一种HDI线路板真空填孔工艺及其设备的制作方法
一种hdi线路板真空填孔工艺及其设备
技术领域
1.本发明涉及hdi线路板生产设备技术领域,尤其涉及一种hdi线路板真空填孔工艺及其设备。
背景技术:
2.hd i是高密度互连英文的缩写,是生产印刷电路板的一种技术,使用微盲埋孔技术的一种线路分布密度比较高的电路板,hdi专为小容量用户设计的紧凑型产品,它采用模块化可并联设计,一个模块容量1000va(高度1u),自然冷却,可以直接放入19”机架,最大可并联6个模块,该产品采用全数字信号处理(dsp)技术和多项专利技术,具有全范围适应负载能力和较强的短时过载能力,可以不考虑负载功率因数和峰值因数。
3.而在hdi线路板的生产过程中有一个步骤是进行电镀填孔,通常采用电镀池配合电镀装置进行电镀沉铜,是的铜沉积在板上孔内,现有的hdi线路板沉铜设备虽然能够完成沉铜工作,但是存在着一下问题;
4.1、在沉铜结束是需要将线路板浸入清洗池进行清洗,现有的电镀设备在电镀结束便直接将板材浸入到清洗池内清洗,而这样会携带较多的电镀液离开电镀池,从而造成电镀液的浪费,同时较多的电镀液会进入到清洗池内,从而降低了清洗液的使用时长;
5.2、现有的hdi线路板的沉铜设备在沉铜以及清洗结束后通常是将板材直接放置在设备的末端,进而通过人工将板材搬运到传送带上进行下一道工序的加工,不具备自动将线路板放置在传送带上的功能。
6.因此,有必要提供一种新的hdi线路板真空填孔工艺及其设备解决上述技术问题。
技术实现要素:
7.为解决上述技术问题,本发明提供一种hdi线路板真空填孔工艺及其设备。
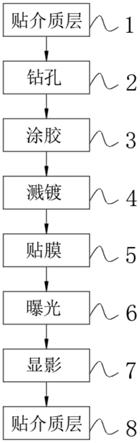
8.本发明提供的一种hdi线路板真空填孔工艺,包括:
9.s1、贴介质层:首先在hdi电路板上制作一介质层;
10.s2、钻孔:获取所述盲孔的尺寸参数,根据所述盲孔的尺寸参数设定,在hdi电路板上钻盲孔;
11.s3、除胶:用除胶药水去除钻孔产生的胶渣和油污;
12.s4、溅镀:在hdi电路板表面溅镀拉伸性能优于铜的基底金属9~500nm,然后再溅镀铜90~900m,去除溅镀铜的表面氧化层;
13.s5、贴膜:在hdi电路板表面压设绝缘干膜;
14.s6、曝光:制作与该hdi电路板盲孔与电镀夹具夹点位置对应的菲林图,将菲林图对位并贴紧在绝缘干膜表面,对不需要电镀上铜位置的绝缘干膜进行曝光;
15.s7、显影:用显影液冲洗hdi电路板进行显影,将显影后的hdi电路板水洗后进行干燥;
16.s8、电镀:然后对需要电镀的hdi电路板面进行选择性进行沉铜电镀。
17.本发明还提供一种用于hdi线路板真空填孔工艺的设备,包括池体、电镀池、清洗池、移动工作架、线性电机、第一气缸、升降横板、转动杆、末端连接板、夹具、驱动甩干机构、侧边底板、传送带和自动下料机构,所述池体由电镀池和清洗池组成,所述移动工作架滑动连接在池体的顶部,两个所述线性电机对称固定在池体上端的两侧,且线性电机的动端与移动工作架的底部固定,两个所述第一气缸对称固定在移动工作架的上端,所述升降横板固定在两个第一气缸的输出端,且升降横板与移动工作架的内壁滑动连接,所述转动杆通过轴承等距转动连接在升降横板的中部,且转动杆设置有若干个,所述末端连接板固定在转动杆的底部,且末端连接板的底部安装有夹具,所述驱动甩干机构转动连接在升降横板的顶部,用于驱动转动杆转动从而将pcb板上的残留液体甩干,所述侧边底板设置在池体的一端,所述传送带安装在侧边底板的顶部,且传送带位置与转动杆的位置一一对应,所述自动下料机构安装在池体靠近传送带的一侧,用于在加工完pcb板后自动进行下料。
