组装治具的制作方法
1.本实用新型涉及加工模具技术领域,尤其涉及一种组装治具。
背景技术:
2.当两个及以上的待安装组件进行组装固定特别是粘接时,由于缺少基准对位,组装会出现偏差,导致待安装组件之间间隙较大,进行粘接时由于缺少压合动作,无法确保待安装组件之间是否粘接牢固,存在脱落的风险。
3.以灯板的组装为例,通常led灯板是使用pcb板作为基板,然后将rgb芯片固晶在pcb板正面,pcb板背面打孔,用于打件铜柱,最后通过螺钉连接铜柱将灯板固定在塑框上。目前使用玻璃板作为基板打件,由于背面无法进行打孔,因此通过双面胶进行塑框与灯板的连接,但由于缺少基准对位,组装会出现偏差,导致灯板与塑框之间间隙较大,双面胶连接时由于缺少压合动作,无法确保灯板与塑框之间是否粘接牢固,会存在脱落的风险。
4.因此,如何在组装过程中保证待组装部件之间粘接牢固是亟需解决的问题。
技术实现要素:
5.鉴于上述现有技术的不足,本技术的目的在于提供一种组装治具,旨在解决现有技术中组装过程中待组装部件之间粘接不牢固的问题。
6.一种组装治具,包括:第一压板,第一压板具有用于容纳至少一个待组装部件的第一容纳槽;第二压板,第二压板具有用于容纳至少另一个待组装部件的第二容纳槽,第一压板与第二压板可开合地设置以围成封闭或打开的容置腔;抽气组件,抽气组件与容置腔连通,以对容置腔抽气使容置腔内的多个待组装部件贴合设置。
7.上述组装治具通过设置第一压板和第二压板,第一压板具有用于容纳至少一个待组装部件的第一容纳槽,第二压板具有用于容纳至少另一个待组装部件的第二容纳槽,第一压板与第二压板可开合地设置以围成封闭或打开的容置腔,从而将多个待组装部件压合在一起完成粘接,在此基础上,通过设置抽气组件,抽气组件与容置腔连通以对容置腔抽气,使得容置腔内的多个待组装部件之间贴合更加紧密,粘接更加牢固,有效解决了现有技术中组装过程中待组装部件之间粘接不牢固的问题。
8.可选地,抽气组件与第一压板或者第二压板可拆卸地连接。这样抽气组件在使用时与第一压板或者第二压板连接,使用完成后能够及时与第一压板或者第二压板断开连接,使用方便快捷,也方便抽气组件的存放。
9.可选地,抽气组件通过第一压板或者第二压板与容置腔连通。抽气组件只通过一个压板与容置腔连通,使得容置腔内的空气被抽向一个方向,促使容置腔内的多个待组装部件之间紧密贴合,保证粘接的牢固性。
10.可选地,抽气组件包括至少一个连接管,第一压板开设有至少一个连接孔,连接孔与第一容纳槽连通,连接管与连接孔连通;或者第二压板开设有至少一个连接孔,连接孔与第二容纳槽连通,连接管与连接孔连通。这样在其中一个压板上开设连接孔,使得连接管通
过连接孔与容纳槽连通,不会对待组装部件放置在容纳槽内造成阻碍或干涉。
11.可选地,第一容纳槽包括多个第一容纳区域,第二容纳槽包括多个第二容纳区域,连接孔为多个,多个连接孔分别与多个第一容纳区域或者多个第二容纳区域连通,连接管分别与多个连接孔连通。通过将容纳槽设置为多个容纳区域,使得一次操作能够同时对多组待组装部件进行压合抽气,大大提高了工作效率,多个连接孔分别与多个容纳区域连通,使得抽气组件能够单独对每组待组装部件进行抽气,使得整个容置腔内抽气均匀,进而使得每组待组装部件之间贴合均匀,粘接效果更好。
12.可选地,第一容纳区域和第二容纳区域的大小相同。这样使得每组第一容纳区域和第二容纳区域都能沿边沿抵接扣合,形成独立的容纳空间,从而将一组待组装部件容纳在内,使得抽气组件能够单独对每组待组装部件进行抽气,使得整个容置腔内抽气均匀,进而使得每组待组装部件之间贴合均匀,粘接效果更好。
13.可选地,第一压板与第二压板可翻转地连接;或者第一压板可升降地与第二压板连接。可翻转地连接和可升降地连接均能使得第一压板与第二压板之间开合方便快捷,同时能够利用重力对待组装部件进行压合,节省力气。
14.可选地,组装治具还包括:支撑座,支撑座设置在第二压板的一侧边缘;转动轴,转动轴的一端与支撑座转动连接,第一压板包括凸块,转动轴的另一端与凸块转动连接,以使第一压板与第二压板可翻转地连接。可翻转地连接能够使得第一压板与第二压板之间开合方便快捷,同时能够利用重力对待组装部件进行压合,节省力气。
