一种编码器磁钢、具有该编码器磁钢的电机及其装配方法与流程
本发明涉及一种电机,尤其是涉及一种编码器磁钢、具有该编码器磁钢的电机及其装配方法。
背景技术:
1、如图1所示,现有电机结构包括电机转子部分、电机定子部分、前轴套2、前轴承3、弹性垫圈4、后轴承5、后轴套6、编码器磁钢套7、编码器磁钢8和编码器9,所述电机转子部分包括电机轴1、磁环12和机壳13,所述电机定子部分包括底座10和绕线定子11。
2、如图2所示,在现有电机结构中,磁性编码器的磁钢一般采用磁钢套的形式将磁钢与电机轴相连接,配合方式采用间隙配合,固定方式采用点胶固定,制造方式一般为机加工零件,具体安装方式为:在安装完电机转子部分、电机定子部分、前轴套2、前轴承3、弹性垫圈4、后轴承5、后轴套6后,将编码器磁钢套7的第一环形面a涂抹均匀胶水使电机轴1嵌入编码器磁钢套7的第一环形面a内,将编码器磁钢套7的第二环形面b均匀涂满胶水,使编码器磁钢8嵌入至编码器磁钢套7的第二环形面b内,随后再安装编码器9后至此整个安装过程结束。首先由于编码器磁钢套7存在着加工成本会导致电机的制造成本增加,其次这种连接方式需要安装步骤共四次,涉及涂胶两次,且零件较小易损坏丢失,在安装失误时更是造成更换零件的困难这样不仅造成人工成本增加而且装配工艺繁琐易出错,对于电机的批量化,产量化不利。
技术实现思路
1、本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种缩短了安装时间、节约了设计制造成本的编码器磁钢、具有该编码器磁钢的电机及其装配方法。
2、本发明的目的可以通过以下技术方案来实现:
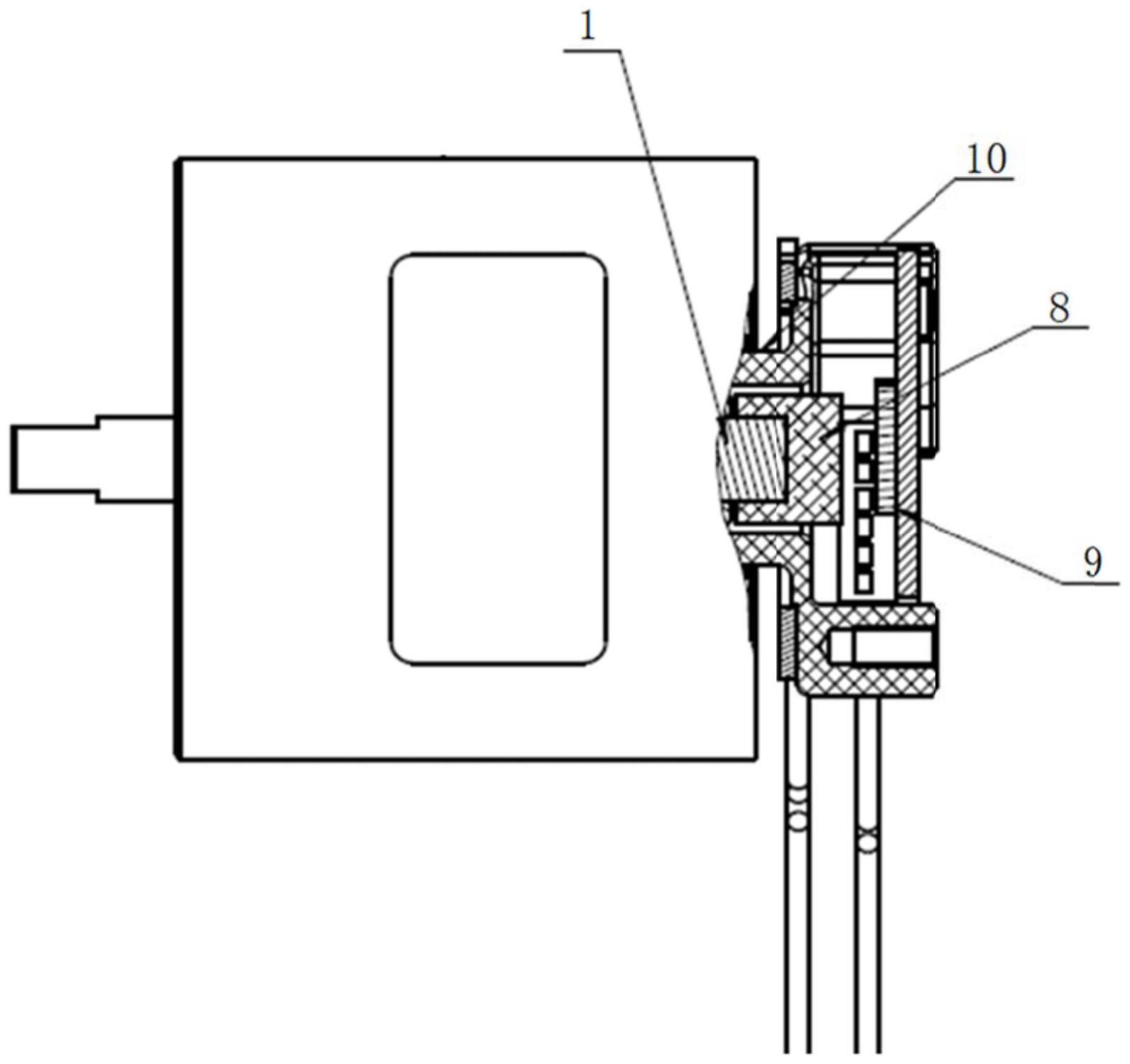
3、根据本发明的第一方面,提供了一种编码器磁钢,该编码器磁钢安装在电机上,所述电机包括电机转子部分、电机定子部分和编码器,所述电机转子部分包括电机轴,所述编码器磁钢为杯形结构,所述电机轴内嵌在编码器磁钢的第三环形面内,所述编码器安装在编码器磁钢的底部安装面上。
4、作为优选的技术方案,所述的编码器磁钢为一次压铸成型的杯形结构。
5、作为优选的技术方案,所述的编码器磁钢与电机轴采用间隙配合方式连接。
6、作为优选的技术方案,所述的编码器磁钢与电机轴采用点胶方式固定。
7、作为优选的技术方案,所述的第三环形面涂抹均匀胶水后将电机轴嵌入。
8、根据本发明的第二方面,提供了一种带编码器磁钢的电机,该电机包括电机转子部分、电机定子部分和编码器,所述电机转子部分包括电机轴,所述电机还包括所述的编码器磁钢。
9、作为优选的技术方案,所述的编码器磁钢为一次压铸成型的杯形结构。
10、作为优选的技术方案,所述的编码器磁钢与电机轴采用间隙配合方式连接。
11、作为优选的技术方案,所述的编码器磁钢与电机轴采用点胶方式固定。
12、根据本发明的第三方面,提供了一种用于所述带编码器磁钢的电机的装配方法,首先将电机转子部分、电机定子部分进行安装,然后将编码器磁钢的第三环形面涂抹均匀胶水后将电机轴嵌入,最后将编码器安装在编码器磁钢的底部安装面上。
