一种金属基软硬结合板的制作方法
1.本实用新型涉及印制线路板制作技术领域,具体涉及一种金属基软硬结合板及其生产方法。
背景技术:
2.目前,随着电子行业的发展,大功率、大电流的电子产品越来越得到广泛的应用,对作为电子元器件载板的线路板要求也越来越高,其中重要的一点便是对其散热效果的要求。
3.工业、医疗设备、3g手机、lcd电视及其它消费类电子如:电子计算机用的硬盘驱动器、软盘驱动器、手机、笔记本电脑、照相机、摄录机、pda等便携式电子产品市场需求的不断扩大,电子设备越来越向着轻、薄、短、小且多功能化的方向发展。特别是高密度互连结构(hdi)用的柔性板的应用,将极大地带动柔性印制电路技术的迅猛发展,同时随着印制电路技术的发展与提高,软硬结合板(rigid
‑
flex pcb)的开发研究并得到大量的应用,预计全球今后软硬结合板的供应量将会大量增加;同时,软硬结合板的耐久性与挠性,亦使其更适合于医疗与军事领域应用,逐步蚕食刚性pcb的市场份额。
4.目前的行业中,软硬结合板一般都是fr4基板(即硬板)+软板压合的,fr4基板的fr4介质层部分散热性比较差,已经不能满足现在的散热性能要求。
技术实现要素:
5.本实用新型针对上述现有的技术缺陷,提供一种金属基软硬结合板,在软硬结合板中加入散热性能优良的金属基,从而提高了板的散热性能,解决了现有中fr4板材散热不佳的问题。
6.为了解决上述技术问题,本实用新型提供了一种金属基软硬结合板,包括金属基以及均具有至少一层线路的第一硬板、第二硬板和软板,所述软板包括两侧的软硬结合区域和中间的软板区域,所述软板区域的两侧表面均设有保护膜,所述金属基上设有凹槽,所述软板置于所述凹槽内,且所述软板与所述金属基之间设有介质层,所述第一硬板和第二硬板分别通过介质层粘结设于所述金属基的上下表面,且所述第一硬板、第二硬板和金属基上在对应所述软板区域处均设有开窗,以显露出保护膜。
7.进一步的,所述金属基软硬结合板还包括上下导通第一硬板、软板和第二硬板上的线路的第一导通孔,所述第一导通孔的孔壁上设有用于导通的第一镀铜层,且所述第一镀铜层与金属基之间设有介质层。
8.进一步的,所述金属基软硬结合板还包括上下导通第一硬板和第二硬板上的线路的第二导通孔,所述第二导通孔的孔壁上设有用于导通的第二镀铜层,且所述第二镀铜层与金属基之间设有介质层。
9.进一步的,所述金属基软硬结合板还包括上下导通第一硬板和第二硬板上的线路的第三导通孔,所述第三导通孔的孔壁上设有用于导通的第三镀铜层,且所述第三镀铜层
与金属基导通。
10.进一步的,所述金属基软硬结合板还包括上下导通第一硬板、软板和第二硬板上的线路的第四导通孔,所述第四导通孔的孔壁上设有用于导通的第四镀铜层,且所述第四镀铜层与金属基导通。
11.进一步的,所述第一硬板、第二硬板和软板上均包括两层线路。
12.进一步的,所述保护膜的尺寸单边比所述软板区域的尺寸大0.5
‑
1mm。
13.进一步的,所述金属基为铜基或铝基。
14.进一步的,所述介质层为pp介质层。
15.本实用新型还提供了一种金属基软硬结合板的生产方法,包括以下步骤:
16.s1、通过开料开出金属基、第一pp片、第二pp片、第三pp片、软板、第一硬板和第二硬板,所述软板包括两侧的软硬结合区域和中间的软板区域,所述软板、第一硬板和第二硬板均为双面覆铜芯板;
17.s2、通过负片工艺在软板、第一硬板和第二硬板上分别制作出内层线路,而后在软板上的软板区域处贴保护膜;
18.s3、在金属基上分别钻出第一通孔和第二通孔;