18.优选的,所述池体的顶部对称固定有第一滑轨,所述移动工作架通过第一滑槽与第一滑轨的外壁滑动连接。
19.优选的,所述升降横板的两端对称固定有滑条,所述移动工作架的内壁对称固定有第二滑轨,所述滑条与第二滑轨的外壁滑动连接。
20.优选的,所述移动工作架上端的两侧均对称固定有加固条。
21.优选的,所述驱动甩干机构包括连接轴、伺服电机、主动锥齿轮和从动锥齿轮,所述连接轴通过轴承转动连接在升降横板上表面的中部,所述伺服电机固定在升降横板顶部的一侧,且连接轴靠近伺服电机的一端与伺服电机的输出端固定,所述主动锥齿轮固定在连接轴的外壁,且主动锥齿轮的位置与转动杆相对应,所述从动锥齿轮固定在转动杆的顶部,且从动锥齿轮与主动锥齿轮啮合连接。
22.优选的,所述升降横板的底部等距固定有支撑套,所述转动杆与支撑套的内壁转动连接。
23.优选的,所述自动下料机构包括回转杆、扭力弹簧、载板条、挡板、连接盘、连接环、齿轮环、棘齿、弹片、换向齿轮和齿条,所述回转杆通过轴承转动连接在池体靠近传送带的一侧,两个所述扭力弹簧对称固定在回转杆的两端,且扭力弹簧远离回转杆的一端环绕回转杆并与池体的外壁固定,所述回转杆外壁的一侧对称等距固定有载板条,所述挡板固定在池体靠近载板条的一侧,且靠近挡板一侧的载板条与挡板的表面挤压接触,两个所述连接盘对称固定在回转杆的两端,所述连接环通过轴承转动连接在连接盘的内壁,所述齿轮环固定在连接环远离连接盘的一端,所述棘齿等距固定在齿轮环的内壁,所述弹片对称固定在回转杆的两端,且弹片与棘齿相配合,两个所述换向齿轮通过轴销对称转动连接在池体靠近齿轮环的一侧,且换向齿轮与齿轮环啮合连接,所述齿条固定在线性电机的动端,且齿条与换向齿轮啮合连接。
24.优选的,所述侧边底板顶部的一侧固定有立板,所述立板的顶部通过滑孔滑动连接有滑动杆,所述滑动杆的顶部固定有压力传感器,所述压力传感器与回转杆上的一个载板条的位置相对应,所述滑动杆外壁的下端固定有第二弹簧,所述第二弹簧的顶部与立板的外壁固定。
25.优选的,所述电镀池的内壁对称滑动连接有闭合板,且两个闭合板相互配合,所述电镀池内壁的中部对称固定有第二气缸,所述第二气缸的伸出端与闭合板固定,所述电镀
池内壁的顶部固定有真空泵,且真空泵的进气端与电镀池相连通。
26.与相关技术相比较,本发明提供的hdi线路板真空填孔工艺及其设备具有如下有益效果:
27.1、本发明通过设置的驱动甩干机构能够在电镀结束以及清洗结束自动对线路板进行甩干工作,从而能够避免电镀液过多的掺入到清洗液,从而既降低了电镀液流失的速度也延长了清洗液的使用时间。
28.2、本发明在线路板沉铜工作以及清洗工作结束后能够自动将线路板输送到传送带上,从而能够便于线路板进入到下一道工序进行加工,相对于传统的线路板沉铜电镀设备而言,不需要人工进行搬运,从而极大的提高了生产效率,也节省了人力。
附图说明
29.图1为本发明的工艺示意图;
30.图2为本发明的设备整体结构示意图;
31.图3为本发明的a处放大图;
32.图4为本发明的传送带位置结构示意图;
33.图5为本发明的b处放大图;
34.图6为本发明的自动下料机构结构示意图之一;
35.图7为本发明的c处放大图;
36.图8为本发明的自动下料机构结构示意图之二;
37.图9为本发明的d处放大图;
38.图10为本发明的线性电机位置结构示意图;
39.图11为本发明的e处放大图。
