一种集成灶控制器外壳结构的制作方法
[0001]
本实用新型属于集成灶技术领域,尤其涉及一种集成灶控制器外壳结构。
背景技术:
[0002]
集成灶是运用微空气动力学原理,采用深井下排或侧吸下排,下排风产生流体负压区的原理,让油烟往下吸走,再也看不到油烟四处升腾的现象,油烟吸净率达95%以上。集成灶是一种一体的厨房电器,集成灶控制器能够将吸油烟机、燃气灶、消毒柜等功能完美地融合为一体,实现各项功能地最大化使用效率,通过微控制单元的控制,可用触摸开关来实现集成灶的各个功能,集成灶的工作状态可实时的显示在oled屏上,全自动化地智能控制,真正实现人们追求绿色环保型高档厨房电器产品的要求。集成灶控制机需要设置外壳以便方便安装在集成灶中,现有的集成灶外壳不方便拆装,使用不便,容易损坏线,且不方便固定线,导致线与控制器之间容易产生松动,影响控制器使用。
技术实现要素:
[0003]
本实用新型目的在于解决现有技术中存在的上述技术问题,提供一种集成灶控制器外壳结构,能够方便控制器拆装,拆装快速便捷,能够防止线损坏,方便连接外壳和集成灶之间的连接,连接效果好。
[0004]
为了解决上述技术问题,本实用新型采用如下技术方案:
[0005]
一种集成灶控制器外壳结构,其特征在于:包括连接外壳、连接框和控制器,连接外壳设于连接框中,控制器设于连接外壳中,连接外壳设有固定机构、卡线机构和穿线孔,固定机构卡紧控制器,卡线机构与穿线孔的位置相对应,连接框设有固定块,连接外壳设有连接板,连接板卡于固定块中,连接框设有导线框,导线框与连接框滑动连接,导线框卡于穿线孔中。连接外壳和连接框之间可拆卸,方便连接外壳的安装。连接框固定在集成灶中,能够方便连接外壳的定位和固定,固定块和连接板的配合,能够方便连接外壳在连接框上的定位,提升连接框和连接外壳的连接效果。固定机构方便控制器的拆装,在需要对控制器设置更新是能够拆卸下来,使用更加方便,且安装更加方便,固定效果好。卡线机构能够卡紧进入连接外壳的与控制器连接的线,能够避免线与控制器之间的连接出现松动、脱落,影响控制器的使用。导线框外侧使用弧形结构,能够防止连接控制器的线与连接框、穿线孔摩擦损坏,起到对线的保护作用。
[0006]
进一步,固定机构包括固定壳、卡条和导向套,卡条设于导向套中,卡条与导向套滑动连接,导向套设有齿轮,卡条设有齿条,齿轮与齿条相啮合,齿轮设有棘轮,棘轮与齿轮同轴转动,导向套设有止回卡爪和止回弹簧,止回弹簧驱使止回卡爪卡于棘轮上。卡条呈倒“l”型,方便卡紧控制器,利用齿轮、齿条止回卡爪、止回弹簧和棘轮实现了卡条的卡紧,卡条只能下压而不能上移,保证了卡条的卡紧效果,避免控制器松动。利用棘轮结构的卡条卡紧控制器方便,便于控制器的固定,且固定效果好,使用方便。
[0007]
进一步,导向套设有滑杆,固定壳设有滑套,滑杆设于滑套中,滑杆与滑套滑动连
接,滑杆与滑套上套设有拉簧,拉簧的一端与导向套固定连接,拉簧的另一端与固定壳固定连接,固定壳设有导向块,导向块设于滑套的下方。导向块和滑杆、滑套的组合,能够使得卡条下压后前移卡紧控制器,而在上移解除卡紧时,通过拉簧带动后移,使得卡条不会阻挡在控制器上方,方便控制器的拆除。滑套滑杆和导向块能够对滑套的移动以及卡条的移动起到导向作用,使得卡条和滑套移动平滑、运动准确,提高使用寿命。
[0008]
进一步,卡条设有定位条,控制器设有定位槽,定位条卡于定位槽中,卡条设有橡胶片。定位条能够对控制器起到限位作用,提高控制器的卡紧效果,同时能够提高卡条的强度,使得卡条不易变形,提高卡条的卡紧效果,橡胶片能够增大卡条与控制器之间的摩擦,提高卡紧效果,同时,由于棘轮机构的原因,卡条不能在任意位置卡紧固定,即使棘轮的齿口设计的很小,仍不能实现无级调节,利用橡胶片的弹性结构,提高使得卡条能够压紧在控制器上,实现对控制器的卡紧,弥补了棘轮机构的缺陷,提升了卡条的卡紧效果。
