陶瓷加热器及其制法的制作方法
1.本发明涉及陶瓷加热器及其制法。
背景技术:
2.以往,已知有用于半导体制造装置的陶瓷加热器。例如,专利文献1中公开了在陶瓷基板的表面设置有电阻发热体的陶瓷加热器及其制法。专利文献1中还公开了:形成电阻发热体后,将电阻发热体划分为多个区间,针对各区间测定电阻值,基于所测定的电阻值,对电阻值较低的区间照射激光,形成沟,由此调整电阻发热体的电阻值。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2002-190373号公报
技术实现要素:
6.不过,如果想要将相邻的区间所设置的凹沟彼此无间隙地连结,则凹沟彼此的连结部分有时因激光重复照射而导致深度局部过深。在像这样深度局部变深的部位,有时电阻过高,该部位的发热大于其他部分,有损于陶瓷加热器表面的均热性。
7.本发明是为了解决上述课题而实施的,其主要目的在于,使具备具有凹沟的电阻发热体的陶瓷加热器的表面的均热性变得良好。
8.本发明的陶瓷加热器是具备电阻发热体的陶瓷加热器,其中,
9.所述电阻发热体构成为:所述电阻发热体的一端至另一端被分割为多个区间,
10.在各所述区间的所述电阻发热体的表面,沿着所述电阻发热体的长度方向而设置有凹沟,
11.在相邻的所述区间所设置的所述凹沟彼此的连结部设置有沿着所述连结部而延伸的凸部。
12.该陶瓷加热器中,电流沿着电阻发热体的长度方向流通。即便在凹沟彼此的连结部存在沿着其连结部而延伸的凸部,流通于电阻发热体的电流也很少进入凸部进行流通。因此,在相邻的区间流通的电流的电阻不太受凸部存在的影响。另外,若想要采用激光无间隙地连续形成相邻的区间的凹沟,则有时凹沟彼此的连结部的深度过深。这种情况下,电阻发热体中的凹沟彼此的连结部的电阻高于其他部分,从而有时连结部的发热与其他部分相比过大,不过,本发明不是这种情形。因此,能够使陶瓷加热器的表面的均热性变得良好。
13.本发明的陶瓷加热器可以为,观察以沿着所述电阻发热体的长度方向的面将所述凸部切断得到的截面时,所述凸部呈现为底部的宽度为95μm以下的山形状。据此,凸部的底部的宽度足够小,因此,流通于电阻发热体的电流几乎不会进入凸部进行流通。
14.本发明的陶瓷加热器可以为,所述凹沟的深度与所述区间无关,设定为相同值(容许公差、误差),所述凹沟的宽度针对各所述区间进行设定。据此,通过调整凹沟的宽度,能够调整电阻发热体的各区间的电阻。
15.本发明的陶瓷加热器可以为,所述凹沟的中心线与所述电阻发热体的中心线一致(容许公差、误差)。据此,电阻发热体的宽度方向上的温度分布夹着中心线而大致对称,因此,容易良好地维持陶瓷加热器的表面的均热性。
16.本发明的陶瓷加热器可以为,所述凹沟未设置于所述电阻发热体的排热作用低的部位。如果在电阻发热体中的排热作用低的部位设置凹沟,则该部位的电阻上升,发热量增加,另一方面,不易排热,因此,容易产生热点。此处,由于没有在电阻发热体中的排热作用低的部位设置凹沟,所以,不易产生像这样的热点。应予说明,所谓排热作用低的部位,例如在陶瓷加热器的下表面粘接或接合冷却板的情况下,可以举出在电阻发热体的一端或另一端设置的端子部等。在端子部连接有贯穿冷却板的供电端子,供电端子与冷却板相比,排热较差,因此,端子部成为排热作用低的部位。
17.本发明的陶瓷加热器可以为,无论俯视所述区间得到的形状的长度方向笔直还是弯曲,俯视所述凹沟得到的形状的长度方向均笔直。据此,在利用激光形成凹沟时,能够精度良好地形成凹沟。
