油泵机磁钢装配设备及装配方法与流程
本发明属于油泵机装配领域,具体的是油泵机磁钢装配设备及装配方法。
背景技术:
1、如图1所示,油泵电机转子的转子铁芯外周均匀分布有10个沿径向向内凹陷且沿转子轴向贯通的磁钢槽,这些磁钢槽内需要分布装入一片磁钢。组装后,要求各个磁钢片下端面高度差异越小越好。目前生产状况为人工单片组装,操作难度大,难以控制实现上述要求,且生产效率低下,无法实现自动化批量生产。
技术实现思路
1、本发明的目的是提供一种油泵机磁钢装配设备及装配方法,保证装配精度的同时,实现多枚磁钢同时装配到转子铁芯的磁钢槽的目的。
2、本发明采用的技术方案是:油泵机磁钢装配设备,包括压装机构和预装工装,所述预装工装呈中空的圆筒结构,其中空区域为横截面呈圆形的空腔,且其顶端设置有与空腔连通的中心通孔,底端设置有与油泵机转子铁芯的外径相适配的且与空腔连通的敞口;空腔与敞口的过渡处形成水平的支撑台面;
3、沿预装工装环向,在其顶端均匀分布有数个与磁钢适配的磁钢入口和插口;沿径向,所述插口所在圆周位于磁钢入口所在圆周的内侧;
4、所述磁钢入口沿轴向贯通至预装工装的空腔;在插口内沿轴向活动插接有挡片;所述挡片插入空腔后,由挡片的外侧面、空腔的内侧面以及支撑台面包围形成限定磁钢的型腔;
5、在预装工装的侧壁沿环向均匀分布有数个沿轴向贯通底端的槽口,所述槽口沿径向延伸至空腔;
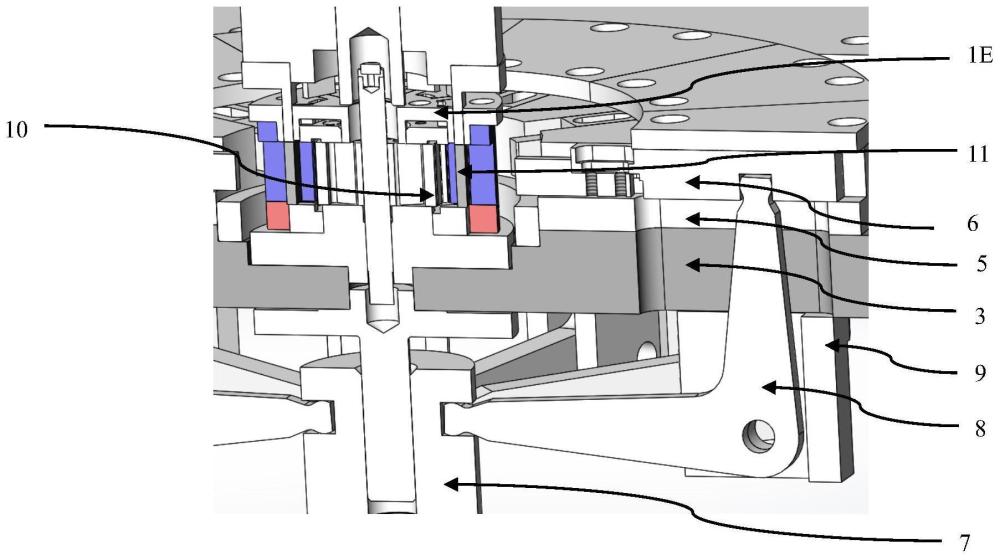
6、所述压装机构包括安装面板、安装底座和导向座;所述安装底座支撑于安装面板上;所述预装工装支撑于安装底座上;所述导向座呈环状,与安装面板同轴支撑于安装面板上;环绕导向座周向在导向座上设置有数个沿导向座径向贯通的导向槽,在导向槽内活动插接有磁钢压条,并设置有驱动磁钢压条同步在导向槽内往返直线运动的驱动机构。
7、进一步的,所述安装底座呈阶梯轴状,沿竖向由上至下依次包括同轴的凸台部和支撑盘部,且凸台部直径小于支撑盘部;
8、所述凸台部的高度与支撑台面到预装工装底面的高度相等;并在安装底座的中心设置有沿纵向贯通的限位通孔。
9、进一步的,在支撑盘部底部设置有与支撑盘部同轴的插接轴部,且插接轴部直径小于支撑盘部;
10、在安装面板中心设置有与支撑盘部适配的凹腔,并在凹腔中心设置有贯通安装面板的与插接轴部适配的通孔,所述插接轴部插接于安装面板的通孔内。
11、进一步的,所述驱动机构包括驱动槽环以及与磁钢压条一一对应的拐臂;
12、所述驱动槽环沿竖向活动设置于安装面板下方,且与安装面板同轴;
13、所述拐臂环绕驱动槽环周向均匀分布于驱动槽环外周;拐臂呈l状,一端安装于驱动槽环,另一端向上连接于磁钢压条,且拐臂的拐弯处铰接于安装面板底部的安装座。
14、进一步的,所述驱动槽环为带有中心孔的轴类件;在驱动槽环与安装面板之间设置有导向杆,所述导向杆一端插接于驱动槽环的中心孔内,另一端安装于安装面板的中心。
15、进一步的,还包括下压机构,所述下压机构沿竖向设置于预装工装上方,包括带有中心通孔的下压块,沿下压块环向均匀分布有数个下压头,所述下压头沿竖向与预装工装的磁钢入口对正。
16、进一步的,所述预装工装包括预装导向圈、导向体和防掉块;
17、所述导向体呈两端贯通的圆筒状,所述槽口设置于导向体的侧壁;
18、所述预装导向圈呈带有中心通孔的圆盘状,所述磁钢入口和插口设置于预装导向圈;
19、所述防掉块设置于导向体的底端,防掉块沿径向向内延伸并突出于导向体,且突出于导向体部分的顶面为所述支撑台面;所述防掉块内表面所在的圆周的直径与油泵机转子铁芯的外径相适配。
20、采用油泵机磁钢装配设备进行的油泵机磁钢装配方法,包括以下步骤:
21、步骤一、将转子铁芯沿竖向放入预装工装的空腔内,使转子铁芯与预装工装同轴;
22、步骤二、将挡片一一对应插入插口内;
23、步骤三、将磁钢插入磁钢入口,并沿竖向向下推磁钢直至磁钢接触预装工装顶面,无法进一步下压为止;