[0009]
进一步,卡线机构包括防尘组件和压线组件,防尘组件包括固定条、压条和防尘块,固定条设有卡杆,防尘块设有第一固定孔,第一固定孔套设于卡杆上,压条设有第二固定孔,第二固定孔套设于卡杆上,防尘块的顶部和底部均设有半圆槽,上下两块相邻的防尘块之间形成通孔,固定条设有第一凸起部,第一凸起部与半圆槽相匹配,压条设有第二凸起部,第二凸起部与半圆槽相匹配。防尘组件设置在穿线孔处,能够防止灰尘等异物进入连接外壳,卡杆和防尘块能够根据线的数量灵活设置,在不需要设置线的地方,可以封堵半圆槽形成的通孔,也可以采用未设置半圆槽的防尘块来防尘,设置灵活,防尘效果好,且能够对线起到一定的固定效果,压条设置在防尘块上方,连接外壳的盖板盖上时,能够顶压压条,实现防尘块的固定。
[0010]
进一步,压线组件包括压线座、压线绳和卡钩,压线座设有弧形槽,弧形槽的两端设有穿绳孔,压线绳设于穿绳孔中,压线绳的两端设有固定环,固定环卡于卡钩上,压线座设有压杆,压杆压紧压线绳,压杆与压线座滑动连接,压线座设有卡槽,压杆与卡槽相匹配。利用压线组件实现对线的固定,压线绳有弹性,能够更好的固定好线,固定环和卡钩的的配合,方便了压线绳的收紧,压杆能够进一步收紧压线绳,提高固定效果,避免线和控制器之间出现松动。
[0011]
进一步,连接外壳设有锁块,锁块设有锁孔,连接框设有锁紧机构,锁紧机构包括第一锁杆、第二锁杆和锁紧壳,第一锁杆和第二锁杆均设于锁紧壳中,第一锁杆和第二锁杆均与锁紧壳滑动连接,第一锁杆与锁紧壳之间设有第一弹簧,第一弹簧驱使第一锁杆从锁孔中弹出,第一锁杆设有锁紧槽,第二锁杆与锁紧壳之间设有第二弹簧,第二弹簧驱使第二锁杆卡于锁紧槽中,第二锁杆限位第一锁杆。通过锁紧机构锁紧在锁块,实现连接外壳在连接框上的固定,且固定方便,固定效果好,只需要将第一锁杆压入锁孔中即可完成对连接外壳的锁紧固定。利用第一弹簧和第二锁杆使得拆卸连接外壳格外方便,下压第二锁杆,第一弹簧带动第一锁杆回弹,解除对锁块的锁定。
[0012]
一种集成灶控制器外壳结构的制造方法,其特征在于:
[0013]
a、连接外壳与连接框制造:
[0014]
根据图纸预定尺寸切割不锈钢板,在不锈钢板上冲孔形成穿线孔,之后将不锈钢板拼接成连接外壳并焊接,焊接完成以后,对连接外壳进行抛光处理,之后根据图纸预定尺寸切割不锈钢条,在焊接时,不锈钢条环绕在链接外壳的外侧,不锈钢条焊接形成连接外
框,然后连接板固定在连接外框上点焊即可,之后再将固定块卡在连接外框上,在固定块与连接外框上点焊,之后将锁块和锁紧机构位置确定后相互卡紧并点焊,分离连接框和连接外壳,将连接板焊接牢固,将固定块焊接牢固,将锁块和锁紧机构焊接牢固。连接外壳和连接框一同制造,能够提高连接外壳和连接框的匹配程度,保证连接外壳和连接框的连接效果,提高连接外壳和连接框的精度。锁紧机构单独购买,节约生产制造时间,提高生产效率。焊接过程中先采用点焊确定位置,而后再焊接牢固,能够条部件之间的焊接效果,保证部件之间的焊接精度,不易出现焊歪焊偏的情况。
[0015]
b、固定机构加工:
[0016]
固定机构的原材料加工处理,之后再拼接加工。固定机构加工,方便后续组装。
[0017]
c、卡线机构加工:
[0018]
防尘组件和压线组件的加工处理。
[0019]
d、整体组装:对加工完成的各部件进行组装拼接,先将控制器设置在连接外壳的预定位置处并卡紧,之后将固定机构卡在控制器上,点焊固定机构与连接外壳的连接处,之后松开固定机构,取出控制器,再将固定机构焊接牢固,然后将防尘组件和压线组件卡好并用螺钉固定连接。对连接外壳整体组装,提高固定机构、防尘组件和压线组件的安装精度,提高安装效果。