19.s4、在金属基上控深锣出用于容纳所述软板的凹槽,其中第一通孔位于凹槽区域内,第二通孔位于凹槽区域外;
20.s5、在第一pp片和第二pp片上对应所述软板区域的位置处开窗;
21.s6、先将软板置于金属基上的凹槽内,且软板与凹槽的底部之间设有第二pp片,而后在金属基的上表面由内往外依次叠合第一pp片和第一硬板,在金属基的下表面由内往外依次叠合第三pp片和第二硬板,然后进行压合形成生产板;
22.s7、在生产板上对应第一通孔和第二通孔的位置处分别同轴钻出孔径小于其的通孔,而后依次通过沉铜和全板电镀使通孔金属化,形成第一导通孔和第二导通孔;
23.s8、在生产板上依次制作外层线路、阻焊层和进行表面处理;
24.s9、最后通过控深切割并揭盖去掉生产板上对应软板区域处的外层芯料,以露出内层所述软板区域处的保护膜,制得金属基软硬结合板。
25.进一步的,步骤s2中,所述保护膜的尺寸单边比所述软板区域的尺寸大0.5
‑
1mm。
26.进一步的,步骤s4中,所述凹槽的深度为所述金属基厚度的2/3
‑
3/4。
27.进一步的,步骤s5中,所述开窗的尺寸单边比所述保护膜的尺寸小0.5
‑
1mm。
28.进一步的,步骤s7中,还在生产板上钻有上下贯穿第一硬板、金属基和第二硬板以及上下贯穿第一硬板、软板、金属基和第二硬板的通孔,在金属化后分别形成第三导通孔和第四导通孔,所述第三导通孔用于导通第一硬板、金属基和第二硬板,所述第四导通孔用于导通第一硬板、软板、金属基和第二硬板。
29.与现有技术相比,本实用新型具有如下有益效果:
30.本实用新型通过将软板置于金属基的凹槽内再与硬板结合组成软硬结合板,这样在软硬结合板的中间加入了散热性能优良的金属基,利用金属基对板进行散热,有效提高了板的散热性能,解决了现有中fr4板材散热不佳的问题;另外还利用导通孔与金属基导通的结构,进一步提高了热传导效率和效果。
31.还提供了一种具体的生产方法,上述中的金属基软硬结合板的结构特殊,制作难
度大,本实用新型方法给出了整个制作流程,可有效并高效的制作出合格的金属基软硬结合板;该方法中先通过锣凹槽的方式,使软板被容置于金属基的凹槽内,从而在提高散热效率和效果的同时,尽量减少因增加的金属基导致板过厚的问题;另外在板上制作出的多个分别与金属基导通或不导通的孔,实现了不同线路的导热效率和导热效果,且本实用新型方法可有效确保板的生产品质良好。
32.本实用新型附加的方面和优点将在下面的描述中部分给出,这些将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
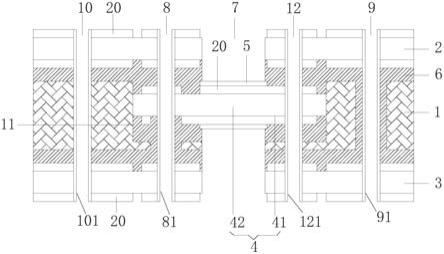
33.图1为实施例1中金属基软硬结合板的示意图;
34.图2为实施例2中金属基软硬结合板的制作流程示意图。
具体实施方式
35.为了更充分的理解本实用新型的技术内容,下面将结合附图以及具体实施例对本实用新型作进一步介绍和说明;需要说明的是,正文中如有“第一”、“第二”等描述,是用于区分不同的部件等,不代表先后顺序,也不限定“第一”和“第二”是不同的类型。
36.显然,下面所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例;基于本实用新型中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
37.实施例1
