一种固线扣的制作方法
1.本技术涉及线材固定技术领域,尤其是一种固线扣。
背景技术:
2.随着科学技术的迅速发展,在日常生活以及科研技术领域,对于电器的使用愈发广泛。线材作为用于将电器与外界电连接的一种不可或缺的部件,对于其走线以及固定技术要求越来越高。
3.现有的电器产品中,通常需要从电器内部引出线材,线材的一端焊接在壳体内部pcb板上,另一端引出至电器外部。然而,由于在日常生活中经常有插接及提拉线材的动作,可能导致线材与电器内部pcb板脱落。因此,为了避免因直接拉扯线材而导致线材与pcb板上的焊接脱落,通常在线材引出电器的结构部分做固线防拉设计。
4.传统电器设备的防拉设计中,通常在电器的出线孔处一体成型有防拉设计,在注塑成型电器壳体时工艺复杂,成本较高。
技术实现要素:
5.为了改善现有技术中固线防拉结构需要与壳体注塑成型,工艺复杂的问题,
6.本技术提供的一种固线扣采用如下的方案:
7.一种固线扣,包括基板,具有过线孔,基板沿线材延伸方向具有进线侧和出线侧;
8.夹片,具有固定安装在出线侧基板上的连接端和用于与线材卡接的固线端;
9.所述夹片的数量为多个,多个所述夹片的固线端之间形成的夹持空间与所述过线孔相对设置,线材插由进线侧向出线侧插接穿过所述夹持空间,所有的固线端同时抵紧于线材周向侧壁。
10.通过采用上述方案,在基板上设置多个夹片,以在多个夹片之间形成用于夹持线材的夹持空间,线材能够直接由进线侧向出线侧插入夹持空间中,使得多个夹片将线材夹紧固定。传统技术方案中,通常是在电器的壳体上直接一体成型注塑形成卡线结构,其加工工艺十分复杂且成本较高。本技术技术方案中,线材直接插入夹持空间中,多个夹片将线材夹持,以使得线材与固线扣相对固定;由于固线扣位于电器内部,无法由电器的穿线孔穿出,使得线材也无法受拉而向电器外运动,从而有效的起到了防拉固线的效果。并且,固线扣为单独零部件,便于加工生产,显著的简化了加工工艺并节约加工成本。
11.可选的,所述基板为环状结构,多个所述夹片贴合安装在所述基板上且关于基板的几何中心对称布置,所述基板能够向进线侧弹性弯折而使多个所述固线端相互远离。
12.通过采用上述方案,基板为环状结构,且多个夹片对称设置于承载环上,承载环形变弯折而带动多个夹片的固线端相互远离,从而扩大夹持空间的尺寸以供线材通过。在一些技术方案中,通常是夹片为弹性材质,其受到线材的抵推而弹性变形,并将线材夹紧固定。然而在该方案中,夹片的刚度不足,容易受拉而强行脱落,导致连接不稳定。本技术技术方案中,一方面,基板呈环状结构,能够有效的起到节约材料,降低加工成本的作用;另一方
面,基板形变而非夹片形变,能够有效的保证夹片的刚度与稳定性,从而保证了该固线扣的固线稳定性。
13.可选的,所述过线孔的内径大于夹持空间的宽度。
14.通过采用上述方案,过线孔的内径大于夹持空间的宽度,以使得线材由进线侧向出线侧插接时,线材能够穿过过线孔而不被阻挡,起到了便于线材经过的效果。
15.可选的,所述进线侧的固线端上设置有导向斜面,所述导向斜面使固线端的厚度由连接端向固线端的方向逐渐变薄。
16.通过采用上述方案,在夹片上开设有导向斜面,使得多个导向斜面之间形成沿插线方向逐渐向夹持空间收窄的导向空间,从而提升了插线的便捷度。
17.可选的,还包括防滑齿,所述防滑齿位于所述导向斜面上靠近夹持空间的端部,用于抵紧线材。
18.通过采用上述方案,在导向斜面上靠近夹持空间的端部设置有防滑齿,以使得防滑齿抵紧线材,连接更加稳定。本技术技术方案中,防滑齿的结构设计相对于传统方案,防滑齿与线材之间的接触压强较大,能够有效的提升夹片与线材之间的连接稳定性。
19.可选的,所述防滑齿的两侧分别设置有挡板,两个挡板相对布置,用于将待夹持的线材夹持于两个所述挡板之间且抵触于挡板上。
