用于电动马达的线圈组件的制作方法
本技术涉及一种用于电动马达的线圈组件。
背景技术:
1、例如,线圈组件可以用作电动马达的定子线圈组件。这样的电动马达可以被设置为用于车辆的增压器组件中的涡轮驱动的压缩机的电力辅助装置。替代性地,具有定子线圈组件的增压器组件的压缩机仅由电力驱动,并且不设置用于驱动压缩机的涡轮机。
2、常规的线圈组件包括端侧的绕组区域,这些绕组区域灌封而成,因此绕组区域的导线应当被灌封材料包围。在制造这样的灌封体的过程中,首先使待灌封的绕组区域的导线形成预先给定的形状,以便将它们布置在随后的灌封体内。导线彼此相邻并且在表面区域没有进一步的支持。例如,用双组分灌封料对绕组区域的如此形成的导线(其还被称为绕组)进行灌封,以实现更好的热传递。为此,在不同的过程步骤中对仍未灌封的中间产品进一步进行完备和准备。灌封过程的步骤是在输入热量的情况下进行的,并且包括预热、灌封和固化作为过程步骤。对中间产品的处理、及热量输入会导致各个导线从预成形的绕组区域竖立。这些导线无法再移动到它们的初始位置,因此绕组的形状会发生变化并且已竖立的导线可能会从灌封体中伸出。为了避免这种影响,在常规的线圈组件中使用束线带来固定导线,其中绕组区域例如需要十一或十二个束线带。将束线带手动安装、拉紧、剪下多余部分并且随后将束线带锁定部推压在导线与铁芯之间。束线带与导线一起被灌封。此外,在常规的线圈组件中可以使用圆线或扁平线的捆绑方法来固定绕组区域。
3、在各种文献中示出了固定绕组的方法。de 26 42 291 a1涉及一种内转子-电动马达的制造方法,在该制造方法中,绕组头拱顶设有内侧的笼架和外侧的悬挂的支撑夹。绕组头设有外侧的笼架和内侧的悬挂的支撑夹。gb 1362141示出了对定子结构组件的绕组的固定。wo 2018/043364 a1示出了绝缘件,该绝缘件设置在定子芯上并且布置在绕组上。
技术实现思路
1、所提出的目的是提供一种替代性的线圈组件。
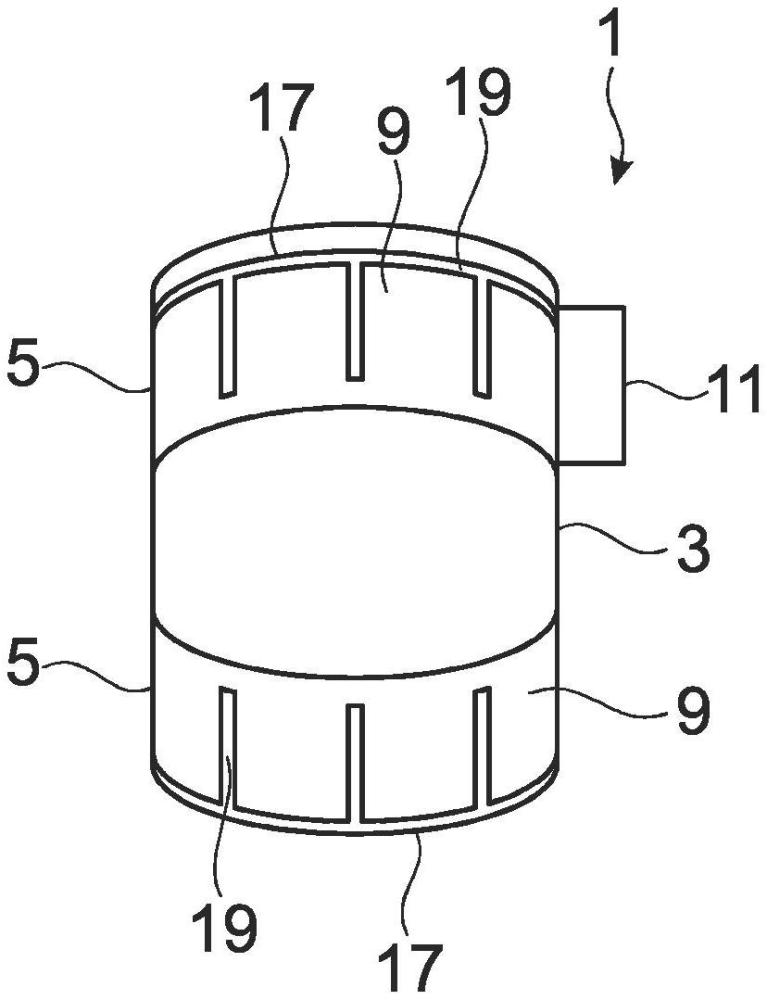
2、该目的通过根据本实用新型的用于电动马达的线圈组件来实现。该线圈组件包括灌封体,该灌封体包括固定笼架,固定笼架的背侧是开放的并且固定笼架具有内侧和外侧,在该内侧与该外侧之间限定有环绕的容纳区域。灌封体包括绕组区域,绕组区域布置在线圈组件的端侧,并且固定笼架被放置到绕组区域的端侧上,使得绕组区域布置在容纳区域中。固定笼架和绕组区域埋入灌封材料中。
