一种梅花液泵的装配工艺
本发明涉及液泵,尤其涉及一种梅花液泵的装配工艺。
背景技术:
1、在制冷剂输送领域,传统采用容积泵、转子泵或离心泵进行制冷剂输送。这些常规泵送设备在运行的时候,由于运动部件的磨损,会造成零件表面金属粉末脱落,造成电机烧毁。同时,常规泵在运行时需要有润滑油或润滑剂这些介质。
2、数据中心中的计算机服务器、网络器件和其它设备在工作时产生热量。需要移除该热量,以使数据中心设备正常运行。数据中心的性能受其工作温度的影响,如果没有充分冷却部件,则会影响其工作效率。数据中心通常被组织成一排排机架,这些机架包含生成热量的电子设备。热量能够显著降低数据中心的性能。例如导致请求处理速度缓慢、消耗大量能量并导致部件过早发生故障。
3、但是在数据中心冷却系统里,泵送设备使用的润滑油或润滑剂等介质,存在通过冷却通道流入系统的风险。因此,数据中心冷却系统是一个无油状态;而无润滑的泵送设备内部摩擦副的磨损,影响冷却系统的工作效率和使用寿命。
4、梅花液泵可以很好的解决上述问题,但是梅花液泵在装配时需要对多个孔进行定位才能实现转子的稳定装配,装配工艺较为复杂,难度高,不利于流水线生产。
技术实现思路
1、本发明目的在于针对现有技术所存在的不足而提供一种梅花液泵的装配工艺的技术方案,该装配工艺不仅可以保证多个防转销沿同一方向进行装配,而且可以实现电机轴上的轴承和防转销同步与转子进行装配,降低装配的难度,提高转子的装配精度和稳定性,满足流水线生产要求。
2、为了解决上述技术问题,本发明采用如下技术方案:
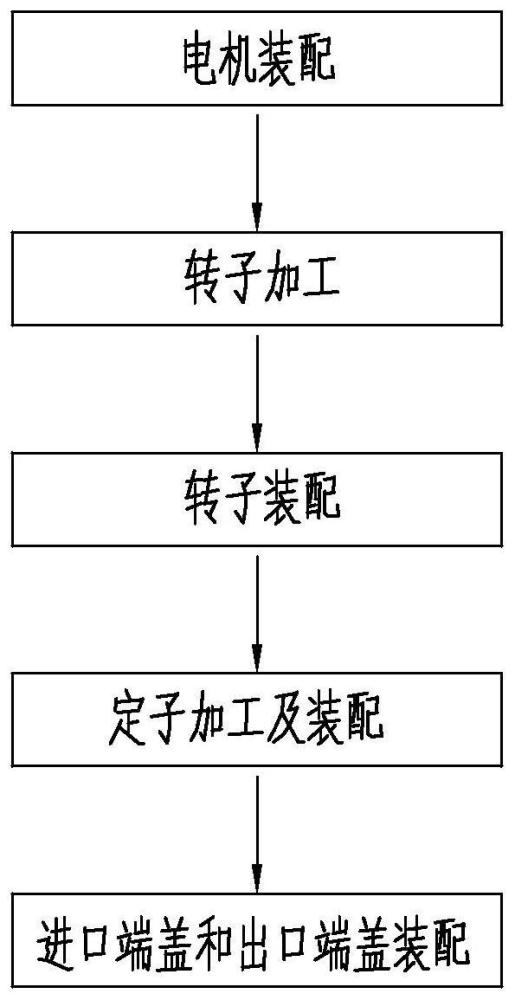
3、一种梅花液泵的装配工艺,其特征在于包括如下步骤:
4、1)电机装配
5、a、首先将电机安装于电机壳内,沿电机壳的一端安装电机盖,并在电机上安装电机轴,电机轴上安装有配重块,沿电机轴远离电机盖的一侧安装轴承,再根据电机壳的尺寸选取支架,将支架安装于电机壳和轴承上,通过螺栓和螺母将电机盖、支架与电机进行固定装配,沿电机壳的外圆周侧面焊接底座;
6、b、然后将电机壳竖向放置,使带有支架的一侧朝上,沿支架上的偏心孔内安装轴承,沿每个轴承的内侧安装偏心块,并在每个偏心块上竖直安装防转销,使防转销带有台阶的一侧插入偏心块内,直至台阶抵住偏心块的端面;
7、2)转子加工
8、a、首先通过浇注成型形成所需的金属本体,沿金属本体上的转盘和转动部外侧面通过注塑成型形成工程塑料层,使工程塑料层粘合于金属本体的外侧面;
9、b、然后沿转盘上开设通孔和定位孔,使通孔与定位孔相互连通,通孔与定位孔的连接处处开设有倒角,并在每个定位孔内嵌入工程塑料环;
10、3)转子装配
11、a、首先将装配好的电机壳竖直放置于第一输送带上,使带有顶推机构的一侧朝上,并输送至装配台上靠近电机壳固定座,通过第一机械臂将电机壳吊装至电机壳固定座的上方,并沿竖直方向下放至电机壳固定座内进行限位;
12、b、然后将加工好的转子放置于第二输送带上,使带有工程塑料环的一侧朝下,并限位于第二输送带上的转子定位块,通过第二输送带将转子输送至装配台上靠近电机壳固定座,通过第二机械臂将转子吊装至电机壳固定座的正上方;
13、c、接着通过推动机构将各个防转销推动至远端,沿电机轴的端部安装支撑轴,使支撑轴贯穿支架,在支撑轴上安装轴承,使轴承抵住支撑轴上的限位环,通过推动机构将支撑轴推动至远端,选取固定环,套设在各个防转销上,再根据设计要求在支架上装配顶推机构;
