一种节能单相交流串励电动机的生产工艺及其应用的制作方法
本技术涉及电机生产,尤其是涉及一种节能单相交流串励电动机的生产工艺及其应用。
背景技术:
1、单相串励电动机属于单相交流异步电动机,是交直流两用的,所以又称为交直流两用串励电动机。由于它转速高、体积小、启动转矩大、转速可调,既可在直流电源上使用,又可在单相交流电源上使用,因而在电动工具中得到广泛的应用。同时,为了能够进一步提高单相串励电动机的节能性,其通常在生产过程中选用高质量的铜绕组、硅钢片。
2、参照图1,目前,这种单相交流串励电动机通常包括定子100、转子200、机壳300以及前端盖400;其中,定子100固定安装于机壳300内而形成机座500;机壳300的底部以及前端盖400上均固定嵌设有轴承;转子200上下两端分别设置有均呈阶梯轴状的上转轴201、下转轴202。在生产过程中,需要将转子200组装于机座500内,使转子200中部滑动插接于机座500中的定子100,同时使转子200中的下转轴202穿插于机座500中的轴承;接着组装前端盖400,使前端盖400封盖于机座500中的机壳300,同时使转子200中的上转轴201穿插于前端盖400中的轴承。
3、但是,目前,在针对这种节能单相交流串励电动机进行生产过程中,很多厂家依旧使用铁块作为定子、转子中的铁心,且依旧使用铝绕组进行绕组,其损耗比较大。因此,可做进一步改进。
技术实现思路
1、为了能够降低后续电机在工作过程的能量损耗,以实现节能效果,本技术提供一种节能单相交流串励电动机的生产工艺及其应用。
2、第一方面,本技术提供一种节能单相交流串励电动机的生产工艺,采用如下的技术方案:
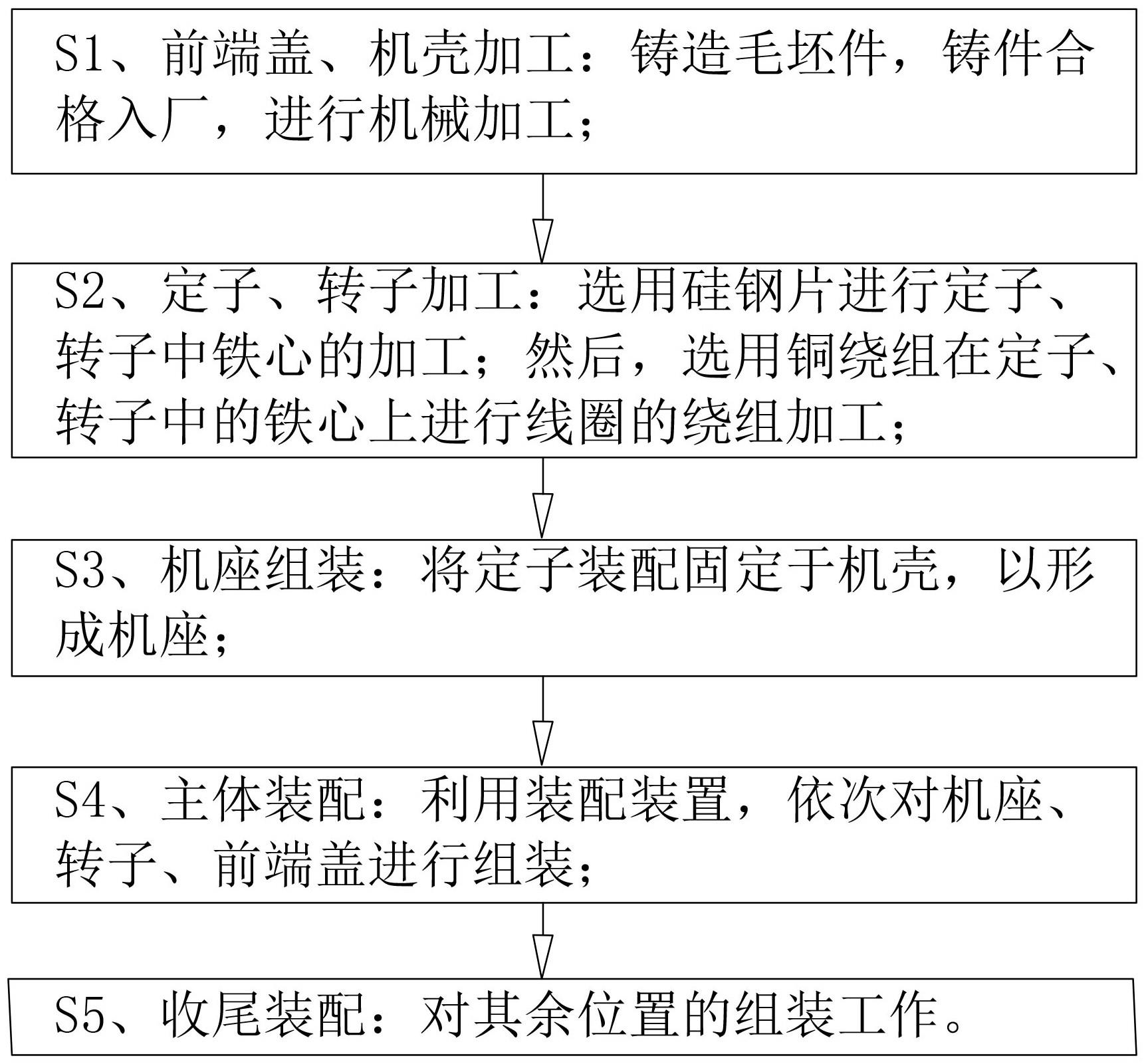
3、一种节能单相交流串励电动机的生产工艺,包括如下步骤:s1、前端盖、机壳加工:铸造毛坯件,铸件合格入厂,进行机械加工;s2、定子、转子加工:选用硅钢片进行定子、转子中铁心的加工;然后,选用铜绕组在定子、转子中的铁心上进行线圈的绕组加工;s3、机座组装:将定子装配固定于机壳,以形成机座;s4、主体装配:利用装配装置,依次对机座、转子、前端盖进行组装;s5、收尾装配:对其余位置的组装工作。
4、通过采用上述技术方案,在生产过程中,通过选用硅钢片、铜绕组来加工定子、转子,能够降低后续电机在工作过程的能量损耗,以实现节能效果。
5、可选的,所述装配装置包括装配台、转盘、机座装配机构、转子装配机构、前端盖装配机构;所述转盘安装于装配台顶部,且通过主驱动单元驱动旋转;所述装配台上绕转盘外周依次均匀间隔设置有机座组装位、转子组装位、前端盖组装位以及下料位,所述机座装配机构、转子装配机构、前端盖装配机构依次安装于机座组装位、转子组装位、前端盖组装位,且所述装配台在靠近机座装配机构、转子装配机构、前端盖装配机构位置处分别设置有机座上料座、转子上料座、前端盖上料座;所述转盘上开设有供机座定位安装的基装口,且所述基装口底部开设有贯穿转盘且供转子的下转轴穿设的下穿口。