15.可选地,组装治具还包括压合件,压合件设置在第二压板且具有避让位置和压合位置,当压合件位于避让位置时,压合件避让第一压板的运动路径以使第一压板能够与第二压板闭合,当压合件从避让位置切换为压合位置时,压合件将第一压板压合在第二压板上。通过设置压合件,在压合件在第一压板与第二压板之间闭合后进一步将两者压合,进而使得容置腔内的多个待组装部件之间贴合更加紧密,保证粘接的牢固性。
16.可选地,第一压板包括至少一个第一定位结构,第一定位结构位于第一容纳槽的外侧,第二压板具有至少一个第二定位结构,第二定位结构与第一定位结构对应配合,当第一压板与第二压板闭合时,第一定位结构与第二定位结构定位止挡。通过设置第一定位结构和第二定位结构,两者对应配合,使得第一压板与第二压板在闭合时具有对准定位参照,避免待安装部件贴合后产生较大间隙,保证组装精度。
17.可选地,当第一容纳槽和第二容纳槽中的待组装部件均为多个时,第一容纳槽包括多个第一容纳区域,多个待组装部件分别容纳在多个第一容纳区域内;第二容纳槽包括多个第二容纳区域,多个待组装部件分别容纳在多个第二容纳区域内,第一容纳区域和第二容纳区域的大小相同。通过将容纳槽设置为多个容纳区域,使得一次操作能够同时对多组待组装部件进行压合抽气,大大提高了组装效率。
附图说明
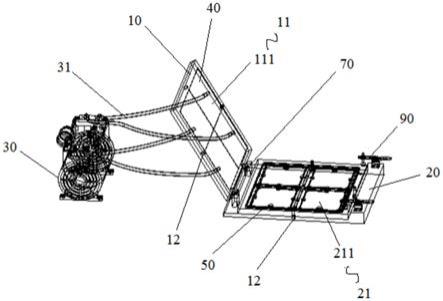
18.图1为根据本实用新型一种实施例中的组装治具容置待组装部件的结构示意图;
19.图2为根据本实用新型一种实施例中的组装治具未容置待组装部件的结构示意图;
20.图3为图2中的a处的放大图;
21.图4为根据本实用新型一种实施例中的压合件的结构示意图。
22.附图标记说明:
23.10
‑
第一压板;11
‑
第一容纳槽;111
‑
第一容纳区域;12
‑
第一定位结构;13
‑
凸块;20
‑
第二压板;21
‑
第二容纳槽;211
‑
第二容纳区域;22
‑
第二定位结构;30
‑
抽气组件;31
‑
连接管;40
‑
灯板;50
‑
塑框;60
‑
连接孔;70
‑
支撑座;80
‑
转动轴;90
‑
压合件;91
‑
基座;92
‑
把手;93
‑
悬臂;94
‑
压杆;95
‑
移动紧固块。
具体实施方式
24.为了便于理解本技术,下面将参照相关附图对本技术进行更全面的描述。附图中给出了本技术的较佳实施方式。但是,本技术可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本技术的公开内容理解的更加透彻全面。
25.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术。
26.正如背景技术部分所描述的,现有技术中存在组装过程中待组装部件之间粘接不牢固的问题。
27.基于此,本技术希望提供一种能够解决上述技术问题的方案,其详细内容将在后续实施例中得以阐述。如图1至图2所示,组装治具包括第一压板10、第二压板20和抽气组件30。第一压板10具有用于容纳至少一个待组装部件的第一容纳槽11。第二压板20具有用于容纳至少另一个待组装部件的第二容纳槽21,第一压板10与第二压板20可开合地设置以围成封闭或打开的容置腔。抽气组件30与容置腔连通,以对容置腔抽气使容置腔内的多个待组装部件贴合设置。
28.通过设置第一压板10和第二压板20,第一压板10具有用于容纳至少一个待组装部件的第一容纳槽11,第二压板20具有用于容纳至少另一个待组装部件的第二容纳槽21,第一压板10与第二压板20可开合地设置以围成封闭或打开的容置腔,从而将多个待组装部件压合在一起完成粘接,在此基础上,通过设置抽气组件30,抽气组件30与容置腔连通以对容置腔抽气,使得容置腔内的多个待组装部件之间贴合更加紧密,粘接更加牢固。
29.在本实施例中,组装治具可以作为灯板组装治具。具体的,待组装部件为两个,两个待组装部件分别为灯板40和塑框50,组装治具用于将灯板40和塑框50组装紧固。具体的,灯板40容置在第一容纳槽11内。塑框50容置在第二容纳槽21内。灯板40或塑框50上放置有双面胶,第一压板10与第二压板20闭合后,带动灯板40和塑框50互相靠近贴合,从而粘接在一起。抽气组件30对容置腔进行抽气,使得灯板40和塑框50之间贴合更加紧密,粘接更加牢固。