14、d、最后通过推动机构将一侧的防转销进行限位,同时第二机械臂将转子下放至电机壳内,并使各个防转销的顶端插入相应的工程塑料环内,移除第二机械臂和推动机构,启动压合机构,通过压合机构将转子继续下压,直至防转销的顶端插入通孔内,同时支撑轴通过轴承与转子进行配合,退出压合机构,并在转动部内靠近挡块的一侧安装轴承,在轴承内安装偏心连接轴;
15、4)定子加工及装配
16、a、首先通过浇注成型形成所需的定子,定子的内部形成梅花状腔体,并沿梅花状腔体浇注工程塑料层;
17、b、然后将加工好的定子吊装至电机壳的上方,使定子竖直下放至支架的顶面,保证转子位于梅花状腔体内,通过紧固螺钉将定子与支架进行固定;
18、c、接着根据定子和转子的尺寸加工合适的泵盖板,沿泵盖板的中心安装轴承,同时沿泵盖板上开设出液通道,将泵盖板安装于定子上,并将偏心连接轴的另一端连接于轴承;
19、d、最后根据出液通道的尺寸选取合适的弹簧盖板和截止阀,将截止阀放入相应的出液通道内,并安装弹簧盖板,使截止阀通过弹簧抵住弹簧盖板,安装好后取出电机壳;
20、5)进口端盖和出口端盖装配
21、根据电机壳的尺寸加工合适的进口端盖和出口端盖,进口端盖和出口端盖分别一体成型有进口管和出口管,将进口端盖安装于电机壳上靠近电机盖的一侧,将出口端盖安装于电机壳上靠近定子的一侧。
22、本发明的装配工艺不仅可以保证多个防转销沿同一方向进行装配,而且可以实现电机轴上的轴承和防转销同步与转子进行装配,降低装配的难度,提高转子的装配精度和稳定性。
23、进一步,步骤3)过程a中的第一机械臂包括水平移动架、卷扬机、钩绳和第一驱动组件,卷扬机设于水平移动架上,钩绳连接于卷扬机,第一驱动组件连接水平移动架,第一驱动组件和水平移动架均设于固定架上,固定架通过固定杆连接于装配台;通过卷扬机带动钩绳上下移动,进而可以带动电机壳升降移动,满足吊装要求,第一驱动组件可以带动水平移动架沿固定架来回移动,实现对电机壳的输送要求,固定架的底部设有导槽,水平移动架通过导轮连接于导槽内,提高电机壳输送时的稳定性和可靠性,装配台上可以装配控制箱,控制箱与卷扬机和第一驱动组件电性连接。
24、进一步,第一驱动组件包括第一电机、第一螺杆、第一挡板和第一助推块,第一电机和第一挡板均设于固定架上,第一电机通过第一螺杆连接第一挡板,水平移动架通过第一助推块连接于第一螺杆,通过第一电机带动第一螺杆旋转,进而可以通过第一助推块带动水平移动架移动。
25、进一步,步骤3)过程a中的电机壳固定座设有限位孔和限位槽,限位槽连通限位孔。
26、进一步,步骤3)过程b中的第二机械臂包括第二助推块、立柱、升降臂、悬臂、吸盘和第二驱动组件,装配台的侧面上设有第一导轨和所述第二驱动组件,第二助推块连接于第一导轨和第二驱动组件,立柱固定于第二助推块,升降臂移动连接于立柱,立柱上设有第一气缸,升降臂设有第三助推块,第一气缸通过活塞杆连接第三助推块,升降臂通过悬臂连接吸盘;通过第二驱动组件带动第二助推块沿第一导轨水平移动,可以实现对转子的输送要求,立柱提高了升降臂安装的稳定性和可靠性,通过第一气缸经活塞杆带动第三助推块上下移动,进而可以调节升降臂的高度位置,满足对悬臂和吸盘的高度调节。
27、进一步,第二驱动组件包括第二电机、第二挡板和第二螺杆,第二电机和第二挡板均设于装配台上,第二电机通过第二螺杆连接于第二挡板,通过第二电机带动第二螺杆旋转,可以带动第二助推块来回移动,实现对转子的输送要求。