18.本发明的陶瓷加热器可以为,无论俯视所述区间得到的形状的长度方向笔直还是弯曲,所述凸部的底部的宽度除了所述连结部中的所述凹沟的宽度方向上的两端部分以外均恒定(容许公差、误差)。据此,在凹沟彼此的连结部,几乎不会沿着电阻发热体的宽度方向产生电阻的分布。
19.本发明的陶瓷加热器的制法包括以下工序:
20.(a)在第一陶瓷烧成层或未烧成层的表面形成规定图案的电阻发热体或其前驱体;
21.(b)对将所述电阻发热体或其前驱体沿着其长度方向分割为多个得到的区间分别照射激光,沿着所述电阻发热体或其前驱体的长度方向形成凹沟;
22.(c)在所述第一陶瓷烧成层或未烧成层的表面按将所述电阻发热体或其前驱体覆盖的方式配置第二陶瓷未烧成层,得到层叠体;
23.(d)对所述层叠体进行热压烧成,由此得到在陶瓷基板的内部具备所述电阻发热体的陶瓷加热器,
24.所述工序(b)中,使在相邻的所述区间所设置的所述凹沟彼此的连结部残留有沿着所述连结部而延伸的凸部。
25.该陶瓷加热器的制法的工序(b)中,使在相邻的区间所设置的凹沟彼此的连结部残留有沿着该连结部而延伸的凸部。例如,不对在相邻的区间中的一个区间所设置的凹沟施加用于在另一个区间形成凹沟的激光。据此,相邻的区间的凹沟彼此不重复,因此,能够防止在相邻的区间的凹沟彼此的连结部生成深度较深的部位(电阻较高且容易发热的部位)。
26.该陶瓷加热器的制法适合于制造上述陶瓷加热器。例如,工序(b)中,观察以沿着所述电阻发热体的长度方向的面将所述凸部切断得到的截面时,所述凸部可以呈现为底部的宽度为95μm以下的山形状。
27.应予说明,“陶瓷烧成层”为经烧成的陶瓷的层,例如可以为陶瓷烧成体(烧结体)的层,也可以为陶瓷预烧体的层。“陶瓷未烧成层”为未烧成的陶瓷的层,例如可以为陶瓷粉体的层,也可以为陶瓷成型体(包括将成型体干燥得到的陶瓷成型体、将成型体干燥、脱脂
得到的陶瓷成型体、陶瓷生片等)的层。“电阻发热体的前驱体”是指通过烧成而成为电阻发热体的产品,例如是指印刷有电阻发热体糊料的产品。“层叠体”可以为在第一陶瓷烧成层或未烧成层的表面按将电阻发热体或其前驱体覆盖的方式配置第二陶瓷未烧成层得到的层叠体,也可以为在第二陶瓷未烧成层之上进一步层叠其他层(例如在第二陶瓷未烧成层侧设置电极或其前驱体得到的第三陶瓷烧成层或未烧成层)得到的层叠体。
附图说明
28.图1是静电卡盘加热器10的立体图。
29.图2是图1的a-a截面图。
30.图3是俯视电阻发热体16时的说明图。
31.图4是图3的矩形内所示的部分的立体图。
32.图5是图3的b-b截面图。
33.图6是倾斜角度α的求法的说明图。
34.图7是横轴为电阻发热体16的高度、纵轴为度数的直方图。
35.图8是凸部rm的底部的宽度的求法的说明图。
36.图9是电阻发热体16的弯曲部分的俯视图。
37.图10是静电卡盘加热器10的制造工序图。
38.图11是在电阻发热体前驱体66形成凹沟u的工序的说明图。
39.图12是线沟68的截面图。
40.图13是凹沟u的截面图。
41.图14是将凹沟u彼此的连结部切断时的截面图。
42.图15是参考例的相邻的凹沟r彼此的连结部的截面图。
具体实施方式
43.接下来,基于附图,对本发明的实施方式进行说明。图1是本实施方式的静电卡盘加热器10的立体图,图2是图1的a-a截面图,图3是俯视电阻发热体16时的说明图(矩形内为局部放大图),图4是图3的矩形内所示的部分的立体图,图5是图3的b-b截面图,图6是倾斜角度α的求法的说明图,图7是直方图,图8是凸部rm的底部的宽度的求法的说明图,图9是电阻发热体16的弯曲部分的俯视图。
