一种五金模具精加工万能机床供电电路装置的制作方法
1.本发明涉及电能供电技术领域,尤其涉及一种五金模具精加工万能机床供电电路装置。
背景技术:
2.五金模具在操作要求中,需要通常先上数控磨床精磨,对于规格尺寸标准就非常严苛的了,精确度标准还要参照五金冲压模具生产加工的五金冲压件的复杂和精密程度,通常模具的精密对后期加工起到重要作用。
3.针对上述所提到的变电站所存在的技术问题,经检索发现,有一篇专利号为cn2201710650442.4一种铸件精加工机床,具体涉及一种铸件精加工的机床设备;解决的技术问题是:提供一种满足铸件精加工的机床设备;采用的技术方案是:一种铸件精加工机床,包括:电机、减速器、联轴器、转动轴、轴座、铸件固定座、变速箱、变速换挡把手、机床基座和机床电控装置;本发明适用于铸造领域;通过机床加工,加工物件需要进行精密的操作,而对机床加工的精准要求度比较高,而一般的机床在加工后,电机因惯性问题,在收到停止指令后仍然会进行旋转,而在旋转时,会容易对加工物件内部进行过度打磨,使物件加工超出所需要的形状设置,影响后期的加工精度。
技术实现要素:
4.为解决上述技术问题,本发明提供一种五金模具精加工万能机床供电电路装置,以解决上述背景技术中描述问题。
5.本发明一种五金模具精加工万能机床供电电路装置的目的与功效,由以下具体技术手段达成:一种五金模具精加工万能机床供电电路装置,包括装置台板,所述装置台板的顶部一侧连接有操作箱,所述装置台板的顶部另一侧连接有加工装置,所述加工装置的一侧设置有能使加工进行缓速后迅速减速效果的减速组件和辅助减速的配合组件。
6.进一步的,所述减速组件内部连接有加工头,所述加工头的外表面连接有第一电磁块,所述第一电磁块的外表面连接有导磁圈,所述导磁圈的外表面连接有连接块,所述减速组件的一侧安装有转速监控器。
7.进一步的,所述连接块设置有多个,多个所述连接块均匀分布于导磁圈的外表面上方,所述连接块的一侧均为向内凹陷状态,所述第一电磁块的内部上方为磁性发生处。
8.进一步的,所述连接块与配合组件的内壁间隔10cm,所述减速组件的直径小于配合组件的内部直径。
9.进一步的,所述配合组件的底部安装有第二电磁块,所述配合组件的内壁下方连接导磁板,所述配合组件的内部下方连接有安装框,所述安装框的内部下方连接有限位块,所述安装框的内部连接有磁流体。
10.进一步的,所述限位块设置有多个,多个所述限位块等距排列于配合组件的内部
下方,所述多个限位块之间设置有磁流体,所述导磁板嵌入设置于配合组件的内部下方。
11.进一步的,所述导磁圈、连接块和导磁板为坡莫合金材料制作而成。
12.进一步的,所述限位块为橡胶材质制作而成。
13.有益效果:1.该种五金模具精加工万能机床供电电路装置,通过减速组件与配合组件内磁性的连接,当加工装置开始减速进行对电机的停止时,通过控制电路的连接,使减速组件内的第一电磁块的启动,产生磁性,通过吸引配合组件内的磁流体,使磁流体进行连接,通过再次开启第二电磁块,两个磁块之间对磁流体产生吸附作用,使与旋转电机的加工头惯性受阻,使旋转电机的转速下降,通过电磁块磁性的增加,两个电磁块接近距离最近,做到快速将旋转电机的钻速进行静止,达到及时防止加工头与五金模具过度接触的效果;2.该种五金模具精加工万能机床供电电路装置,导磁圈的上方始终保持磁极的最强值,在导磁圈进行旋转时,导磁圈进入安装框中,使连接块与限位块直接进行接触,连接块的凹槽结构,能将安装框中的磁流体大面积进行集中,使磁流体能集中吸附在连接块的凹槽内,能将限位块之间的磁流体进行磁性的捕捉,达到了能快速吸附集中的效果。
附图说明
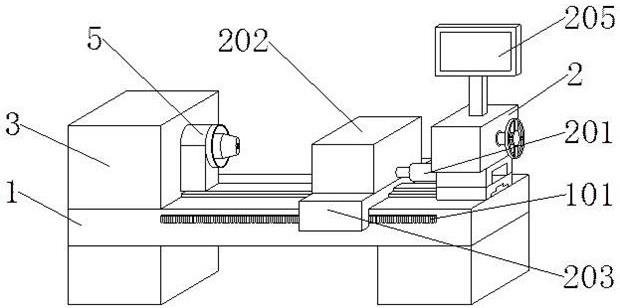
14.图1为本发明整体结构示意图。
15.图2为本发明移动块内部结构示意图。
16.图3为本发明减速组件结构示意图。
17.图4为本发明配合组件结构示意图。
18.图5为本发明第一电磁块结构示意图。