6、通过采用上述技术方案,在实际装配过程中,主驱动单元驱动转盘转动,以将转盘上的基装位依次转送至机座组装位、转子组装位、前端盖组装位以及下料位。当基装口转送至机座组装位时,机座装配机构自机座上料座位置处将机座抓取至基装口进行定位安装;然后,机座随转盘被转送至转子组装位,转子装配机构自转子上料座位置处将转子抓取且组装于基装口内的机座;接着,完成初步装配的转子、机座随转盘被转送至前端盖组装位,端盖装配机构自前端盖上料座位置处将前端盖抓取且组装于基装口上初步装配好的转子、机座;最后,完成装配的前端盖、转子、机座随转盘被转送至下料位,进行下料。
7、可选的,所述机座装配机构包括第一转运架以及第一装配爪;所述转子装配机构包括第二转运架以及第二装配爪;所述前端盖装配机构包括第三转运架以及第三装配爪;所述第一转运架、第二转运架、第三转运架均包括转运架、转运摆座、第一转运气缸、第二转运气缸;所述第一转运气缸为旋转气缸,所述第一转运气缸固定安装于转运架顶部且朝上设置,所述转运摆座安装于第一转运气缸输出端;所述第二转运气缸为直线驱动气缸,所述第二转运气缸固定安装于转运摆座远离第一转运气缸一端且朝下设置;所述第一装配爪、第二装配爪、第三装配爪分别安装于对应的第二转运气缸的活塞杆端,且所述第一装配爪用于抓取机座,所述第二装配爪用于抓取且组装转子;所述第三装配爪用于抓取且组装前端盖。
8、通过采用上述技术方案,在实际装配过程中,第一转运气缸与第二转运气缸进行配合,以控制第一装配爪、第二装配爪或者第三装配爪自上料位至组装位进行来回移动,同时配合对应第一装配爪、第二装配爪或者第三装配爪对应的机座、转子或者前端盖进行分别抓取组装。
9、可选的,所述第一装配爪包括第一气爪,所述第一气爪为三指平行气爪,且所述第一气爪的气动手指上均安装有第一外接手指。
10、通过采用上述技术方案,在组装机座过程中,当基装口转送至机座组装位时,第一气爪控制第一外接手指抓取机座,在第一转运架的配合下,第一转运气缸通过转运摆座将机座摆送至基装口上方位置,第二转运气缸将机座下放至基装口内;最后,第一气爪松开机座,且第一转运架进行复位。
11、可选的,所述第二装配爪、第三装配爪均包括第二气爪、冲击气缸;所述第二气爪为三指平行气爪,所述第二气爪的气动手指上均安装有第二外接手指,所述第二外接手指的夹持端均安装有第一夹板,且所述第一夹板沿竖向滑动设置;所述冲击气缸固定安装于第二气爪的底部中部位置,所述冲击气缸朝下设置,且所述冲击气缸的活塞杆端安装有冲击头。
12、通过采用上述技术方案,在组装转子过程中,当机座随基装口转送至转子组装位时,第二装配爪中的第二气爪控制第二外接手指抓取转子,在第二转运架的配合下,第一转运气缸通过转运摆座将转子摆送至机座上方位置,第二转运气缸将转子下放安装于机座内;然后,冲击气缸控制冲击头对转子中的上转轴进行冲击,以将转子中的下转轴穿插于机座中的轴承;最后,第二气爪松开转子,且第二转运架进行复位。同理,在组装前端盖过程中,当转子、机座随基装口转送至前端盖组装位时,第三装配爪中的第二气爪控制第二外接手指抓取前端盖,在第三转运架的配合下,第一转运气缸通过转运摆座将前端盖摆送至转子上方位置,第二转运气缸将前端盖下放支撑于转子的上转轴;然后,冲击气缸控制冲击头对前端盖顶部进行冲击,以将转子中的上转轴穿插于前端盖中的轴承;最后,第二气爪松开前端盖,且第三转运架进行复位。