38.如图1所示,本实施例所示的一种金属基软硬结合板,包括金属基1以及均具有至少一层线路20的第一硬板2、第二硬板3和软板4,软板4包括两侧的软硬结合区域41和中间的软板区域42,软板区域42的两侧表面均设有保护膜5,金属基1上设有凹槽11,软板4置于凹槽11内,且软板4与金属基4之间设有介质层6,第一硬板2和第二硬板3分别通过介质层6粘结设于金属基1的上下表面,且第一硬板2、第二硬板3和金属1基上在对应软板区域42处均设有开窗7,以显露出保护膜5,从而实现软板在软板区域处的弯折性能;上述中,通过将软板置于金属基的凹槽内再与硬板结合组成软硬结合板,这样在软硬结合板的中间加入了散热性能优良的金属基,利用金属基对板进行散热,有效提高了板的散热性能,解决了现有中fr4板材散热不佳的问题。
39.本实施例中,金属基软硬结合板还包括上下导通第一硬板2、软板4和第二硬板3上的线路的第一导通孔8,第一导通孔8的孔壁上设有用于导通的第一镀铜层81,且第一镀铜层81与金属基1之间设有介质层6,即该第一导通孔不与金属基连接导通。
40.本实施例中,金属基软硬结合板还包括上下导通第一硬板2和第二硬板3上的线路的第二导通孔9,第二导通孔9的孔壁上设有用于导通的第二镀铜层91,且第二镀铜层91与金属基1之间设有介质层6,即该第二导通孔不与金属基连接导通。
41.本实施例中,金属基软硬结合板还包括上下导通第一硬板2和第二硬板3上的线路的第三导通孔10,第三导通孔10的孔壁上设有用于导通的第三镀铜层101,且第三镀铜层101与金属基1接触导通,即该第三导通孔与金属基连接导通,提高了导热效率。
42.本实施例中,金属基软硬结合板还包括上下导通第一硬板2、软板4和第二硬板3上
的线路的第四导通孔12,第四导通孔12的孔壁上设有用于导通的第四镀铜层121,且第四镀铜层121与金属基1导通,即该第四导通孔与金属基连接导通,提高了导热效率。
43.于其它实施例中,第一硬板、第二硬板和软板上均包括两层线路。
44.于其它实施例中,保护膜的尺寸单边比所述软板区域的尺寸大0.5
‑
1mm,使保护膜的边沿被介质层压住,确保保护膜不脱落。
45.于其它实施例中,金属基为铜基或铝基。
46.于其它实施例中,介质层为pp介质层。
47.实施例2
48.如图2所示,本实施例所示的一种金属基软硬结合板的生产方法,用于制作如实施例1所述的金属基软硬结合板,依次包括以下处理工序:
49.(1)开料:按拼板尺寸开出金属基、第一pp片、第二pp片、第三pp片、软板、第一硬板和第二硬板,软板包括两侧的软硬结合区域和中间的软板区域,软板是介质层为pi的双面覆铜芯板,第一硬板和第二硬板是介质层均为fr4的双面覆铜芯板,第一硬板和第二硬板的厚度为0.5mm(不包括外侧铜层的厚度),第一硬板和第二硬板两侧铜层的厚度为0.5oz或1oz。
50.(2)制作内层线路(负片工艺):分别在软板、第一硬板和第二硬板上用垂直涂布机涂布感光膜,感光膜的膜厚控制8μm,采用全自动曝光机,以5
‑
6格曝光尺(21格曝光尺)在各板上完成内层线路曝光,经显影后形成内层线路图形;内层蚀刻,在曝光显影后的板上蚀刻出线路,而后退膜;内层aoi,然后检查内层线路的开短路、线路缺口、线路针孔等缺陷,有缺陷报废处理,无缺陷的产品出到下一流程。
51.(3)贴膜:在软板上的软板区域处贴保护膜,保护膜的尺寸单边比软板区域的尺寸大0.5
‑
1mm,使保护膜的边沿在后期压合被介质层压住。
52.(4)一次钻孔:在金属基上分别钻出第一通孔和第二通孔。
53.(5)金属基锣凹槽:在金属基上控深锣出用于容纳软板的凹槽,该凹槽的深度控制在金属基厚度的2/3
‑
3/4;其中第一通孔位于凹槽区域内,第二通孔位于凹槽区域外。