24、步骤四、移出挡片;
25、步骤五、从槽口处沿径向施加推力,将磁钢推入转子铁芯的磁钢槽。
26、油泵机磁钢装配方法,
27、所述挡片的数量与插口数量相等,且各个挡片的顶部经连接环连接成一体成型的整体;
28、所述预装导向圈沿着插口所在的圆周上,均匀分布有与插口等量的插槽,所述插口与插槽间隔分布,且插槽与挡片相适配;
29、步骤四中,首先,沿竖向上提挡片,直至挡片的底端离开预装工装;接着,沿预装工装环向旋转挡片,使挡片对中插槽;最后,下放挡片,使挡片插入插槽内。
30、本发明的有益效果是:本发明公开的油泵机磁钢装配设备,通过预装工装的空腔放入转子铁芯,使得转子铁芯与预装工装同轴,通过数个磁钢入口来放入磁钢到预装工装的空腔,实现了磁钢在预装工装内的定位预装配,利于缩小各个磁钢片下端面高度差,提高质量。通过多个槽口的设置,配合压装机构的作用,实现一次性将多枚磁钢沿着转子铁芯径向同时推入转子铁芯的磁钢槽内,装配效率高。
技术特征:
1.油泵机磁钢装配设备,其特征在于:包括压装机构和预装工装(1),所述预装工装(1)呈中空的圆筒结构,其中空区域为横截面呈圆形的空腔,且其顶端设置有与空腔连通的中心通孔(1a1),底端设置有与油泵机转子铁芯(10)的外径相适配的且与空腔连通的敞口;空腔与敞口的过渡处形成水平的支撑台面;
2.如权利要求1所述的油泵机磁钢装配设备,其特征在于:所述安装底座(4)呈阶梯轴状,沿竖向由上至下依次包括同轴的凸台部(4a)和支撑盘部(4b),且凸台部(4a)直径小于支撑盘部(4b);
3.如权利要求2所述的油泵机磁钢装配设备,其特征在于:在支撑盘部(4b)底部设置有与支撑盘部(4b)同轴的插接轴部(4c),且插接轴部(4c)直径小于支撑盘部(4b);
4.如权利要求1-3任意一项权利要求所述的油泵机磁钢装配设备,其特征在于:所述驱动机构包括驱动槽环(7)以及与磁钢压条(6)一一对应的拐臂(8);
5.如权利要求4所述的油泵机磁钢装配设备,其特征在于:所述驱动槽环(7)为带有中心孔的轴类件;在驱动槽环(7)与安装面板(3)之间设置有导向杆(14),所述导向杆(14)一端插接于驱动槽环(7)的中心孔内,另一端安装于安装面板(3)的中心。
6.如权利要求1-5任意一项权利要求所述的油泵机磁钢装配设备,其特征在于:还包括下压机构(2),所述下压机构(2)沿竖向设置于预装工装(1)上方,包括带有中心通孔的下压块(2b),沿下压块(2b)环向均匀分布有数个下压头(2a),所述下压头(2a)沿竖向与预装工装(1)的磁钢入口(1a2)对正。
7.如权利要求1-6任意一项权利要求所述的油泵机磁钢装配设备,其特征在于:所述预装工装(1)包括预装导向圈(1a)、导向体(1b)和防掉块(1c);
8.采用如权利要求1-7任意一项权利要求所述的油泵机磁钢装配设备进行的油泵机磁钢装配方法,包括以下步骤:
9.如权利要求8所述的油泵机磁钢装配方法,其特征在于:
技术总结
本发明油泵机磁钢装配设备及装配方法,属于油泵机装配领域,目的是保证装配精度的同时,实现多枚磁钢同时装配到磁钢槽。包括压装机构和预装工装,预装工装中部为横截面呈圆形的空腔,底端设置有敞口;空腔与敞口的过渡处形成水平的支撑台面;压装机构的安装底座支撑于安装面板上;预装工装支撑于安装底座上;导向座同轴支撑于安装面板上;环绕导向座设置有数个沿导向座径向贯通的导向槽,在导向槽内有磁钢压条,并设置有驱动磁钢压条同步在导向槽内往返直线运动的驱动机构。通过预装工装对磁钢进行定位,利于缩小各个磁钢片下端面高度差,提高质量。通过压装工装实现将多枚磁钢沿着转子轴径向方向同时推入转子铁芯的磁钢槽内,装配效率高。
技术研发人员:高小兵,周林,童中付,唐永胜,任建国,毛雪峰,吴勇
受保护的技术使用者:成都华川电装有限责任公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!