44.静电卡盘加热器10构成为:在陶瓷基板12的内部植入有静电电极14和电阻发热体16。在静电卡盘加热器10的背面借助粘接层26而粘接有冷却板22。
45.陶瓷基板12为陶瓷制(例如氧化铝制、氮化铝制)的圆板。在陶瓷基板12的表面设置有能够载放晶片w的晶片载放面12a。
46.静电电极14为与晶片载放面12a大致平行的圆形的导电性薄膜。在该静电电极14电连接有未图示的棒状端子。棒状端子自静电电极14的下表面经过陶瓷基板12后,从冷却板22通过而向下方延伸出来。棒状端子与冷却板22电绝缘。陶瓷基板12中的比静电电极14更靠上侧的部分作为电介质层发挥作用。作为静电电极14的材料,例如可以举出:碳化钨、金属钨、碳化钼、金属钼等,其中,优选热膨胀系数与待使用的陶瓷相近的材料。
47.电阻发热体16为在与晶片载放面12a大致平行的面所设置的带状的导电线。带状
的导电线没有特别限定,例如也可以设定为宽度0.1~10mm、厚度0.001~0.1mm、线间距离0.1~5mm。电阻发热体16从一个端子部18至另一个端子部20以一笔画的要领在陶瓷基板12的整体按不交叉带状的导电线的方式进行配线。在电阻发热体16的端子部18、20分别电连接有未图示的供电端子。这些供电端子自电阻发热体16的下表面经过陶瓷基板12后,从冷却板22通过而向下方延伸出来。另外,这些供电端子与冷却板22电绝缘。作为电阻发热体16的材料,例如可以举出:碳化钨、金属钨、碳化钼、金属钼等,其中,优选热膨胀系数与待使用的陶瓷相近的材料。
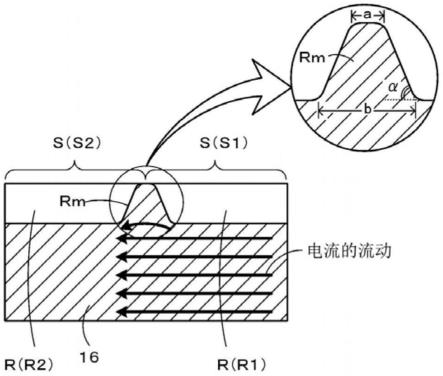
48.电阻发热体16的一个端子部18至另一个端子部20被虚拟地分割为多个区间s(参照图3的局部放大图)。本实施方式中的区间s的确定方法如下。即,设定将电阻发热体16的中心线16c按一定的长度进行分割的分割点,在各分割点画出与中心线16c正交的区划线,将电阻发热体16中的相邻的区划线彼此之间设为区间s。这种情况下,各区间s的长度一定。在各区间s的电阻发热体16的表面,沿着电阻发热体16的长度方向而设置有凹沟r。从上方观察凹沟r时的中心线rc与从上方观察电阻发热体16时的中心线16c一致。应予说明,中心线rc和中心线16c即便存在由公差、误差导致的错位,也视为是一致的。凹沟r的宽度针对各区间s进行设定。例如,图3的矩形内的局部放大图及图4中,对于在相邻的2个区间s(区间s1、s2)所设置的凹沟r(凹沟r1、r2)的宽度,凹沟r2比凹沟r1宽。在相邻的2个区间s所设置的凹沟r的宽度离散地设定。不过,在相邻的2个区间s所设置的凹沟r的宽度也有时相同。凹沟r的宽度与设置有该凹沟r的区间s的电阻、发热量存在相关关系。因此,基于电阻发热体16的区间s的电阻、发热量来设定凹沟r的宽度。应予说明,电阻发热体16的一个端子部18至另一个端子部20可以分割为2个区间s,也可以分割为3个以上的区间s。
49.观察以沿着电阻发热体16的长度方向的面将电阻发热体16垂直地切断得到的截面(图3的局部放大图的b-b截面图)时,如图5所示,在相邻的区间s(s1、s2)所设置的凹沟r(r1、r2)彼此的连结部存在底部的宽度(下边的长度b)为95μm以下的山形状的凸部rm。流通于电阻发热体16的电流几乎不会进入于凸部rm进行流通。因此,流通于电阻发热体16的电流的电阻几乎不受凸部rm存在的影响。山形状的凸部rm优选为:例如,高度与凹沟r的深度相同,上边的长度a为20μm以上50μm以下,下边的长度b为95μm以下且比上边的长度a长。下边的长度b优选为20μm以上。凸部rm的侧壁面(倾斜面)的倾斜角度α没有特别限定,例如优选为10