54.(6)开窗:在第一pp片和第二pp片上对应软板区域的位置处开窗,开窗的尺寸单边比保护膜的尺寸小0.5
‑
1mm,便于后期揭盖露出软板区域。
55.(7)压合:金属基和各板材先进行黑化或棕化处理,棕化速度按照底铜铜厚棕化,之后先将软板置于金属基上的凹槽内,且软板与凹槽的底部之间设有第二pp片,而后在金属基的上表面由内往外依次叠合第一pp片和第一硬板,在金属基的下表面由内往外依次叠合第三pp片和第二硬板,然后进行压合形成生产板。
56.(8)二次钻孔:生产板先去黑化或去棕化处理,以去除生产板上的棕化层或黑化层,而后利用钻孔资料进行钻孔加工,在生产板上对应第一通孔和第二通孔的位置处分别同轴钻出孔径小于其的通孔,使后期这两个孔金属化后部与金属基接触导通,而后依次通过沉铜和全板电镀使通孔金属化,形成第一导通孔和第二导通孔;还在生产板上钻有上下贯穿第一硬板、金属基和第二硬板以及上下贯穿第一硬板、软板、金属基和第二硬板的通孔,在通过沉铜和全板电镀金属化后分别形成第三导通孔和第四导通孔,第三导通孔用于导通第一硬板、金属基和第二硬板,第四导通孔用于导通第一硬板、软板、金属基和第二硬板。
57.(9)制作外层线路(负片工艺):外层图形转移,用垂直涂布机涂布感光膜,感光膜的膜厚控制8μm,采用全自动曝光机,以5
‑
6格曝光尺(21格曝光尺)在生产板上完成外层线路曝光,经显影后形成外层线路图形;外层蚀刻,将曝光显影后的生产板蚀刻出外层线路,外层线宽量测为3mil;外层aoi,然后检查外层线路的开短路、线路缺口、线路针孔等缺陷,有缺陷报废处理,无缺陷的产品出到下一流程。
58.(10)、制作阻焊层和丝印字符:在生产板的表面除阻焊开窗位置处喷涂阻焊油墨后,并依次经过预固化、曝光、显影和热固化处理,使阻焊油墨固化成阻焊层,并采用喷涂印刷top面阻焊油墨,top面字符添加"ul标记",从而在不需焊接的线路和基材上,涂覆一层防止焊接时线路间产生桥接、提供永久性的电气环境和抗化学腐蚀的保护层,同时起美化外观的作用
59.(11)、表面处理(沉镍金):阻焊开窗位的焊盘铜面通化学原理,均匀沉积一定要求厚度的镍层和金层,镍层厚度为:3
‑
5μm;金层厚度为:0.05
‑
0.1μm。
60.(12)、电测试:测试成品板的电气导通性能,此板使用测试方法为:飞针测试。
61.(13)、揭盖:最后通过激光和锣机控深切割并揭盖去掉生产板上对应软板区域处的外层芯料,以露出内层软板区域处的保护膜。
62.(14)、成型:根据现有技术并按设计要求锣外形,外型公差+/
‑
0.05mm,制得金属基软硬结合板。
63.(15)、fqc:根据客户验收标准及我司检验标准,对成品板外观进行检查,如有缺陷及时修理,保证为客户提供优良的品质控制。
64.(16)、fqa:再次抽测成品板的外观、孔铜厚度、介质层厚度、绿油厚度、内层铜厚等是否符合客户的要求。
65.(16)、包装:按照客户要求的包装方式以及包装数量,对成品板进行密封包装,并放干燥剂及湿度卡,然后出货。
66.于其它实施例中,金属基为铜基或铝基。
67.以上对本实用新型实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本实用新型实施例的原理以及实施方式进行了阐述,以上实施例的说明只适用于帮助理解本实用新型实施例的原理;同时,对于本领域的一般技术人员,依据本实用新型实施例,在具体实施方式以及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1