[0020]
e、整体检查:对组装完成的部件的质量和连接效果进行检查,确保安装质量。
[0021]
进一步,步骤b固定机构加工的详细步骤为:不锈钢板按照图纸尺寸切割,将卡条和导向套分别焊接,之后卡条切削加工出齿条,将齿轮和棘轮卡在导向套上,并将卡条插入,齿轮和棘轮能正常转动,则将将滑杆焊接在导向套上,将滑套焊接在固定壳的不锈钢板上,将导向块焊接在固定壳的不锈钢板上,之后在滑套上套上拉簧,并将拉簧的两端分别固定在固定壳的不锈钢板和滑套上,再将固定壳的不锈钢板拼接起来并焊接固定形成固定壳,最后在卡条上粘上橡胶片。先加工滑套,之后固定滑套,最后焊接固定壳,能够方便滑套在固定壳中的安装,先焊接固定壳则会导致滑套安装进固定壳中困难,安装精度低,易影响卡紧机构的使用,通过上述安装步骤安装,能够提高滑套的安装精度,方便滑套的安装,节约安装时间,提高安装效率。
[0022]
进一步,步骤c卡线机构加工的详细步骤为:
[0023]
1)防尘组件加工:固定条和压条切割,之后切削出第一凸起部和第二凸起部,并对固定条和压条冲孔,将卡杆切割出来,再将卡杆卡入固定条的孔中并焊接固定。在固定条中冲孔,能够提高卡杆在固定条上的安装精度,方便防尘块在卡杆上滑动,防尘块采用塑料材质,批量采购。
[0024]
2)卡线组件加工:压线座长度切割,之后切削出弧形槽、用于压杆滑动的槽,并在弧形槽两端冲孔形成穿绳孔,再将卡钩焊接在压线座上,将压线绳穿过穿绳孔,并将压线绳两端与固定环连接。卡线组件加工,将压线绳穿完穿绳孔后再连接固定环,能够方便压线绳和固定环的连接,便于卡线组件的连接。
[0025]
本实用新型由于采用了上述技术方案,具有以下有益效果:
[0026]
本实用新型在使用时,先将控制器置于连接外壳中,之后下压卡条,定位条卡入定位槽中,卡条卡紧控制器,之后将连接外壳卡入已经与集成灶连接的连接框中,滑动导线框卡入穿线孔,按压第一锁杆锁紧锁块,再将需要与控制器连接的线穿过导线框,穿过压线绳
和压线槽之间,之后卡入防尘块,将穿过的线一个一个卡好,用多余的防尘块填补穿线孔的空隙,之后将线与控制器连接,再将压线绳收紧,在卡杆上压上压条,盖上连接外壳的盖板即可。本实用新型能够方便控制器拆装,拆装快速便捷,能够防止线损坏,方便连接外壳和集成灶之间的连接,连接效果好。
[0027]
本实用新型采用a、连接外壳与连接框制造;b、固定机构加工;c、卡线机构加工;d、整体组装;e、整体检查;共五个步骤制造集成灶控制器外壳结构,简化制造步骤,节约制造所需时间,提高制造效率,提高集成灶控制器外壳结构的安装精度,提高连接外壳和连接框的连接效果,提高集成灶控制器外壳结构的质量。
附图说明
[0028]
下面结合附图对本实用新型作进一步说明:
[0029]
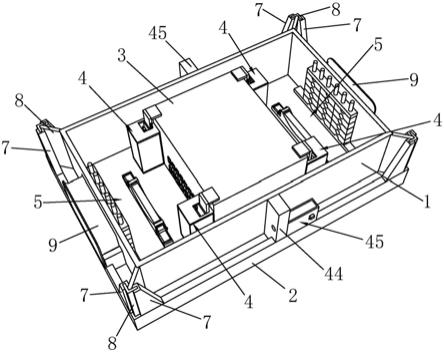
图1为本实用新型一种集成灶控制器外壳结构的结构示意图;
[0030]
图2为本实用新型中连接框的结构示意图;
[0031]
图3为本实用新型中连接外壳的结构示意图;
[0032]
图4为本实用新型中压线组件的结构示意图;
[0033]
图5为本实用新型中卡条抬升的结构示意图;
[0034]
图6为本实用新型中卡条下压的结构示意图;
[0035]
图7为本实用新型中锁紧机构锁紧的结构示意图;
[0036]
图8为本实用新型中锁紧机构解除锁定的结构示意图;
[0037]
图9为本实用新型中防尘组件的结构示意图。
[0038]
图中,1-连接外壳;2-连接框;3-控制器;4-固定机构;5-卡线机构;7
-ꢀ
