一种油冷电机筒定子压装机的制作方法
1.本实用新型涉及电机领域,尤其是一种油冷电机筒定子压装机。
背景技术:
2.目前,中小型电机中,将带绕组的定子的压入机壳是电机总装中的主要工序之一,也是非常关键的一道工序。它关系到电机的整体质量和电机的使用寿命,其装配质量好坏,直接影响到成品电机在实际运行中很多参数的优劣。具体过程为:先将机壳装入压机的工作台,再将定子装入机座导向部位,使其与机壳同轴;然后开动压机,使压机上的压头压在定子上,使有定子被压入到机壳的配合面上;最后,压机的压头上升,人工移除压装完成的定子。
3.现有的压装装置,例如中国实用新型专利(公开号:cn214816367u,公开日:20211123)公开了一种永磁电机定子压装装置,其主要结构为:所述压头下方设有定子压筒,所述定子压筒外侧设有支撑环,所述压头与支撑环之间水平设有支撑杆,所述支撑环的一端与定子压筒连接,另一端延伸至支撑环外侧。本实用新型提供的一种永磁电机定子压装装置,通过将该装置装配定子铁芯,操作者无需重复定子压筒的装/卸,且定子压筒定位方便,降低了劳动强度的同时提高了生产效率。
4.但目前还存在以下问题:电机筒通常通过拉深模拉深形成,在电机筒的上下两端各形成一个法兰,拉深后的法兰不能保证与电机筒本体相垂直,这会影响电机上其他部件的安装,因此需要对法兰进行整形,而这个整形步骤通常单独进行,延长了电机组装步骤,降低了组装效率。
技术实现要素:
5.为解决上述问题,本实用新型的目的是提供一种油冷电机筒定子压装机,在压装定子的同时能对电机筒的上下法兰进行整形,提高电机生产效率。
6.为本实用新型的目的,采用以下技术方案予以实施:
7.一种油冷电机筒定子压装机,该压装机包括机架及安装在机架上的底板、下部垫模、上部支撑模、支撑模横移装置、顶部压模、压模驱动装置;下部垫模设置在底板上,下部垫模上部设置有下部定位槽,下部定位槽为与电机筒的下法兰相匹配的圆形;下部垫模的上方形成定位区域;下部垫模内还设置有向上开口的空腔,空腔形状与定子绕组的外径相匹配;下部垫模的左右两侧的上方各设置有上部支撑模,左右两个上部支撑模相向设置,上部支撑模朝向定位区域的那侧为弧形,且弧度与电机筒的外圆相匹配;该弧形的前后两端上设置有向上凸出的支撑块,支撑块的位置与电机筒上部的连接耳位置对应;上部支撑模上设置支撑模横移装置,支撑模横移装置用于驱动上部支撑模朝定位区域横向来回移动;定位区域的上方设置顶部压模,顶部压模的底部设置压装部,压装部为环形且内部中空,压装部内径与定子绕组的外径向匹配;压装部用于压在定子的铁芯上;顶部压模上设置压模驱动装置,压模驱动装置用于驱动顶部压模在定位区域内升降。
8.作为优选,支撑模横移装置包括气缸、气缸安装板、滑座和滑块;气缸横向设置,气缸的一端固定设置在气缸安装板上;气缸的输出端设置滑块,滑块的下部滑动设置在滑座内,滑块的上部设置上部支撑模;气缸用于驱动上部支撑模朝定位区域来回移动。
9.作为优选,左右两个支撑模横移装置中的气缸相向设置且在一条直线上。
10.作为优选,滑座内内部设置有滑槽,滑块为倒t形,滑块下部滑动设置在滑槽内。
11.作为优选,压模驱动装置包括压装油缸、连接法兰和压装导向杆;压装油缸纵向设置在机架的上部,压装油缸的活塞杆上设置连接法兰,连接法兰的下部设置顶部压模;连接法兰的一侧设置沿横向延伸的压装导向杆;机架上设置有沿纵向的导向槽,压装导向杆伸进导向槽内。
12.作为优选,机架上还设置有行程开关,行程开关的位置与导向槽对应。
13.作为优选,该压装机还包括上下料平台,上下料平台包括平台架、平台油缸、转接板和滑板;平台架设置在机架上,平台架内部设置沿前后方向的滑道,滑道内滑动设置滑板,底板设置在滑板上;平台架上设置沿前后方向的平台油缸,平台油缸的输出端设置转接板,转接板连接在滑板上。