40.图中标号:1、池体;101、电镀池;102、清洗池;2、移动工作架;3、线性电机;4、第一气缸;5、升降横板;6、转动杆;7、末端连接板;71、夹具;8、驱动甩干机构;81、连接轴;82、伺服电机;83、主动锥齿轮;84、从动锥齿轮;9、侧边底板;10、传送带;11、自动下料机构;111、回转杆;112、扭力弹簧;113、载板条;114、挡板;115、连接盘;116、连接环;117、齿轮环;118、棘齿;119、弹片;1110、换向齿轮;1111、齿条;12、第一滑轨;13、滑条;14、第二滑轨;15、加固条;16、支撑套;17、立板;18、滑动杆;19、压力传感器;20、第二弹簧;21、闭合板;22、第二气缸;23、真空泵。
具体实施方式
41.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
42.以下结合具体实施例对本发明的具体实现进行详细描述。
43.请参阅图1,本发明实施例提供的一种hdi线路板真空填孔工艺,包括:
44.s1、贴介质层:首先在hdi电路板上制作一介质层;
45.s2、钻孔:获取所述盲孔的尺寸参数,根据所述盲孔的尺寸参数设定,在hdi电路板上钻盲孔;
46.s3、除胶:用除胶药水去除钻孔产生的胶渣和油污;
47.s4、溅镀:在hdi电路板表面溅镀拉伸性能优于铜的基底金属9~500nm,然后再溅镀铜90~900m,去除溅镀铜的表面氧化层;
48.s5、贴膜:在hdi电路板表面压设绝缘干膜;
49.s6、曝光:制作与该hdi电路板盲孔与电镀夹具夹点位置对应的菲林图,将菲林图对位并贴紧在绝缘干膜表面,对不需要电镀上铜位置的绝缘干膜进行曝光;
50.s7、显影:用显影液冲洗hdi电路板进行显影,将显影后的hdi电路板水洗后进行干燥;
51.s8、电镀:然后对需要电镀的hdi电路板面进行选择性进行沉铜电镀。
52.请参阅图2、图3和图4本发明还提供一种用于hdi线路板真空填孔工艺的设备,包括池体1、电镀池101、清洗池102、移动工作架2、线性电机3、第一气缸4、升降横板5、转动杆6、末端连接板7、夹具71、驱动甩干机构8、侧边底板9、传送带10和自动下料机构11,所述池体1由电镀池101和清洗池102组成,所述移动工作架2滑动连接在池体1的顶部,两个所述线性电机3对称固定在池体1上端的两侧,且线性电机3的动端与移动工作架2的底部固定,两个所述第一气缸4对称固定在移动工作架2的上端,所述升降横板5固定在两个第一气缸4的输出端,且升降横板5与移动工作架2的内壁滑动连接,所述转动杆6通过轴承等距转动连接在升降横板5的中部,且转动杆6设置有若干个,所述末端连接板7固定在转动杆6的底部,且末端连接板7的底部安装有夹具71,所述驱动甩干机构8转动连接在升降横板5的顶部,用于驱动转动杆6转动从而将pcb板上的残留液体甩干,所述侧边底板9设置在池体1的一端,所述传送带10安装在侧边底板9的顶部,且传送带10位置与转动杆6的位置一一对应,所述自动下料机构11安装在池体1靠近传送带10的一侧,用于在加工完pcb板后自动进行下料。
53.请参阅图2,所述池体1的顶部对称固定有第一滑轨12,所述移动工作架2通过第一滑槽与第一滑轨12的外壁滑动连接,能够便于移动工作架2滑动。
54.请参阅图3,所述升降横板5的两端对称固定有滑条13,所述移动工作架2的内壁对称固定有第二滑轨14,所述滑条13与第二滑轨14的外壁滑动连接,能够便于升降横板5上下滑动。
55.请参阅图2,所述移动工作架2上端的两侧均对称固定有加固条15,能够提高移动工作架2的强度。