固定块;8-连接板;9-导线框;10-固定壳;11-卡条;12-导向套;13-齿轮; 14-齿条;15-棘轮;16-止回卡爪;17-止回弹簧;18-滑杆;19-滑套;20-拉簧; 21-导向块;22-定位条;23-定位槽;24-橡胶片;25-防尘组件;26-压线组件; 27-固定条;28-压条;29-防尘块;30-卡杆;31-第一固定孔;32-第二固定孔; 33-半圆槽;34-第一凸起部;35-第二凸起部;36-压线座;37-压线绳;38-卡钩;39-弧形槽;40-穿绳孔;41-固定环;42-压杆;43-卡槽;44-锁块;45
-ꢀ
锁紧机构;46-第一锁杆;47-第二锁杆;48-锁紧壳;49-第一弹簧;50-锁紧槽; 51-第二弹簧;52-锁孔。
具体实施方式
[0039]
如图1至图9所示,为本实用新型一种集成灶控制器外壳结构,包括连接外壳1、连接框2和控制器3,连接外壳1设于连接框2中,控制器3设于连接外壳1中,连接外壳1设有固定机构4、卡线机构5和穿线孔,固定机构4卡紧控制器3,卡线机构5与穿线孔的位置相对应,连接框2设有固定块7,连接外壳1设有连接板8,连接板8卡于固定块7中,连接框2设有导线框9,导线框 9与连接框2滑动连接,导线框9卡于穿线孔中。连接外壳1和连接框2之间可拆卸,方便连接外壳1的安装。连接框2固定在集成灶中,能够方便连接外壳1 的定位和固定,固定块7和连接板8的配合,能够方便连接外壳1在连接框2 上的定位,提升连接框2和连接外壳1的连接效果。固定机构4方便控制器3 的拆装,在需要对控制器3设置更新是能够拆卸下来,使用更加方便,且安装更加方便,固定效果好。卡线机构5能够卡紧进入连接外壳1的与控制器3连接的线,能够避免线与控制器3之间的连接出现松动、脱落,影响控制器3的使
用。导线框9外侧使用弧形结构,能够防止连接控制器3的线与连接框2、穿线孔摩擦损坏,起到对线的保护作用。
[0040]
固定机构4包括固定壳10、卡条11和导向套12,卡条11设于导向套12 中,卡条11与导向套12滑动连接,导向套12设有齿轮13,卡条11设有齿条 14,齿轮13与齿条14相啮合,齿轮13设有棘轮15,棘轮15与齿轮13同轴转动,导向套12设有止回卡爪16和止回弹簧17,止回弹簧17驱使止回卡爪16 卡于棘轮15上。卡条11呈倒“l”型,方便卡紧控制器3,利用齿轮13、齿条 14止回卡爪16、止回弹簧17和棘轮15实现了卡条11的卡紧,卡条11只能下压而不能上移,保证了卡条11的卡紧效果,避免控制器3松动。利用棘轮15 结构的卡条11卡紧控制器3方便,便于控制器3的固定,且固定效果好,使用方便。
[0041]
导向套12设有滑杆18,固定壳10设有滑套19,滑杆18设于滑套19中,滑杆18与滑套19滑动连接,滑杆18与滑套19上套设有拉簧20,拉簧20的一端与导向套12固定连接,拉簧20的另一端与固定壳10固定连接,固定壳10 设有导向块21,导向块21设于滑套19的下方。导向块21和滑杆18、滑套19 的组合,能够使得卡条11下压后前移卡紧控制器3,而在上移解除卡紧时,通过拉簧20带动后移,使得卡条11不会阻挡在控制器3上方,方便控制器3的拆除。
[0042]
卡条11设有定位条22,控制器3设有定位槽,定位条22卡于定位槽中,卡条11设有橡胶片24。定位条22能够对控制器3起到限位作用,提高控制器 3的卡紧效果,同时能够提高卡条11的强度,使得卡条11不易变形,提高卡条 11的卡紧效果,橡胶片24能够增大卡条11与控制器3之间的摩擦,提高卡紧效果,同时,由于棘轮15机构的原因,卡条11不能在任意位置卡紧固定,即使棘轮15的齿口设计的很小,仍不能实现无级调节,利用橡胶片24的弹性结构,提高使得卡条11能够压紧在控制器3上,实现对控制器3的卡紧,弥补了棘轮15机构的缺陷,提升了卡条11的卡紧效果。
[0043]