30.在本实施例中,抽气组件30与第一压板10可拆卸地连接。这样抽气组件30在使用时与第一压板10连接,使用完成后能够及时与第一压板10断开连接,使用方便快捷,也方便抽气组件30的存放。当然,也可以是抽气组件30与第二压板20可拆卸地连接,具有同样的技术效果,可以根据实际需求进行选择。
31.在本实施例中,抽气组件30通过第一压板10与容置腔连通。这样抽气组件30只通
过第一压板10与容置腔连通,使得容置腔内的空气被抽向一个方向,促使容置腔内的灯板40和塑框50之间紧密贴合,保证粘接的牢固性。当然,也可以是抽气组件30通过第二压板20与容置腔连通,具有同样的技术效果,可以根据实际需求进行选择。
32.如图1至图2所示,抽气组件30包括至少一个连接管31。第一压板10开设有至少一个连接孔60。连接孔60与第一容纳槽11连通。连接管31与连接孔60连通。这样在其中一个压板上开设连接孔60,使得连接管31通过连接孔60与容纳槽连通,不会对灯板40放置在第一容纳槽11或塑框50放置在第二容纳槽21内造成阻碍或干涉。当然,也可以是第二压板20开设有至少一个连接孔60,连接孔60与第二容纳槽21连通,连接管31与连接孔60连通,具有同样的技术效果,可以根据实际需求进行选择。
33.在本实施例中,抽气组件30为真空泵。
34.在本实施例中,组装治具的闭合过程为第一压板10朝向第二压板20移动。当然,也可以是第二压板20朝向第一压板10移动,具有同样的技术效果,可以根据实际需求进行选择。
35.具体的,当第一压板10与第二压板20闭合之前,打开抽气组件30对第一容纳槽11进行抽真空,以使灯板40吸附在第一容纳槽11的底部,从而防止第一压板10与第二压板20闭合的过程中灯板40掉落。
36.如图1至图2所示,当第一容纳槽11和第二容纳槽21中的待组装部件均为多个时,第一容纳槽11包括多个第一容纳区域111,多个待组装部件分别容纳在多个第一容纳区域111内。第二容纳槽21包括多个第二容纳区域211,多个待组装部件分别容纳在多个第二容纳区域211内。多个第一容纳区域111和多个第二容纳区域211一一对应设置。连接孔60为多个,多个连接孔60分别与多个第一容纳区域111连通。具体的,灯板40和塑框50均为多个。多个灯板40和多个塑框50之间一一对应设置。多个灯板40分别容纳在多个第一容纳区域111内。多个塑框50分别容纳在多个第二容纳区域211内。连接管31为多个,多个连接管31分别与多个连接孔60连通。通过将容纳槽设置为多个容纳区域,使得一次操作能够同时对多组待组装部件进行压合抽气,大大提高了工作效率,多个连接孔60分别与多个容纳区域连通,使得抽气组件30能够单独对每组灯板40和塑框50进行抽气,使得整个容置腔内抽气均匀,进而使得每组灯板40和塑框50之间贴合均匀,粘接效果更好。当然,也可以是多个连接孔60分别容纳在多个第二容纳区域211内,具有同样的技术效果,可以根据实际需求进行选择。
37.在本实施例中,第一容纳区域111和第二容纳区域211的大小相同。这样每个第一容纳区域111和第二容纳区域211之间能够形成小的容置腔,使得抽气组件30能够单独对每组灯板40和塑框50进行抽气,使得整个容置腔内抽气均匀,进而使得每组灯板40和塑框50之间贴合均匀,粘接效果更好。
38.在本实施例中,第一压板10与第二压板20可翻转地连接。可翻转地连接和可升降地连接均能使得第一压板与第二压板之间开合方便快捷,同时能够利用重力对待组装部件进行压合,节省力气。
39.在一个未示出的实施例中,第一压板10可升降地与第二压板20连接。
40.如图1至图3所示,组装治具还包括支撑座70和转动轴80。支撑座70设置在第二压板20的一侧边缘。转动轴80的一端与支撑座70转动连接。第一压板10包括凸块13,转动轴80的另一端与凸块13转动连接,以使第一压板10与第二压板20可翻转地连接。具体的,支撑座