56.请参阅图4和图5,所述驱动甩干机构8包括连接轴81、伺服电机82、主动锥齿轮83和从动锥齿轮84,所述连接轴81通过轴承转动连接在升降横板5上表面的中部,所述伺服电机82固定在升降横板5顶部的一侧,且连接轴81靠近伺服电机82的一端与伺服电机82的输出端固定,所述主动锥齿轮83固定在连接轴81的外壁,且主动锥齿轮83的位置与转动杆6相对应,所述从动锥齿轮84固定在转动杆6的顶部,且从动锥齿轮84与主动锥齿轮83啮合连接。
57.需要说明的是,通过设置的驱动甩干机构8能够在电镀结束以及清洗结束自动对线路板进行甩干工作,从而能够避免电镀液过多的掺入到清洗液,从而既降低了电镀液流失的速度也延长了清洗液的使用时间。
58.请参阅图3,所述升降横板5的底部等距固定有支撑套16,所述转动杆6与支撑套16的内壁转动连接,能够提高转动杆6与升降横板5连接的稳定性。
59.请参阅图6、图7、图8、图9、图10和图11,所述自动下料机构11包括回转杆111、扭力弹簧112、载板条113、挡板114、连接盘115、连接环116、齿轮环117、棘齿118、弹片119、换向齿轮1110和齿条1111,所述回转杆111通过轴承转动连接在池体1靠近传送带10的一侧,两个所述扭力弹簧112对称固定在回转杆111的两端,且扭力弹簧112远离回转杆111的一端环绕回转杆111并与池体1的外壁固定,所述回转杆111外壁的一侧对称等距固定有载板条113,所述挡板114固定在池体1靠近载板条113的一侧,且靠近挡板114一侧的载板条113与挡板114的表面挤压接触,两个所述连接盘115对称固定在回转杆111的两端,所述连接环116通过轴承转动连接在连接盘115的内壁,所述齿轮环117固定在连接环116远离连接盘115的一端,所述棘齿118等距固定在齿轮环117的内壁,所述弹片119对称固定在回转杆111的两端,且弹片119与棘齿118相配合,两个所述换向齿轮1110通过轴销对称转动连接在池体1靠近齿轮环117的一侧,且换向齿轮1110与齿轮环117啮合连接,所述齿条1111固定在线性电机3的动端,且齿条1111与换向齿轮1110啮合连接。
60.需要说明的是,本发明在线路板沉铜工作以及清洗工作结束后能够自动将线路板输送到传送带10上,从而能够便于线路板进入到下一道工序进行加工,相对于传统的线路板沉铜电镀设备而言,不需要人工进行搬运,从而极大的提高了生产效率,也节省了人力。
61.请参阅图9,所述侧边底板9顶部的一侧固定有立板17,所述立板17的顶部通过滑孔滑动连接有滑动杆18,所述滑动杆18的顶部固定有压力传感器19,所述压力传感器19与回转杆111上的一个载板条113的位置相对应,所述滑动杆18外壁的下端固定有第二弹簧20,所述第二弹簧20的顶部与立板17的外壁固定。
62.需要说明的是,在移动工作架2向池体1远离传送带10的一侧滑动时,能够带动回转杆111向靠近传送带10的一侧翻转,直至带动回转杆111转动90度时,此时回转杆111上的一个载板条113能够与压力传感器19的表面接触,进而压力传感器19感受到压力,见信号传递给控制器,通过控制器控制线性电机3停止工作,同时驱动传送带10工作,从而能够将板材输送出去,在板材输送出去后线性电机3在此开始工作,而传送带10停止工作。
63.请参阅图2,所述电镀池101的内壁对称滑动连接有闭合板21,且两个闭合板21相互配合,所述电镀池101内壁的中部对称固定有第二气缸22,所述第二气缸22的伸出端与闭合板21固定,所述电镀池101内壁的顶部固定有真空泵23,且真空泵23的进气端与电镀池101相连通,用于在进行电镀沉铜工作的时候将电镀池101内的电镀区域封闭起来并进行抽真空工作。