13、可选的,所述第三装配爪中的冲击头包括定位罩、冲击块,所述定位罩内开设有多个t型导向滑槽,多个所述t型导向滑槽绕定位罩周向布置且均贯穿定位罩顶部;所述t型导向滑槽内滑动设置t型导向滑杆,所述t型导向滑杆顶部延伸出t型导向滑槽,所述冲击块固定安装于t型导向滑杆顶部;所述t型导向滑槽安装有复位弹簧,且所述复位弹簧底部支撑与t型导向滑槽槽底,复位弹簧顶部支撑于t型导向滑杆底部;所述冲击气缸的活塞杆端固定连接于冲击块顶部。
14、通过采用上述技术方案,在组装前端盖过程中,且在冲击气缸控制冲击头对前端盖顶部进行冲击过程中,定位罩罩设支撑于前端盖顶部,冲击气缸控制冲击块对定位罩进行冲击,以通过定位罩来对前端盖顶部进行冲击,使转子中的上转轴穿插于前端盖中的轴承。在这个过程中,一方面,定位罩内部能够供转子中的上转轴进行避让穿设;另一方面,冲击气缸通过定位罩来对前端盖进行间接冲击,能够减少对前端盖中轴承的冲击伤害。
15、可选的,所述定位罩的内轮廓与前端盖中的轴承内径相吻合,且所述定位罩的外轮廓大于前端盖中的轴承外径。
16、通过采用上述技术方案,在组装前端盖过程中,且在冲击气缸控制冲击头对前端盖顶部进行冲击过程中,定位罩能够对前端盖的盖体部分和轴承部分进行同时冲击,以保障轴承在冲击过程中不易于发生错位、脱离,以提高装配精度。
17、可选的,所述冲击块底部设置有缓冲胶垫。
18、通过采用上述技术方案,在冲击气缸控制冲击头进行冲击过程中,由于冲击块底部设置有缓冲胶垫,以实现冲击缓冲,以减少转子、前端盖所承受的冲击损伤。
19、第二方面,本技术提供一种节能单相交流串励电动机的应用,采用如下的技术方案:
20、一种节能单相交流串励电动机的应用,包括采用上述任一所述的一种节能单相交流串励电动机的生产工艺所生产的电动机,应用于电动工具,厨房用品,地板护理产品领域。
21、综上所述,本技术包括以下至少一种有益技术效果:
22、1.在生产过程中,通过选用硅钢片、铜绕组来加工定子、转子,能够降低后续电机在工作过程的能量损耗,以实现节能效果;
23、2.在实际装配过程中,第一转运气缸与第二转运气缸进行配合,以控制第一装配爪、第二装配爪或者第三装配爪自上料位至组装位进行来回移动,同时配合对应第一装配爪、第二装配爪或者第三装配爪对应的机座、转子或者前端盖进行分别抓取组装;
24、3.在组装前端盖过程中,且在冲击气缸控制冲击头对前端盖顶部进行冲击过程中,定位罩罩设支撑于前端盖顶部,冲击气缸控制冲击块对定位罩进行冲击,以通过定位罩来对前端盖顶部进行冲击,使转子中的上转轴穿插于前端盖中的轴承。在这个过程中,一方面,定位罩能够内部能够供转子中的上转轴进行避让穿设;另一方面,冲击气缸通过定位罩来对前端盖进行间接冲击,能够减少对前端盖中轴承的冲击伤害。
- 还没有人留言评论。精彩留言会获得点赞!