3、在该线圈组件中,固定笼架使绕组区域保持其形状并且在制造过程中进行处理期间对其进行保护,并且防止绕组区域的导线在处理和灌封过程中以及由于制造时的温度输入而竖立。在线圈组件制成的情况下,绕组区域的导线的灌封方式为使其在外侧、内侧还有端侧均不突出于灌封体的表面或裸露在外。在该线圈组件中,可以完全或在很大程度上省去束线带。最多可能在灌封体的连接区域中仍需要两个束线带。绕组区域在端侧以及内外侧完全被灌封材料覆盖,从而不会使导线的绝缘层和导热层中断,并且可以在被设计为定子线圈组件的线圈组件的运行过程中排除由这种中断产生的故障风险。
4、绕组区域包括端侧的导线区段或绕组的导线,这些导线在固定笼架的容纳区域内延伸。绕组区域有利地具有环形形状,其中在实施方式中,绕组区域内的导线或导线区段可以具有其他形状并且例如可具有回环或扭曲区域。在实施例中,绕组区域包括集中式或分布式绕组的端侧的被灌封的导线区段。
5、固定笼架具有开放的背侧,以便将其放置到绕组区域上。外侧和内侧为绕组区域的导线限定环绕的容纳区域,这些导线在内侧与外侧之间延伸。在灌封之前,固定笼架被放置到绕组区域上。在制造过程中,固定笼架用于保护和固定绕组区域的导线。
6、内侧和外侧均有穿孔,因此灌封材料可以进入容纳区域以及嵌入绕组区域和固定笼架中。固定笼架可以由细长的连接件结构形成,其足够稳定但是还在很大程度上是开放的,从而不阻碍灌封过程。
7、灌封体构成线圈组件的端侧区域,该端侧区域保护绕组区域的导线。灌封体包括灌封材料,绕组区域连同已放置的固定笼架埋入灌封材料中。灌封材料包围且穿过固定笼架和绕组区域,使得尤其容纳区域被灌封。在实施方式中,固定笼架没有完全被灌封材料包围,而是灌封体的表面区域还可以包括固定笼架的没有被灌封材料覆盖的外露区域。在一些实施方式中,灌封好的绕组区域中的导线在必要时从灌封体的背侧突出。没有导线从灌封体的内侧、外侧以及端侧突出或没有导线在该处构成表面区域。根据所灌封的部件来选择适合的灌封材料。例如,可以考虑双组分灌封料。
8、在实施方式中,容纳区域被设计为环形。容纳区域由圆环形的内侧和圆环形的围绕内侧延伸的外侧限定。内侧和外侧充当内固定环和外固定环。这样的实施方式可以像双冠一样被放置在绕组区域上并且充当固定导线的保护环。在实施方式中,固定笼架为背侧开放的中空环形,其截面例如大体上呈矩形。
9、在实施方式中,灌封体具有被固定笼架的内侧包围的空腔。在定子线圈组件的情况下,空腔构成转子腔,转子布置在该转子腔中并且在其中转动。于是,灌封体有利地具有中空柱状的基本形状。
10、在实施方式中,固定笼架被设计成使得绕组区域的导线被保持在容纳区域内。在制造过程中,固定笼架防止导线由于处理或由于灌封时的温度输入而竖立,因此导线不会从灌封体的内侧、外侧或端侧突出。在灌封过程中,将绕组区域和固定笼架放置在灌封模具中,使得固定笼架在灌封过程中将导线与灌封模具的内壁间隔开并且因此还使导线不会形成灌封体的表面区域。