64.本发明提供的hdi线路板真空填孔工艺及其设备的工作原理如下:
65.使用的时候,通过将线路板夹持在夹具71上,进而驱动线性电机3带动移动工作架2向传送带10的一侧滑动,至线路板到达电镀池101中部的正上方时,通过驱动第一气缸4伸出,从而能够推动线路板进入到电镀液内,当电路板进入到沉铜液内后,通过驱动两个第二气缸22同时伸出,从而带动两个闭合板21同时闭合,进而驱动真空泵23对电镀池101内进行抽真空工作,抽真空结束对线路板进行沉铜工作,沉铜结束后驱动两个第二气缸22同时收回带动闭合板21打开,进而驱动第一气缸4收回,带动线路板向上移动,至移动至一定距离后,驱动伺服电机82转动,从而带动连接轴81转动,进而带动主动锥齿轮83转动,进而带动从动锥齿轮84转动,从而能够带动转动杆6转动,进而能够电动线路板甩动,进而在离心力的作用下能够将其表面的电镀液甩下来,直至甩干后停止伺服电机82转动,进而驱动第一
气缸4完全收回,再次驱动线性电机3带动移动工作架2移动,直至线路板到达清洗池102的上方后,驱动第一气缸4伸出使得线路板进入到清洗液内进行侵清洗,清洗结束驱动第一气缸4收回,至线路板全部从清洗液内移出后驱动伺服电机82转动,从而带动线路板转动将清洗液甩干,甩干后再次驱动移动工作架2向靠近传送带10的一侧移动,直至移动至第一滑轨12的末端,而移动的过程中齿条1111能够拨动换向齿轮1110转动,进而带动齿轮环117转动,但是此时棘齿118从弹片119的表面划过,不能够带动回转杆111转动,直至移动工作架2到达池体1的最端部后,进而驱动第一气缸4伸出,从而将线路板插入到两侧的载板条113之间,进而驱动夹具71松开,使得线路板落到回转杆111的表面,且通过载板条113对板材进行支撑,进而驱动第一气缸4全部收回,进而驱动线性电机3带动移动工作架2向进料方向移动,此时齿条1111拨动换向齿轮1110转动,最终通过棘齿118和弹片119的设计能够带动回转杆111转动,从而带动载板条113转动,直至一个载板条113与压力传感器19的表面接触(此时回转杆111刚好转动90度),进而压力传感器19将信号传递给控制器,通过控制器控制线性电机3停止工作,同时驱动传送带10工作,而在回转杆111转动90度时,此时线路板能够与传送带10的表面接触,进而在传送带10的带动下能够将线路板输送出去,且在加工的时候将线路板下一加工工序所用设备的进料端的传送带10设置在本设备的传送带10的末端,进而线路板能够直接进入到下一道工序进行加工,线路板下料结束后驱动线性电机3继续带动移动工作架2移动,直至齿条1111与换向齿轮1110分离,进入在扭力弹簧112回弹力的作用下能够带动回转杆111回转,直至载板条113再次递进在挡板114上,从而完成线路板的沉铜工作的全部流程,重复上述流程完成后续线路板的加工;
66.本发明能够避免电镀液过多的掺入到清洗液,从而既降低了电镀液流失的速度也延长了清洗液的使用时间,且在线路板沉铜工作以及清洗工作结束后能够自动将线路板输送到传送带10上,从而能够便于线路板进入到下一道工序进行加工,相对于传统的线路板沉铜电镀设备而言,不需要人工进行搬运,从而极大的提高了生产效率,也节省了人力。
67.本发明中涉及的电路以及控制均为现有技术,在此不进行过多赘述。
68.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1