°
~30
°
。凹沟r的深度与区间s无关,设定为相同值。因此,通过调整凹沟r的宽度,能够调整设置有该凹沟r的区间s的电阻、发热量。凹沟r的底面存在较小的凹凸而不是完全的水平面。因此,凹沟r的深度为平均深度。凹沟r的深度优选为电阻发热体16的厚度的一半以下,例如可以为10μm以上30μm以下。
50.此处,对凸部rm的底部的宽度(下边的长度b)及倾斜角度α的求法进行说明。首先,取得将电阻发热体16的相邻的凹沟r(r1、r2)彼此的连结部以沿着电阻发热体16的长度方向的面垂直地切断得到的截面的sem照片。具体而言,取得将连结部在凹沟r的宽度方向上的大致中央(参照图4的单点划线)切断得到的截面的sem照片。sem照片中,如图6所示,以包括凸部rm的单侧的侧面(斜面)的方式在底部的宽度方向上设定0.5mm的对象范围。此时,校正为电阻发热体16的底面大致水平,并且,使对象范围的一端(图6中的左端)和凸部rm的正中央大致一致。使电阻发热体16的底面水平。在该对象范围的整个区域,沿着宽度方向以2.5μm间距利用sem照片的图像解析取得电阻发热体16的高度。然后,制作横轴为电阻发热
体16的高度、纵轴为度数的曲线图(直方图)。高度的数据间隔为1μm。将直方图的一例示于图7。直方图中出现高度较低的第一组和高度较高的第二组。第一组为凹沟r的底面的高度的组,第二组为电阻发热体16的顶面的高度的组。直方图中,将第一组内度数最高的值(最频值)视为凹沟r的底面高度hl,将第二组内度数最高的值(最频值)视为电阻发热体16的顶面高度hu。另外,将hu减去hl得到的值设为凹沟r的深度d。然后,将hl加上0.1d得到的值设为基准高度,将该基准高度处的凸部rm的宽度设为凸部rm的底部的宽度(下边的长度b)。另外,如图8所示,将hu减去0.1d得到的值设为上限值,采用在凸部rm的单侧的侧面的基准高度至上限值之间以2.5μm间距取得的高度,求出回归直线,将该回归直线与水平线所成的角度设为倾斜角度α。
51.无论俯视电阻发热体16的区间s得到的形状的长度方向笔直还是弯曲,俯视凹沟r得到的形状的长度方向均笔直。例如,图3的矩形内所示的局部放大图、图4中,俯视相邻的区间s(s1、s2)得到的形状(长方形)的长度方向笔直,俯视凹沟r(r1、r2)得到的形状(长方形)的长度方向也为同样的笔直。另外,图9中,俯视相邻的区间s(s11、s12、s13)得到的形状(扇形)的长度方向弯曲(圆弧),不过,俯视凹沟r(r11、r12、r13)得到的形状(梯形)的长度方向笔直。因此,如后所述,能够利用激光精度良好地形成凹沟r。
52.另外,无论俯视电阻发热体16的区间s得到的形状的长度方向笔直还是弯曲,凸部rm的山形状的底部的宽度(图5的下边的长度b)优选除连结部中的凹沟r的宽度方向上的两端附近以外大致恒定。据此,在凹沟r彼此的连结部,几乎不会沿着电阻发热体16的宽度方向产生电阻的分布。
53.在电阻发热体16的端子部18、20未设置凹沟r。在端子部18、20连接有插穿于冷却板22的贯通孔的供电端子,不过,供电端子与冷却板22相比,排热较差。因此,端子部18、20成为排热作用低的部位。
54.冷却板22为金属制(例如铝制),内置有冷媒(例如水)可通过的冷媒通路24。该冷媒通路24形成为:冷媒在陶瓷基板12的整面通过。应予说明,在冷媒通路24设置有冷媒的供给口和排出口(均未图示)。