14.作为优选,平台架包括左侧轨道和右侧轨道,左侧轨道和右侧轨道的内侧设置有轨道槽,左右两条轨道槽形成滑道。
15.作为优选,平台架包括后部横梁,后部横梁固定在机架上,平台油缸的后端设置在后部横梁上;后部横梁用于滑板移动到后侧时的限位。
16.作为优选,底板上设置有吊环。
17.综上所述,本实用新型的优点是在下部垫模上部设置有下部定位槽,在对电机筒进行定位的同时能对下法兰进行整形。下部垫模的左右两侧的上方设置可沿横向移动的上部支撑模,在压装时,上部支撑模能夹紧电机筒的侧面,保证压装的稳定性,并在上部支撑模上设置与电机筒连接耳相对应的支撑块,通过支撑块对电机筒的上部进行支撑,使得在压装的同时,能对上法兰进行整形。
附图说明
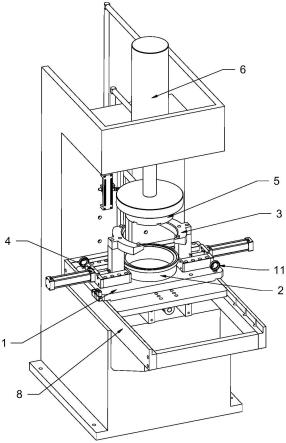
18.图1为油冷电机筒定子压装机的结构示意图。
19.图2为油冷电机筒和定子的结构示意图。
20.图3为下部垫模的结构示意图。
21.图4为上部支撑模和支撑模横移装置的结构示意图。
22.图5为顶部压模的结构示意图。
23.图6为下部垫模、上部支撑模、顶部压模与油冷电机筒和定子相互压装时的结构示意图。
24.图7为油冷电机筒定子压装机的结构示意图。
25.图8和图9为上下料平台的结构示意图。
具体实施方式
26.如图1、3、4和5所示,一种油冷电机筒定子压装机,包括机架及安装在机架上的底板1、下部垫模2、上部支撑模3、支撑模横移装置4、顶部压模5、压模驱动装置6。下部垫模2设
置在底板1上,下部垫模2上部设置有下部定位槽21,下部定位槽21为与电机筒8的下法兰82相匹配的圆形。下部垫模2的上方形成定位区域。电机筒8在定位时,将下法兰82设置在下部定位槽21内,从而实现电机筒8的定位,同时在压装的过程中也能对下法兰82进行整形。下部垫模2内还设置有向上开口的空腔22,空腔22形状与定子绕组92的外径相匹配,空腔22便于在定子9压装后容纳定子绕组92并对定子绕组92进行整形。下部垫模2的左右两侧的上方各设置有上部支撑模3,左右两个上部支撑模3相向设置,上部支撑模3朝向定位区域的那侧为弧形,且弧度与电机筒的外圆相匹配,便于在压装时夹紧电机筒8。并在该弧形的前后两端上设置有向上凸出的支撑块31,支撑块31的位置与电机筒8上部的连接耳83位置对应。上部支撑模3用于在压装时,从侧面夹紧电机筒8的上部并通过支撑块31对连接耳83进行支撑,使得在压装的同时对上法兰85进行整形。上部支撑模3上设置支撑模横移装置4,支撑模横移装置4用于驱动上部支撑模3朝定位区域横向来回移动,便于对电机筒8进行夹紧。定位区域的上方设置顶部压模5,顶部压模5的底部设置压装部51,压装部51为环形且内部中空,压装部51内径与定子绕组92的外径向匹配,压装部51的内部用于对定子绕组92的上部进行整形。压装部51用于压在定子铁芯91上,将定子9压装到电机筒8内。顶部压模5上设置压模驱动装置6,压模驱动装置6用于驱动顶部压模5在定位区域内升降。
27.如图2所示,油冷电机筒8内部设置有横截面为圆形的安装口81,油冷电机筒8的底部设置有下法兰82,油冷电机筒8的顶部设置有上法兰85,上法兰85上沿圆周方向均匀分布有四个连接耳83。油冷电机筒8的中部设置有底脚84。油冷电机筒8通过拉深模拉深形成,拉深后的上法兰85和下法栏82都不能保证与电机筒本体水平垂直,因此需要对上法兰85和下法栏82进行整形。定子9包括定子铁芯91和定子绕组92,定子铁芯91的直径与安装口81向匹配。定子绕组92设置在定子铁芯91内部。