13、与现有技术相比,本发明将编码器磁钢与磁钢套一体化的设计由原技术的轴—编码器磁钢—磁钢套组合安装缩减为轴—编码器磁钢直联,四个安装步骤缩减至两步,只涉及涂胶环节一步,首先安装工艺变得更为简单,安装时间缩短,安装失误后只拆卸编码器磁钢即可便于拆卸更换,方便了工人的装配,节省了人工成本有利于电机的批量化生产,其次由于减少了零件编码器磁钢套的设计制造使得电机结构更加简单,节约了设计制造成本。
技术特征:
1.一种编码器磁钢,该编码器磁钢(8)安装在电机上,所述电机包括电机转子部分、电机定子部分和编码器(9),所述电机转子部分包括电机轴(1),其特征在于,所述编码器磁钢(8)为杯形结构,所述电机轴(1)内嵌在编码器磁钢(8)的第三环形面(c)内,所述编码器(9)安装在编码器磁钢(8)的底部安装面(d)上。
2.根据权利要求1所述的一种编码器磁钢,其特征在于,所述的编码器磁钢(8)为一次压铸成型的杯形结构。
3.根据权利要求1所述的一种编码器磁钢,其特征在于,所述的编码器磁钢(8)与电机轴(1)采用间隙配合方式连接。
4.根据权利要求1所述的一种编码器磁钢,其特征在于,所述的编码器磁钢(8)与电机轴(1)采用点胶方式固定。
5.根据权利要求1所述的一种编码器磁钢,其特征在于,所述的第三环形面(c)涂抹均匀胶水后将电机轴(1)嵌入。
6.一种带编码器磁钢的电机,该电机包括电机转子部分、电机定子部分和编码器(9),所述电机转子部分包括电机轴(1),其特征在于,所述电机还包括权利要求1所述的编码器磁钢。
7.根据权利要求6所述的一种带编码器磁钢的电机,其特征在于,所述的编码器磁钢(8)为一次压铸成型的杯形结构。
8.根据权利要求6所述的一种带编码器磁钢的电机,其特征在于,所述的编码器磁钢(8)与电机轴(1)采用间隙配合方式连接。
9.根据权利要求6所述的一种带编码器磁钢的电机,其特征在于,所述的编码器磁钢(8)与电机轴(1)采用点胶方式固定。
10.一种用于权利要求6-9中任一所述带编码器磁钢的电机的装配方法,其特征在于,首先将电机转子部分、电机定子部分进行安装,然后将编码器磁钢(8)的第三环形面(c)涂抹均匀胶水后将电机轴(1)嵌入,最后将编码器(9)安装在编码器磁钢(8)的底部安装面(d)上。
技术总结
本发明涉及一种编码器磁钢、具有该编码器磁钢的电机及其装配方法,该编码器磁钢安装在电机上,所述电机包括电机转子部分、电机定子部分和编码器,所述电机转子部分包括电机轴,所述编码器磁钢为杯形结构,所述电机轴内嵌在编码器磁钢的第三环形面内,所述编码器安装在编码器磁钢的底部安装面上。与现有技术相比,本发明具有缩短了安装时间、节约了设计制造成本等优点。
技术研发人员:金万兵,姬中营,彭光明,罗明明
受保护的技术使用者:鸣志电器(太仓)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!