一种在线电解磨削/研磨用电源装置及其工作方法
本发明属于机械加工领域,具体涉及一种在线电解磨削/研磨用电源装置及其工作方法。
背景技术:
1、现在的电解加工磨削实验,根据电解作用在加工中作用对象的不同,主要包含:①电解作用于工件,作为材料蚀除的主要方式,磨削辅助去除钝化膜的电解磨削加工;②在电解磨削基础上发展出来的以磨削作为材料去除的主要方式,电解作用于导电砂轮以形成钝化膜而使砂轮保持削锐的在线电解修整(elid)磨削加工。
2、在线电解修锐技术是在磨削过程中利用非线性的电解修整作用和砂轮表面生成的氧化膜对电解的抑制作用的动态平衡,对金属基砂轮进行连续修整,使砂轮磨粒获得恒定的凸出量,从而实现可控、稳定、最佳的磨削过程。
3、对于elid而言,它的氧化膜状态(主要是成膜厚度和致密性)是极其重要的,直接关系到磨削加工的效率和质量。elid磨削过程中理想的氧化膜状态,不但能根据磨削过程的需要使磨料始终保持有一定出刃高度,从而保持金属基砂轮在磨削过程中的锐利性,同时又能够保证砂轮不至于过快消耗,充分发挥超硬磨料的磨削能力。因此,在磨削加工的进行中,对氧化膜状态的监测和控制是十分必要的。研究表明电解电流的大小与氧化膜的状态关系密切,因此可以用电解电流的大小来控制和表征氧化膜的状态。除去磨削参数,氧化膜状态主要取决于磨具金属结合剂特性、电解液性能和脉冲电源参数。在磨削过程中很难对磨具金属结合剂特性和电解液的性能进行有效控制,而对脉冲电源参数的实时调整是比较容易实现的,所以可以通过在磨削过程中调整脉冲电源的输出参数来控制氧化膜的状态。而目前大多数电源的输出脉冲参数只能在磨削前设定,不能根据加工实验的需要进行实时的改变。如果不对电流进行主动控制,则会造成砂轮表面的氧化膜在磨削过程中不断循环先变厚再变薄的变化,使砂轮与工件的接触状态不断发生改变,导致磨削力、磨削温度等过程参数始终无法稳定,从而影响了磨削的质量和效率。虽然调整电解参数如电压或占空比也可以改变电解强度从而控制氧化膜状态,但与此同时会直接引起电解电流的变化,从而造成失去氧化膜状态表征的基准。
4、简而言之,在进行传统的电解磨削、研磨时,氧化膜会不受控制,因为如果电解作用一直存在,氧化膜就会越来越厚。要让氧化膜的厚度始终保持在一定范围内才能满足磨削/研磨的要求,因此,有必要设计一种新的电解电流控制装置,通过控制电解电流,使氧化膜与磨削/研磨过程相适应,从而维持稳定的磨削/研磨过程。
技术实现思路
1、本发明的目的在于针对现有技术的不足提供一种在线电解磨削/研磨用电源装置及其工作方法,在磨削电解的过程中保持电压和占空比的恒定不变,实时地监控磨削时的电解电流,即(氧化膜状态)。通过电解作用的周期性开启和关闭即间断性电解,来调节磨削进程中电解强度的大小,进而达到了对氧化膜状态控制的目的,使电解电流(氧化膜状态)维持在初始设定的参数范围之内。