20.通过采用上述方案,在防滑齿的两端分别设置有一块挡板,当线材插接于夹持空间中并与防滑齿抵接时,两块挡板同时与线材的周向侧壁接触,从而进一步对线材进行限位,防止线材在垂直于周向上摆动,进一步提升了固线扣的固线稳定性。
21.可选的,所述夹片的连接端两侧边向内凹形成内凹的凹槽。
22.通过采用上述方案,在夹片的连接端开设有凹槽,从而节约了夹片所需要使用的材料量,进一步节约了成本并减轻了该固线扣的重量。
23.可选的,所述导向斜面与夹片上朝向进线侧的端面之间具有倾斜角α,倾斜角α的范围为20度到75度之间。
24.通过采用上述方案,导向面的倾斜角被限制在一定范围中。在一些技术方案中,倾斜角较小,导致线材夹持于该夹持空间中时,由于夹片端部的防滑齿与线材的周向侧壁抵触,导致导向斜面与线材之间接触面积较小。在另一些方案中,当倾斜角过大,导致线材插接在夹持空间中时,线材与导向斜面抵触之后,难以碰触到防滑齿,导致夹线的稳定性受到影响。本技术技术方案中,倾斜角在25-75度之间,防滑齿抵紧在线材上的同时,线材贴合于导向斜面上的面积较大,有效的提升了对线材的夹持稳定性,保证了固线扣的固线性能。
25.可选的,所述倾斜角α为45度。
26.通过采用上述方案,倾斜角为45度,在该角度下,防滑齿抵紧在线材上的同时,线材贴合于导向斜面上的面积最大,进一步提升了对线材的夹持稳定性。
27.可选的,所述基板和夹片是用塑料材料制成的。
28.通过采用上述方案,将基板与夹片由塑料制成,一方面,成本较低;第二方面,塑料材质为绝缘材质,若出现线材漏电问题,能够有效的防止漏电情况的发生。
29.综上所述,本技术包括至少以下有益技术效果:
30.1.加工简单,成本低:传统技术方案中,通常是在电器的壳体上直接一体成型注塑形成卡线结构,其加工工艺十分复杂且成本较高。本技术技术方案中,线材直接插入夹持空
间中,多个夹片将线材夹持,以使得线材与固线扣相对固定;由于固线扣位于电器内部,无法由电器的穿线孔穿出,使得线材也无法受拉而向电器外运动,从而有效的起到了防拉固线的效果。并且,固线扣为单独零部件,便于加工生产,显著的简化了加工工艺并节约加工成本;
31.2.插线具有导向,较为方便:在夹片上开设有导向斜面,使得多个导向斜面之间形成沿插线方向逐渐向夹持空间收窄的插线导向空间,从而提升了插线的便捷度;
32.3.固线效果好:导向面的倾斜角被限制在一定范围中。在一些技术方案中,倾斜角较小,导致线材夹持于该夹持空间中时,由于夹片端部的防滑齿与线材的周向侧壁抵触,导致导向斜面与线材之间接触面积较小。在另一些方案中,当倾斜角过大,导致线材插接在夹持空间中时,线材与导向斜面抵触之后,难以碰触到防滑齿,导致夹线的稳定性受到影响。本技术技术方案中,倾斜角在25-75度之间,防滑齿抵紧在线材上的同时,线材贴合于导向斜面上,有效的提升了对线材的夹持稳定性,保证了固线扣的固线性能。
附图说明
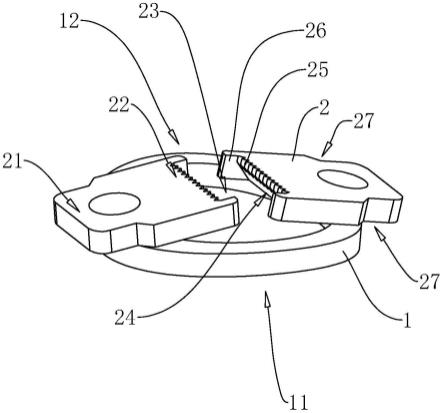
33.图1是本技术实施例整体结构的示意图;
34.图2是本技术实施例进线侧的示意图;
35.图3是本技术实施例为展示导向斜面倾斜角所做的剖视图。
36.附图标记说明:
37.1、基板;11、进线侧;12、出线侧;
38.2、夹片;21、连接端;22、固线端;23、夹持空间;24、导向斜面;25、防滑齿;26、挡板;27、凹槽。
具体实施方式
39.以下结合附图,对本技术作进一步详细说明。
40.本技术实施例公开一种固线扣。
41.参照图1和图2,一种固线扣,其包括:位于电器内部的基板1和多个安装在基板1上的夹片2,基板1上具有过线孔,基板1在线材的延伸方向上具有进线侧11和出线侧12,多个夹片2均固定安装在该基板1出线侧12的端面上。多个夹片2之间具有供线材穿过的夹持空间23,过线孔与夹持空间23相对设置,且过线孔的直径大于夹持空间23的宽度,线材由进线侧11向出线侧12延伸穿过夹持空间23,多个夹片2同时抵紧于线材的周向侧壁上,从而将线材与固线扣相对固定安装。并且,由于固线扣位于电器内部,当线材受拉时,固线扣抵触在电器壳体的内壁上,从而防止线材向电器壳体外运动脱落。
