快针绕丝侧压工艺及专用设备的制作方法
[0001]
本发明涉及led灯丝灯驱动电源连接桩绕丝。灯丝灯是一种发光两极管灯具。
背景技术:
[0002]
中国专利申请号2020102822487快针灯泡引丝自动缠绕装置,披露一种引丝自动缠绕装置。由于所述快针端部最细处的直径也相当于驱动电源电路板宽度的一半,使得连接桩与所述驱动电源的其他部件之间需要保持一段距离以留出空间用于快针进入进行绕丝,这使得所述驱动电源不够紧凑。采用令连接桩偏转一个角度进行绕丝的设计,允许连接桩靠近驱动电源其他零部件,可以制造体积紧凑的驱动电源。
[0003]
中国发明专利申请2018115109541,披露了一种灯泡引丝自动缠绕装置。本发明有参考上述现有技术。
技术实现要素:
[0004]
本发明的目的之一是要提供快针绕丝侧压工艺。
[0005]
本发明的快针绕丝侧压工艺,包括以下准备和工序:准备:夹持机构夹持驱动电源进到工艺工位,驱动电源的两根连接桩分别靠近工件泡壳的两根竖直向上的引丝;工序1:用勾件将两个连接桩拉斜向外,方便快针穿入;工序2:快针套接于连接桩上并旋转将引丝绕在连接桩上;工序3:快针退出;工序4:用剪刀修剪连接桩;工序5:用推棒将连接桩推拢,两个连接桩平行并与电路板之间有一个30~45
°
的倾角。
[0006]
在一个可能的设计中,令连接桩与驱动电源其他元器件之间的最近距离小于等于4毫米。
[0007]
本发明的目的之二是要提供一种驱动电源绕丝侧压专用设备。
[0008]
本发明实现此目的的技术方案:制造一台快针绕丝侧压专用设备,执行上述快针绕丝侧压工艺,所述专用设备包括主旋转平台、一个夹持机构、一个快针总成、一个勾件、一把剪刀和一根推棒。快针总成包括一副两组、对称布置于驱动电源两侧的快针机构;快针机构包括一支快针;快针包括一个v型槽和一个与v型槽连接或者与v型槽一体制作的弯道;弯道内刚好容纳一个绕有引丝的灯丝灯驱动电源的连接桩;快针采用步进电机驱动,其状态能够被精密控制。
[0009]
执行上述工艺:包括:工序1:用勾件将两个连接桩拉斜向外,方便快针穿入;工序2:快针套接于连接桩上并旋转将引丝绕在连接桩上;工序3:快针退出;工序4:用剪刀修剪连接桩;
工序5:用推棒将连接桩推拢,两个连接桩平行并与电路板之间有一个30~45
°
的倾角。
[0010]
在一个可能的设计中,令连接桩与驱动电源其他元器件之间的最近距离小于等于4毫米。
[0011]
在一个可能的设计中,推棒包括一个成形表面。
[0012]
有益效果:本发明的快针绕丝侧压工艺及专用设备,提供一种在紧贴驱动电源其他部件的连接桩上绕丝的解决方案。本发明驱动电源绕丝侧压工艺及其专用设备为机械化生产体积更小的灯丝灯提供了条件。最后的压拢工序使得连接桩更为收敛平服,也不容易与灯头短路。推棒采用侧压成形表面,能够得到一致性好、成形质量更好的对连接桩的推拢效果。
附图说明
[0013]
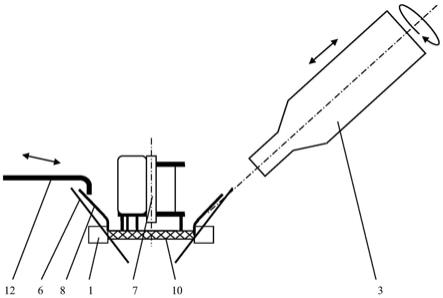
图1是放大的图2的i-i向视图,并给出所述连接桩和引丝的相对位置;图2是一个绕丝的快针正视图;图3是一个工序2起始时的工作状态图;图4是一个工序2的工作状态图;图5是一个工序4末了的工作状态图;图6是一个绕丝的快针在工序5末了的工作状态图;图7和图8分别是一个所述驱动电源的上视图和右视图;——为简洁起见,图3~6中未画出主旋转平台和工件泡壳。需要时可参考现有技术包括专利申请号2020102822487的文件;——快针总成包括一副两组快针机构,对称布置于图1中粗点划线两侧,图3~6中另一侧内容有所省略。
[0014]
图中1 夹持机构;2快针机构;3快针;4v型槽;5弯道;6引丝;7驱动电源;8连接桩;9剪刀;10推棒;11电路板;12其他电气元器件;13勾件;14成形表面。
具体实施方式
[0015]
图1~8 给出实施例1。
[0016]
实施例1,制造一台快针绕丝侧压专用设备,执行上述快针绕丝侧压工艺,所述专用设备包括主旋转平台、夹持机构1、快针总成、勾件13、剪刀9和推棒10。主旋转平台上呈圆周状均布若干个工件工位,各工件工位上连接工件泡壳。快针总成包括一副两组、对称布置于驱动电源两侧的快针机构2;快针机构包括一支快针3;快针包括一个v型槽4和一个与v型槽连接或者与v型槽一体制作的弯道5。弯道5内刚好容纳一个绕有引丝6的灯丝灯驱动电源7的连接桩8。快针采用步进电机驱动,其状态能够被精密控制。
[0017]
快针绕丝侧压专用设备实施快针绕丝侧压工艺的过程:准备:夹持机构1夹持驱动电源7将其套装在旋转到位的工件泡壳正上方,并下沉进到工艺工位;驱动电源的两根连接桩8竖直向上分立两旁。驱动电源下沉时工件泡壳的两根竖直向上的引丝6被挤向两边如图1所示;后道工序将推斜或者板斜驱动电源的两根连接桩8使之与引丝平行和靠拢。
[0018]
工序1:用勾件13将两个连接桩8拉斜向外,方便快针穿入;如图3所示。
[0019]
由于连接桩8被拉斜,使得快针3在紧靠驱动电源其他电气元器件12的连接桩8上绕丝时与驱动电源7不干涉冲突。连接桩8靠近驱动电源7的其他电气元器件12意味着整个驱动电源7的体积更为紧凑。
[0020]
工序2:快针套接于连接桩上并旋转将引丝6缠绕在连接桩8上,如图4所示。
[0021]
工序3:快针3退出。此时快针的状态与图3中的相同。
[0022]
工序4:用剪刀修剪连接桩8;如图5所示。
[0023]
工序5:用推棒10将修剪后的连接桩8压拢;令两个连接桩8平行并与电路板11之间有一个30~45
°
的倾角。如图6~8所示。
[0024]
推棒10包括一个成形表面14,推棒在推压连接桩时限定连接桩的最终形态和空间位置,得到所需要的压拢效果。成形表面可以通过多次试验来确定具体参数。
[0025]
在一个可能的设计中,令连接桩8与驱动电源其他元器件12之间的最近距离小于等于4毫米。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1