28.当需要加工不同尺寸的电机筒8时,可以适应性的更换不同尺寸的下部垫模2、上部支撑模3和顶部压模5,以压装不同尺寸的电机筒和定子。
29.如图4所示,支撑模横移装置4包括气缸41、气缸安装板42、滑座43和滑块44。气缸41横向设置,气缸41的一端固定设置在气缸安装板42上。气缸41的输出端设置滑块44,滑块44的下部滑动设置在滑座43内,滑块44的上部设置上部支撑模3。气缸41用于驱动上部支撑模3朝定位区域来回移动。优选的,滑座43内内部设置有滑槽,滑块44为倒t形,滑块44下部滑动设置在滑槽内。
30.如图1所示,左右两个支撑模横移装置4中的气缸41相向设置且在一条直线上,保证夹紧时的稳定性。
31.如图7所示,压模驱动装置6包括压装油缸61、连接法兰62和压装导向杆63。压装油缸61纵向设置在机架的上部,压装油缸61的活塞杆上设置连接法兰62,连接法兰62的下部设置顶部压模5。连接法兰62的一侧设置沿横向延伸的压装导向杆63。机架上设置有沿纵向的导向槽64,压装导向杆63伸进导向槽64内,便于顶部压模5压装时的导向。机架上还设置有行程开关65,行程开关65的位置与导向槽64对应。通过调整行程开关65的位置,可以适应不同轴向长度的电机筒的压装。
32.如图8和图9所示,该压装机还包括上下料平台7,上下料平台7包括平台架71、平台油缸72、转接板73和滑板74。平台架71设置在机架上,平台架71内部设置沿前后方向的滑道711,滑道711内滑动设置滑板74,底板1设置在滑板74上。平台架71上设置沿前后方向的平
台油缸72,平台油缸72的输出端设置转接板73,转接板73连接在滑板74上。平台油缸72驱动滑板74进行滑动,将底板1从顶部压模5的下方移出来,便于进行电机筒8和定子9的预组装。
33.作为优选,平台架71包括左侧轨道712和右侧轨道713,左侧轨道712和右侧轨道713的内侧设置有轨道槽,左右两条轨道槽形成滑道711。
34.作为优选,平台架71包括后部横梁714,后部横梁714固定在机架上,平台油缸72的后端设置在后部横梁714上。后部横梁714用于滑板74移动到后侧时的限位。
35.底板1上设置有吊环11。
36.该压装机的工作时,先通过平台油缸72驱动滑板74滑动,将底板1从顶部压模5的下方移出来,然后将电机筒8放到下部垫模2中,使下法兰82配合设置在下部定位槽21内,然后支撑模横移装置4驱动上部支撑模3朝电机筒8的侧面移动,并使上部支撑模3夹紧电机筒8的侧面,同时支撑块31支撑在连接耳83的底部。人工将定子9预装到电机筒8的安装口81上,接着平台油缸72复位,将电机筒8和定子9移动到顶部压模5的下方,然后压装油缸61驱动顶部压模5向下移动,顶部压模5上的压装部51压在定子铁芯91上,将定子9向下压入安装口81内,同时通过下部定位槽21和上部支撑模3,分别对下法兰82和上法兰85进行整形。压装完成后,压装油缸61复位,平台油缸72驱动滑板74滑动,将底板1从顶部压模5的下方移出来,然后支撑模横移装置4复位,将上部支撑模3从电机筒8的侧面移开,人工将压装完成的产品从下部垫模2中取出。
37.本实用新型的优点是在下部垫模2上部设置有下部定位槽21,在对电机筒8进行定位的同时能对下法兰82进行整形。下部垫模2的左右两侧的上方设置可沿横向移动的上部支撑模3,在压装时,上部支撑模3能夹紧电机筒8的侧面,保证压装的稳定性,并在上部支撑模3上设置与电机筒连接耳相对应的支撑块31,通过支撑块31对电机筒的上部进行支撑,使得在压装的同时,能对上法兰85进行整形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1