70为两个,两个支撑座70间隔设置在第二压板20的一侧边缘。转动轴80为两个,两个转动轴80的一端分别与两个支撑座70转动连接。第一压板10包括凸块13,凸块13伸入两个支撑座70之间。两个转动轴80的另一端分别与凸块13的两端转动连接,以使第一压板10与第二压板20可翻转地连接。可翻转地连接能够使得第一压板10与第二压板20之间开合方便快捷,同时能够利用重力对灯板40和塑框50进行压合,节省力气。
41.如图1所示,组装治具还包括压合件90。压合件90设置在第二压板20且具有避让位置和压合位置,当压合件90位于避让位置时,压合件90避让第一压板10的运动路径以使第一压板10能够与第二压板20闭合,当压合件90从避让位置切换为压合位置时,压合件90将第一压板10压合在第二压板20上。通过设置压合件90,在压合件90在第一压板10与第二压板20之间闭合后进一步将两者压合,进而使得容置腔内的多个灯板40和塑框50之间贴合更加紧密,保证粘接的牢固性。
42.如图4所示,压合件90包括基座91、把手92、悬臂93、压杆94和移动紧固块95。把手92和悬臂93分别设置在基座91的两侧且均与基座91枢转连接,且把手92和悬臂93之间也为枢转连接。悬臂93沿长度方向具有中空槽。移动紧固块95的横截面为u型。移动紧固块95为两个,两个移动紧固块95分别可移动地设置在悬臂93的顶部和底部。移动紧固块95具有中心孔,压杆94依次穿过一个移动紧固块95、悬臂93的中空槽和另一个移动紧固块95并通过螺纹连接的方式紧固在悬臂93上。压杆94与悬臂93垂直。具体的,压杆94具有外螺纹,压杆94的两端均设置有螺母,两个螺母分别位于两个移动紧固块95的外侧。当压杆94通过移动紧固块95与悬臂93连接后,两个螺母均向内拧紧,从而将两个移动紧固块95压紧在悬臂93上,进而压杆94与悬臂93紧固连接。通过上述设置,使得压杆94能够调节高度和在悬臂93上的位置,以便于根据实际需要进行位置调节,保证压合准确和具有足够的压合力,使用方便快捷。
43.压杆94的一端具有压头,当压合件90位于压合位置时,压头与被压件抵接。具体的,压头的直径大于压杆94的直径。这样使压头具有较大的接触面积,保证压合效果。压头由弹性材料制成。在本实施例中,压头为橡胶材料制成。这样能够避免压头对被压件造成表面损伤。
44.当使用压合件90时,通过基座91将压合件90固定在第二压板20上。向上抬起把手92,悬臂93会跟随把手92向上移动,此时压合件90位于避让位置,从而避让第一压板10的运动路径。第一压板10与第二压板20闭合后,向下按压把手92,悬臂93会跟随把手92向下移动,压合件90从避让位置切换为压合位置,压杆94的压头与第一压板10抵接并向第一压板10施加压合力,从而将第一压板10压合在第二压板20上。
45.具体的,第二压板20的面积大于第一压板10的面积。第二压板20具有避让第一压板10的缺口部。当第一压板10与第二压板20闭合时,第一压板10进入第二压板20的缺口部,同时第一容纳槽11和第二容纳槽21围成容置腔。压合件90为多个,多个压合件90间隔设置在缺口部的远离支撑座70的一侧。当然,压合件90也可以间隔设置在缺口部的四周,以保证压合效果。
46.如图1至图2所示,第一压板10包括至少一个第一定位结构12,第一定位结构12位于第一容纳槽11的外侧。第二压板20具有至少一个第二定位结构22,第二定位结构22与第一定位结构12对应配合。当第一压板10与第二压板20闭合时,第一定位结构12与第二定位
结构22定位止挡。通过设置第一定位结构12和第二定位结构22,两者对应配合,使得第一压板10与第二压板20在闭合时具有对准定位参照,避免灯板40和塑框50贴合后产生较大间隙,保证组装精度。
47.具体的,第一定位结构12为定位孔。第二定位结构22为与定位孔相适配的定位柱。当第一压板10与第二压板20闭合时,定位柱伸入定位孔中形成定位止挡。当然,也可以是第一定位结构12为定位柱,第二定位结构22为定位孔,可以根据实际需求进行选择。
48.应当理解的是,本实用新型的应用不限于上述的举例,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1