成一种绕组,其中,同相同极的电导体彼此电气联接,以使得对于绕线轨道来说所述相的电流在围绕所述机器的旋转轴线旋转的电导体中总是沿着单个方向流通。对于绕线轨道,当垂直于所述机器的旋转轴线进行观察时,同相同极的电导体不交叠。
139、所述绕组可包括单个绕线轨道或多个绕线轨道。在“电导体”中流通有通过绕线轨道的同相的电流。“绕线轨道”理解成所述机器的由同相的相同电流所流经的全部电导体。这些电导体可彼此之间串联地或并联地或串并联地连接。在存在单个轨道的情况下,所述电导体串联地连接。在存在多个轨道的情况下,每个轨道的电导体串联地连接,并且,所述轨道并联地连接。
140、所述电导体可由此形成分布式绕组。所述绕组可以是不集中或绕线在齿上的。
141、在实施变型中,所述定子是集中式绕组。所述定子可包括齿和布置于所述齿上的线圈。所述定子可由此绕线在所述齿上,换句话说,具有非分布式绕组。
142、所述定子的齿可包括极靴。在变型中,所述定子的齿没有配备有极靴。
143、所述定子可包括围绕所述磁轭的外框架。
144、所述定子的齿可通过堆叠磁性金属板来制成,所述磁性金属板中的每个覆盖有绝缘漆,以便限制由感应电流引起的损耗。
- 还没有人留言评论。精彩留言会获得点赞!