19.图1-5中,部件名称与附图编号的对应关系为:1、装置台板;101、滑动条;2、操作箱;201、气缸;202、固定装置;203、移动块;204、滑块;205、操作面板;3、加工装置;4、减速组件;401、导磁圈;402、连接块;403、加工头;404、第一电磁块;405、转速监控器;5、配合组件;501、安装框;502、限位块;503、磁流体;504、第二电磁块;505、导磁板。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.实施例:如附图1至附图5所示:实施例1:一种五金模具精加工万能机床供电电路装置,包括装置台板1,装置台板1的顶部一侧固定连接有操作箱2,装置台板1的顶部另一侧固定连接有加工装置3,加工装置3的一侧设置有能使加工进行缓速后迅速减速效果的减速组件4和辅助减速的配合组件5;其中:操作箱2的一侧固定安装有气缸201,气缸201的一端固定连接有固定装置
202,固定装置202能将五金模具进行固定,通过气缸201使五金模具靠近加工,固定装置202的底部固定连接有移动块203,移动块203可以在装置台板1上进行移动,使固定装置202移动更加稳定,操作箱2的顶部固定安装有操作面板205;实施例2:参考说明书附图1-5,实施例2与实施例1的不同在于,减速组件4的一端固定连接有加工装置3中旋转电机的输出端,减速组件4内部固定连接有加工头403,加工头403的外表面固定连接有第一电磁块404,第一电磁块404的外表面固定连接有导磁圈401,导磁圈401的外表面固定连接有连接块402,减速组件4的一侧固定安装有转速监控器405。
22.连接块402设置有多个,多个连接块402均匀分布于导磁圈401的外表面上方,连接块402的一侧均为向内凹陷状态,第一电磁块404的内部上方为磁性发生处。
23.其中:减速组件4在通过连接的加工头403在旋转时,第一电磁块404跟随旋转,当接收加工装置3中减速信号时,转速监控器405检测旋转电机的转速,通过感知旋转电机开始减速后,第一电磁块404开启后,使导磁圈401产生磁性,使连接的连接块402被磁性连接,做好准备减速的准备;其中:连接块402与配合组件5的内壁间隔10cm,减速组件4的直径小于配合组件5的内部直径;实施例3:参考说明书附图3-5,实施例3与实施例2的不同在于,配合组件5位于减速组件4的外圈;配合组件5的底部固定安装有第二电磁块504,配合组件5的内壁下方固定连接导磁板505,配合组件5的内部下方固定连接有安装框501,安装框501的内部下方固定连接有限位块502,安装框501的内部活动连接有磁流体503;限位块502设置有多个,多个限位块502等距排列于配合组件5的内部下方,多个限位块502之间设置有磁流体503,导磁板505嵌入设置于配合组件5的内部下方;其中:当减速组件4旋转时,第二电磁块504停止通电,使磁流体503失去磁性的吸附,使磁流体503进行流动,连接块402跟随减速组件4旋转,减速组件4内的第一电磁块404开启,连接块402旋转时进入安装框501的内部,与限位块502接触,使连接块402与限位块502之间的磁流体503进行接触,随着第一电磁块404磁性增加,磁流体503进行吸附,第二电磁块504再进行开启,使磁流体503连接减速组件4和配合组件5,造成加工头403的减速,使旋转电机停止;其中:导磁圈401、连接块402和导磁板505为坡莫合金材料制作而成,具有良好的导磁性;其中:限位块502为橡胶材质制作而成,柔软可以变形,能贴合连接块402进行接触;实施例4:参考说明书附图1-5,实施例4与实施例3的不同在于,装置台板1的两侧固定连接有滑动条101,滑动条101为锯齿形状设置,锯齿形状向左角度进行偏移。
24.其中,移动块203的内部两侧转动连接有滑块204,滑块204的一端向右角度偏移,并与滑动条101嵌入活动设置,能使移动块203稳定移动。
25.其中,滑动条101与滑块204均为硅胶材质制作而成,使连接具有一定的摩擦力。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1