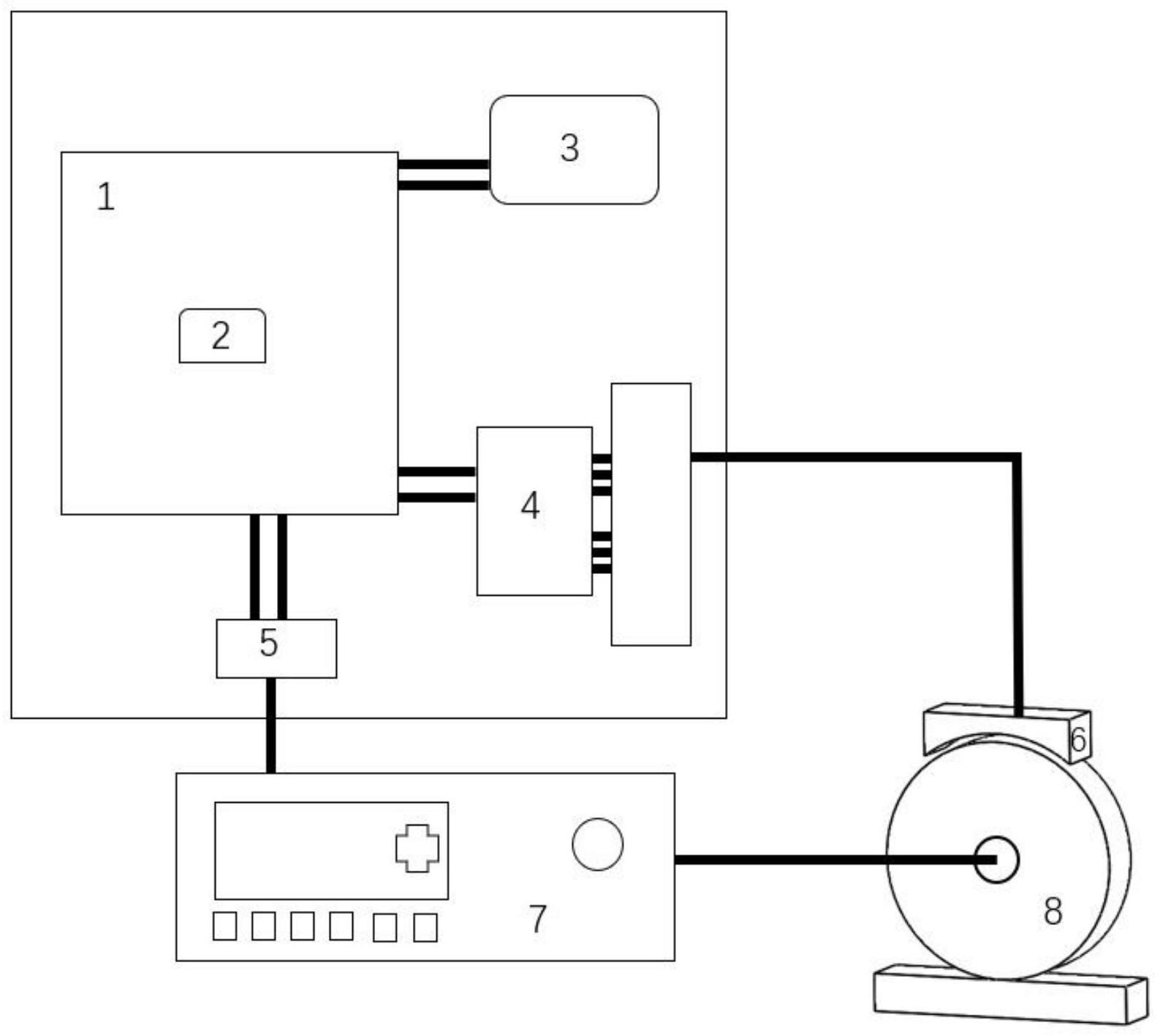
2、一种在线电解磨削/研磨用电源装置,该装置包括可编程脉冲电解电源、电流传感器、绝缘栅双极型晶体管、单片机、pcb电路板和直流电源,所述单片机设置于pcb电路板上,pcb电路板分别与直流电源、绝缘栅双极型晶体管和电流传感器电连接,所述电流传感器与可编程脉冲电解电源电连接,所述可编程脉冲电解电源与金属结合剂砂轮电连接,所述绝缘栅双极型晶体管与磨削时的工具阴极电连接。
3、进一步地,所述可编程脉冲电解电源包括220v隔离开关电源、场效应管降压型直流稳压器、mosfet脉冲电路、pwm控制单元、电阻r(t)、虚拟电动势与电阻输入接口、电动势控制器。所述220v隔离开关电源与场效应管降压型直流稳压器电连接,所述mosfet脉冲电路分别与场效应管降压型直流稳压器、pwm控制单元和电阻r(t)电连接,所述电动势控制器与虚拟电动势与电阻输入接口电连接,流经电阻r(t)的电流反馈给电动势控制器,电动势控制器用来控制场效应管降压型直流稳压器。
4、进一步地,所述可编程脉冲电解电源中的电路控制规则:
5、
6、式中,e.m.p.表示电磁脉冲,v表示直流电压,riv与ri表示电源内阻,r(t)为电极间呈现出来的可变电阻,i为期望电流峰值,vd表示最高电压。
7、参数e.m.p.与riv的值可以直接取自现有磨削工艺过程的elid电源参数设置值;降压直流稳压的参考信号vdref可通过电路中的各回路中的电流关系确定。
8、进一步地,所述可编程脉冲电解电源的电源插座为3芯航插,电源为单相220v/50hz,容量要求1kva,有主机箱和副机箱,主机箱输出与副机箱输入相连;在主机箱的人机交互界面上可完成加工所要用到的参数的设置与保存,参数包括电压、电流、占空比;所述可编程脉冲电解电源的频率范围0-250khz,占空比0-100%,波形为单极性方波;所述可编程脉冲电解电源的电源控制方式可以分为固定内阻恒压源模式、可编程内阻恒压源模式、恒流源模式;所述可编程脉冲电解电源的脉冲电压0-150v,脉冲电流0-20a,功率输出峰值500w。
9、进一步地,所述单片机为w801单片机,其内部存储有电解加工时电解电流阈值设定的程序,其控制电流传感器每过2-3秒采集9-10毫秒的数据,进行多次采集,然后由单片机进行数据整理,取平均值,再与单片机内部设定的阈值进行比较,从而执行接下来的命令,控制在线电解磨削/研磨时氧化膜的状态(厚度和致密程度)。
10、本发明还提供一种如上所述在线电解磨削/研磨用电源装置的工作方法,包括:
11、在电解磨削/研磨加工过程中,通过电流传感器读取当前电流,然后将电流传感器读取的当前电流与单片机内部设定的上下阈值进行比较,从而控制电流输出线上的绝缘栅双极型晶体管,绝缘栅双极型晶体管用来控制电流大小;
12、当电流小于阈值时,关闭绝缘栅双极型晶体管,增大电流;当电流大于阈值时,开启绝缘栅双极型晶体管,减小电流;
13、使电流稳定在设定的目标附近,使得磨削过程中电解成膜作用和磨削磨损作用达到平衡,保证磨削过程的稳定进行。
14、具体操作步骤如下:
15、(1)电解磨削/研磨加工开始,打开可编程脉冲电解电源与电解液泵。在磨削过程中,随着电解作用的不断进行,金属结合剂砂轮会因为电解产生氧化膜。因为氧化膜是绝缘的,并不导电,所以电路中的电流会逐渐减小。此时,电流传感器会读取当前电流,并显示在pcb电路板上。w 801单片机开始工作,读取的电流会与单片机内部设定的上下阈值进行比较,从而控制电流输出线上的绝缘栅双极型晶体管。绝缘栅双极型晶体管是用来控制电流大小的,当电流小于阈值时,说明这个时候电解作用过强,氧化膜比较厚,为了使电解作用减小,关闭绝缘栅双极型晶体管;当电流大于阈值时,说明这个时候电解作用比较弱,氧化膜比较薄,为了增大电解作用,此时开启绝缘栅双极型晶体管。
16、(2)氧化膜状态不同,也表示电解作用的强弱不同,因此可以根据磨削的要求设定好自己需要的电解电流阈值,编写好w801单片机内部的程序。当需要增大电解作用时,即需要较厚的氧化膜,此时要设定的目标电解电流阈值为较小值。如1a;当需要减小电解作用时,即需要较薄的氧化膜,此时要设定的目标电解电流阈值为较大值,如3a。
17、(3)电流传感器会读取电路中的电流,并且会多次读取,然后w801单片机会将这些数据点求和,再进行平均,由此计算出此时平均电解电流的大小,然后运行程序,即和提前设定好的上下阈值进行比较,从而做出下一步的动作。
18、由于在磨削过程中对电解电流进行了控制,使其稳定在设定的目标附近,这样在磨削过程中电解成膜作用和磨削磨损作用就能达到平衡,从而氧化膜的状态(厚度和致密程度)恒定,保证了磨削过程的稳定进行。
19、与现有技术相比,本发明的有益效果是:利用简单程序控制在电解磨削加工过程中电解的周期性开启和关闭从而控制电解电流的大小。在电流控制中由于占空比和电解电压恒定,因而对电解电流进行采集时,其基准也就没有改变,这就保证了采集的电解电流能与氧化膜的状态相适应。通过电解电流的主动控制就能改变电解作用的强度,使其与磨削作用相适应,维持了在磨削加工过程中电解成膜和磨削磨损的平衡,电解电流的大小和氧化膜的状态也就恒定,从而保证了磨削过程的稳定进行。
- 还没有人留言评论。精彩留言会获得点赞!