42.参照图1和图2,基板1呈环状结构,线材能够沿环状基板1的轴线方向由进线侧11穿至出线侧12,同时,线材被夹片2所抵紧夹持。具体的,本技术实施例中夹片2的数量为两个,两个夹片2均固定安装在承载环出线侧12的端面上,且两个夹片2关于该承载环的几何中心对称布置。在其他实施例中,夹片2的数量可以为4/6/8个,均匀的对称布置于基板1上,从而施力稳定的将线材夹持。在另一些实施例中,夹片2的数量也可以为奇数个,环绕该集合中心对称布置,从而稳定夹持线材。
43.夹片2包括连接端21和固线端22,连接端21固定安装在承载环上,每个夹片2由连
接端21向承载环轴线方向延伸至用于抵压线材的固线端22,两个夹片2的固线端22之间形成用于夹持线材的夹持空间23。固线扣具有闲置态和固线态,线材由进线侧11向出线侧12沿承载环轴线插入该固线扣时,从而使得承载板受力,带动基板1向进线侧11弹性弯折,两个固线端22相互远离,线材顺势插入该夹持空间23中并被多个固线端22抵紧夹持。值得一提的是,闲置态时,该夹持空间23的直径小于线材的直径,两个固线端22之间的距离较近;固线态时,随着环状基板1的弯折,两个夹片2相互远离而使得夹持空间23扩大适配于线材的直径,两个固线端22同时抵紧于线材的周向侧壁。需要注意的是,本技术实施例中,基板1的刚度远小于夹片2的刚度,以使得线材插入时,夹片2受力而相互远离,并带动基板1弯折。
44.参照图1和图2,将沿基板1轴线由进线侧11向出线侧12的方向定义为线材的插入方向,夹片2的固线端22朝向进线侧11的端面上具有导向斜面24,导向斜面24沿线材的插入方向倾斜延伸向夹持空间23,导向斜面24使固线端22的厚度由连接端21向固线端22的方向逐渐变薄。值得一提的是,由于两个夹片2上的导向斜面24均倾斜延伸,使得两个导向斜面24之间形成沿线材插入方向逐渐收窄向夹持空间23的导向空间,以便于线材插入。
45.参照图1和图2,夹片2上的固线端22设置有用于抵紧线材的防滑齿25,具体的,防滑齿25位于导向斜面24上靠近夹持空间23的端部。防滑齿25在长度方向布置有多个齿尖,且固线态时该防滑齿25位于线材的径向平面上。防滑齿25在长度方向的两侧各设置有一个挡板26,每个夹片2上的两个挡板26相对布置,固线态时,同一夹片2上两块挡板26相向的端面均抵触于线材上,以将线材夹持于两个挡板26之间,从而有效减少线材在周向上摆动。
46.参照图2和图3,导向斜面24与夹片2上朝向进线侧11的端面之间具有倾斜角α,倾斜角α的范围为20度到75度之间。本技术实施例中,倾斜角α为45度,在该角度下,防滑齿25抵紧在线材上的同时,线材抵触于导向斜面24上,进一步提升了对线材的夹持稳定性。夹片2的连接端21两侧边向内凹形成内凹的凹槽27,具体的,每个连接端21上具有两个凹槽27,以节约用料,减轻重量。值得一提的是,该夹片2连接端21转角处为圆角,且夹片2与基板1均为塑料材料制成。
47.本技术实施例一种固线扣的实施原理为:线材沿基板1的轴线方向直接插入夹持空间23中,多个夹片2的固线端22将线材夹持,以使得线材与固线扣相对固定;由于固线扣位于电器内部,无法由电器的穿线孔穿出,使得线材也无法受拉而向电器外运动,从而有效的起到了防拉固线的效果。
48.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,其中相同的零部件用相同的附图标记表示。故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1