卡线机构5包括防尘组件25和压线组件26,防尘组件25包括固定条27、压条28和防尘块29,固定条27设有卡杆30,防尘块29设有第一固定孔,第一固定孔套设于卡杆30上,压条28设有第二固定孔,第二固定孔套设于卡杆 30上,防尘块29的顶部和底部均设有半圆槽33,上下两块相邻的防尘块29之间形成通孔,固定条27设有第一凸起部34,第一凸起部34与半圆槽33相匹配,压条28设有第二凸起部35,第二凸起部35与半圆槽33相匹配。防尘组件25 设置在穿线孔处,能够防止灰尘等异物进入连接外壳1,卡杆30和防尘块29能够根据线的数量灵活设置,在不需要设置线的地方,可以封堵半圆槽33形成的通孔,也可以采用未设置半圆槽33的防尘块29来防尘,设置灵活,防尘效果好,且能够对线起到一定的固定效果,压条28设置在防尘块29上方,连接外壳1的盖板盖上时,能够顶压压条28,实现防尘块29的固定。
[0044]
压线组件26包括压线座36、压线绳37和卡钩38,压线座36设有弧形槽 39,弧形槽39的两端设有穿绳孔40,压线绳37设于穿绳孔40中,压线绳37 的两端设有固定环41,固定环41卡于卡钩38上,压线座36设有压杆42,压杆42压紧压线绳37,压杆42与压线座36滑动连接,压线座36设有卡槽43,压杆42与卡槽43相匹配。利用压线组件26实现对线的固定,压线绳37有弹性,能够更好的固定好线,固定环41和卡钩38的的配合,方便了压线绳37的收紧,压杆42能够进一步收紧压线绳37,提高固定效果,避免线和控制器3之间出现松动。
[0045]
连接外壳1设有锁块44,锁块44设有锁孔52,连接框2设有锁紧机构45,锁紧机构45包括第一锁杆46、第二锁杆47和锁紧壳48,第一锁杆46和第二锁杆47均设于锁紧壳48中,第一锁杆46和第二锁杆47均与锁紧壳48滑动连接,第一锁杆46与锁紧壳48之间设有第一弹簧
49,第一弹簧49驱使第一锁杆 46从锁孔52中弹出,第一锁杆46设有锁紧槽50,第二锁杆47与锁紧壳48之间设有第二弹簧51,第二弹簧51驱使第二锁杆47卡于锁紧槽50中,第二锁杆 47限位第一锁杆46。通过锁紧机构45锁紧在锁块44,实现连接外壳1在连接框2上的固定,且固定方便,固定效果好,只需要将第一锁杆46压入锁孔52 中即可完成对连接外壳1的锁紧固定。利用第一弹簧49和第二锁杆47使得拆卸连接外壳1格外方便,下压第二锁杆47,第一弹簧49带动第一锁杆46回弹,解除对锁块44的锁定。
[0046]
一种集成灶控制器外壳结构的制造方法,其特征在于:
[0047]
a、连接外壳1与连接框2制造:
[0048]
根据图纸预定尺寸切割不锈钢板,在不锈钢板上冲孔形成穿线孔,之后将不锈钢板拼接成连接外壳1并焊接,焊接完成以后,对连接外壳1进行抛光处理,之后根据图纸预定尺寸切割不锈钢条,在焊接时,不锈钢条环绕在链接外壳的外侧,不锈钢条焊接形成连接外框,然后连接板8固定在连接外框上点焊即可,之后再将固定块7卡在连接外框上,在固定块7与连接外框上点焊,之后将锁块44和锁紧机构45位置确定后相互卡紧并点焊,分离连接框2和连接外壳1,将连接板8焊接牢固,将固定块7焊接牢固,将锁块44和锁紧机构45 焊接牢固。连接外壳1和连接框2一同制造,能够提高连接外壳1和连接框2 的匹配程度,保证连接外壳1和连接框2的连接效果,提高连接外壳1和连接框2的精度。锁紧机构45单独购买,节约生产制造时间,提高生产效率。焊接过程中先采用点焊确定位置,而后再焊接牢固,能够条部件之间的焊接效果,保证部件之间的焊接精度,不易出现焊歪焊偏的情况。
[0049]
b、固定机构4加工:
[0050]
固定机构4的原材料加工处理,之后再拼接加工。固定机构4加工,方便后续组装。
[0051]
c、卡线机构5加工:
[0052]
防尘组件25和压线组件26的加工处理。
[0053]