28、进一步,步骤3)过程c中的推动机构包括支撑板、第三驱动组件、移动座、升降板和伸缩板,支撑板固定于装配台上,移动座通过第二导轨和第三驱动组件移动连接于支撑板,升降板通过第二导杆移动连接于移动座,移动座的两侧设有第三气缸,升降板的两侧设有第五助推块,第三气缸通过活塞杆连接第五助推块,升降板的顶面上设有t形槽,伸缩板上设有t形条,t形条与t形槽相匹配,升降板设有第四气缸,伸缩板设有第六助推块,第四气缸通过活塞杆连接于第六助推块,伸缩板的顶面上设有第五气缸,第五气缸设有推动杆,推动杆的端部设有凹槽;支撑板可以提高整个推动机构的稳定性和可靠性,通过第三驱动组件可以带动移动座沿第二导轨来回移动,实现对不同位置的防转销和支撑轴进行推动,保证防转销和支撑轴达到设计的位置,提高转子装配的精度和可靠性,第三气缸可以经活塞杆带动第五助推块上下移动,进而调节推动杆的高度位置,第二导杆提高了升降板移动时的稳定性和可靠性,第四气缸可以经活塞杆带动第六助推块移动,进而调节伸缩板的水平位置,第五气缸可以调节推动杆的伸出长度,凹槽用于接触防转销和支撑轴的外侧面,便于将防转销和支撑轴推动至所需的位置。
29、进一步,第三驱动组件包括第三电机、第三螺杆、第一导杆、第四助推块和第三挡板,第三电机和第三挡板设于支撑板上,第三电机通过第三螺杆连接于第三挡板,第三电机上固定有第三挡板,相邻两个第三挡板之间设有第一导杆,第四助推块连接于第三螺杆、第一导杆和移动座,通过第三电机可以带动第三螺杆旋转,进而可以带动第四助推块沿着第三螺杆和第一导杆水平移动,实现移动座的水平位置调节,第一导杆提高了第四助推块移动时的稳定性和可靠性。
30、进一步,步骤3)过程c中的顶推机构包括活塞环、垫片弹簧和定位销,转子设有环形槽和销轴孔,定位销的一端连接于销轴孔,定位销的另一端连接于活塞环,垫片弹簧位于活塞环与环形槽之间,活塞环的端面抵住支架,环形槽便于垫片弹簧的安装,防止产生滑动,定位销可以保证活塞环沿轴向移动,并通过垫片弹簧对转子进行张紧,减小转子与定子内壁发生摩擦,活塞环通过o型圈连接于转子。
31、进一步,步骤3)过程d中的压合机构包括固定板、第二气缸、伸缩杆和压合柱,第二气缸设于固定板的顶面上,第二气缸通过伸缩杆连接有压盘,压合柱呈环形分布于压盘的底面上;通过第二气缸经伸缩杆带动压盘上下移动,进而可以带动压合柱对转子进行加压,提高转子装配时的稳定性和可靠性。
32、本发明由于采用了上述技术方案,具有以下有益效果:
33、1、该装配工艺不仅可以保证多个防转销沿同一方向进行装配,而且可以实现电机轴上的轴承和防转销同步与转子进行装配,降低装配的难度,提高转子的装配精度和稳定性,满足流水线生产要求。
34、2、通过卷扬机带动钩绳上下移动,进而可以带动电机壳升降移动,满足吊装要求,第一驱动组件可以带动水平移动架沿固定架来回移动,实现对电机壳的输送要求,固定架的底部设有导槽,水平移动架通过导轮连接于导槽内,提高电机壳输送时的稳定性和可靠性。
35、3、通过第二驱动组件带动第二助推块沿第一导轨水平移动,可以实现对转子的输送要求,立柱提高了升降臂安装的稳定性和可靠性,通过第一气缸经活塞杆带动第三助推块上下移动,进而可以调节升降臂的高度位置,满足对悬臂和吸盘的高度调节,吸盘通过输气管连通外部的供气设备。
36、4、通过第三驱动组件可以带动移动座沿第二导轨来回移动,实现对不同位置的防转销和支撑轴进行推动,保证防转销和支撑轴达到设计的位置,提高转子装配的精度和可靠性,第三气缸可以经活塞杆带动第五助推块上下移动,进而调节推动杆的高度位置,第二导杆提高了升降板移动时的稳定性和可靠性,第四气缸可以经活塞杆带动第六助推块移动,进而调节伸缩板的水平位置,第五气缸可以调节推动杆的伸出长度,凹槽用于接触防转销和支撑轴的外侧面,便于将防转销和支撑轴推动至所需的位置。
- 还没有人留言评论。精彩留言会获得点赞!