11、与常规制造相比,具有固定笼架的线圈组件将制造所需的时间减少了约250秒、减少到约50秒。在常规制造中完全可能达到20%的废品率被降低到2%至3%。常规的灌封过程可以通过提供固定笼架来适配;不需要额外的制造工具,尤其对于实际的灌封过程而言也是如此。
12、有利地,固定笼架被设计为一件式的,因此其可以以简单的方式来制造,例如以注塑方法用塑料制造而成。尚未装配的固定笼架能够有利地弹性变形,因此其可以在灌封之前卡到绕组区域上。在将具有已放置的固定笼架的中间产品插入灌封模具的情况下,当固定笼架的外部区域支撑在灌封模具上时,固定笼架可以弹性变形,从而使得在灌封体制成的情况下,此前得到支撑的区域现在作为固定笼架的外露区域与包围这些外露区域的灌封材料的外表面齐平。
13、在实施方式中,固定笼架的内侧和外侧由从固定笼架的端侧顶部区域延伸至背侧的侧面连接件限定。这些连接件将布置在容纳区域中的导线固定在位,并且可以实现在灌封过程中使灌封材料穿过容纳区域。
14、在实施方式中,固定笼架具有环绕的位于内侧的顶部边缘连接件和环绕的位于外侧的顶部边缘连接件。在这些顶部边缘连接件(其有利地具有环形形状并且尤其同心地布置)之间延伸有中间连接件,以使顶部边缘连接件相连接。在实施方式中,侧面连接件从顶部边缘连接件延伸至背侧。细长的杆状连接件可以例如具有圆形、椭圆形或(矩形)多边形的截面。它们可以呈直线或(尤其是中间连接件)弯曲地或以一定角度延伸。这些连接件构成轻巧纤细、但仍稳定的固定笼架,该固定笼架在灌封的过程中不阻碍灌封材料的流动。此外,在制造过程中,利用销形及环形的连接件在绕组区域的绕组线与灌封模具之间产生了期望的间距。
15、在实施方式中,中间连接件径向地延伸,和/或侧面连接件相对于中间连接件成直角或几乎成直角延伸。侧面连接件能够有利地轴向延伸。
16、在实施方式中,在相反的端侧布置有两个灌封体,在这些灌封体中各自灌封有绕组区域和固定笼架。绕组区域布置在线圈组件的相反的端侧区域中。这两个灌封体可以一件式地设计,其中通过中心的灌封区域将它们连接起来,它们共同构成一个整体。这样的线圈组件可以被设计为定子线圈组件,其可以与转子一起形成电动马达。该定子线圈组件例如可以用于车辆的增压器组件。增压器组件可以是排气涡轮增压器或燃料电池组件的增压器。在实施方式中,灌封体中的一个灌封体朝向涡轮机,而另一个灌封体朝向压缩机。存在仅被电力驱动并且不具有涡轮机的替代性实施方式。
- 还没有人留言评论。精彩留言会获得点赞!