d、整体组装:对加工完成的各部件进行组装拼接,先将控制器3设置在连接外壳1的预定位置处并卡紧,之后将固定机构4卡在控制器3上,点焊固定机构4与连接外壳1的连接处,之后松开固定机构4,取出控制器3,再将固定机构4焊接牢固,然后将防尘组件25和压线组件26卡好并用螺钉固定连接。对连接外壳1整体组装,提高固定机构4、防尘组件25和压线组件26的安装精度,提高安装效果。
[0054]
e、整体检查:对组装完成的部件的质量和连接效果进行检查,确保安装质量。
[0055]
步骤b固定机构4加工的详细步骤为:不锈钢板按照图纸尺寸切割,将卡条11和导向套12分别焊接,之后卡条11切削加工出齿条14,将齿轮13和棘轮15卡在导向套12上,并将卡条11插入,齿轮13和棘轮15能正常转动,则将将滑杆18焊接在导向套12上,将滑套19焊接在固定壳10的不锈钢板上,将导向块21焊接在固定壳10的不锈钢板上,之后在滑套19上套上拉簧20,并将拉簧20的两端分别固定在固定壳10的不锈钢板和滑套19上,再将固定壳10 的不锈钢板拼接起来并焊接固定形成固定壳10,最后在卡条11上粘上橡胶片 24。先加工滑套19,之后固定滑套19,最后焊接固定壳10,能够方便滑套19 在固定壳10中的安装,先焊接固定壳10则会导致滑套19安装进固定壳10中困难,安装精度低,易影响卡紧机构的使用,通过上述安装步骤安装,能够提高滑套19的安装精度,方便滑套19的安装,节约安装时间,提高安装效率。
[0056]
步骤c卡线机构5加工的详细步骤为:
[0057]
1)防尘组件25加工:固定条27和压条28切割,之后切削出第一凸起部 34和第二凸起部35,并对固定条27和压条28冲孔,将卡杆30切割出来,再将卡杆30卡入固定条27的孔中并焊接固定。在固定条27中冲孔,能够提高卡杆30在固定条27上的安装精度,方便防尘块29在卡杆30上滑动,防尘块29 采用塑料材质,批量采购。
[0058]
2)卡线组件加工:压线座36长度切割,之后切削出弧形槽39、用于压杆 42滑动的槽,并在弧形槽39两端冲孔形成穿绳孔40,再将卡钩38焊接在压线座36上,将压线绳37穿过穿绳孔40,并将压线绳37两端与固定环41连接。卡线组件加工,将压线绳37穿完穿绳孔40后再连接固定环41,能够方便压线绳37和固定环41的连接,便于卡线组件的连接。
[0059]
本实用新型在使用时,先将控制器3置于连接外壳1中,之后下压卡条11,定位条22卡入定位槽中,卡条11卡紧控制器3,之后将连接外壳1卡入已经与集成灶连接的连接框2中,滑动导线框9卡入穿线孔,按压第一锁杆46锁紧锁块44,再将需要与控制器3连接的线穿过导线框9,穿过压线绳37和压线槽之间,之后卡入防尘块29,将穿过的线一个一个卡好,用多余的防尘块29填补穿线孔的空隙,之后将线与控制器3连接,再将压线绳37收紧,在卡杆30上压上压条28,盖上连接外壳1的盖板即可。本实用新型能够方便控制器3拆装,拆装快速便捷,能够防止线损坏,方便连接外壳1和集成灶之间的连接,连接效果好。
[0060]
本实用新型采用a、连接外壳1与连接框2制造;b、固定机构4加工;c、卡线机构5加工;d、整体组装;e、整体检查;共五个步骤制造集成灶控制器外壳结构,简化制造步骤,节约制造所需时间,提高制造效率,提高集成灶控制器外壳结构的安装精度,提高连接外壳1和连接框2的连接效果,提高集成灶控制器外壳结构的质量。
[0061]
以上仅为本实用新型的具体实施例,但本实用新型的技术特征并不局限于此。任何以本实用新型为基础,为解决基本相同的技术问题,实现基本相同的技术效果,所作出的简单变化、等同替换或者修饰等,皆涵盖于本实用新型的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1