55.接下来,对静电卡盘加热器10的使用例进行说明。在该静电卡盘加热器10的晶片载放面12a载放晶片w,向静电电极14与晶片w之间施加电压,由此将晶片w利用静电力而吸附于晶片载放面12a。在该状态下,对晶片w进行等离子体cvd成膜或者进行等离子体蚀刻。另外,对电阻发热体16施加电压而将晶片w加热,或者使冷媒在冷却板22的冷媒通路24循环而将晶片w冷却,由此控制晶片w的温度恒定。在对电阻发热体16施加电压时,向电阻发热体16的一个端子部18与另一个端子部20之间施加电压。于是,电流流通于电阻发热体16,使得电阻发热体16发热,对晶片w进行加热。
56.本实施方式中,电阻发热体16的一个端子部18至另一个端子部20被分割为多个区间s,在各区间s的电阻发热体16的表面设置有凹沟r。凹沟u的宽度较宽的区间s由于电阻发热体16的截面积变小,所以电阻升高,发热量增大。凹沟u的宽度较窄的区间s由于电阻发热体16的截面积变大,所以电阻降低,发热量减小。因此,通过调整各区间s的凹沟u的宽度,使电阻发热体16的各区间s的发热量与目标发热量一致。
57.接下来,对静电卡盘加热器10的制造例进行说明。图10是静电卡盘加热器10的制造工序图,图11是在电阻发热体前驱体66形成凹沟u的工序的说明图,图12及图13是以包括
电阻发热体前驱体66的宽度方向在内的面将电阻发热体前驱体66垂直地切断时的线沟68及凹沟u的截面图,图14是以包括电阻发热体前驱体66的长度方向在内的面将电阻发热体66垂直地切断时的相邻的凹沟u彼此的连结部的截面图。以下,以采用氧化铝基板作为陶瓷基板12的情形为例进行说明。
58.[1]成型体的制作(参照图10(a))
[0059]
制作圆盘状的下部及上部的成型体51、53。各成型体51、53如下制作,例如,首先向成型模具中放入包含氧化铝粉体(例如平均粒径0.1~10μm)、溶剂、分散剂及凝胶化剂的浆料,在成型模具内使凝胶化剂发生化学反应而使浆料凝胶化后,进行脱模,由此制作各成型体51、53。将这样得到的成型体51、53称为模铸成型体。
[0060]
作为溶剂,溶解分散剂及凝胶化剂即可,没有特别限定,例如可以举出:烃系溶剂(甲苯、二甲苯、溶剂石脑油等)、醚系溶剂(乙二醇单乙醚、丁基卡必醇、丁基卡必醇乙酸酯等)、醇系溶剂(异丙醇、1-丁醇、乙醇、2-乙基己醇、松油醇、乙二醇、甘油等)、酮系溶剂(丙酮、甲基乙基酮等)、酯系溶剂(乙酸丁酯、戊二酸二甲酯、三乙酸甘油酯等)、多元酸系溶剂(戊二酸等)。特别优选使用多元酸酯(例如戊二酸二甲酯等)、多元醇的酸酯(例如、三乙酸甘油酯等)等具有2个以上酯键的溶剂。
[0061]
作为分散剂,将氧化铝粉体均匀地分散于溶剂中即可,没有特别限定。例如可以举出:聚羧酸系共聚物、聚羧酸盐、脱水山梨糖醇脂肪酸酯、聚甘油脂肪酸酯、磷酸酯盐系共聚物、磺酸盐系共聚物、具有叔胺的聚氨酯聚酯系共聚物等。特别优选使用聚羧酸系共聚物、聚羧酸盐等。通过添加该分散剂,能够将成型前的浆料制成低粘度且具有高流动性的浆料。
[0062]
作为凝胶化剂,例如可以包含异氰酸酯类、多元醇类及催化剂。其中,作为异氰酸酯类,只要为具有异氰酸酯基作为官能团的物质即可,没有特别限定,例如可以举出:甲苯二异氰酸酯(tdi)、二苯基甲烷二异氰酸酯(mdi)或它们的改性体等。应予说明,分子内,可以含有除异氰酸酯基以外的反应性官能团,还可以像聚异氰酸酯那样含有大量反应性官能团。作为多元醇类,只要为具有2个以上能够与异氰酸酯基发生反应的羟基的物质即可,没有特别限定,例如可以举出:乙二醇(eg)、聚乙二醇(peg)、丙二醇(pg)、聚丙二醇(ppg)、聚丁二醇(ptmg)、聚己二醇(phmg)、聚乙烯醇(pva)等。作为催化剂,只要为促进异氰酸酯类与多元醇类的尿烷反应的物质即可,没有特别限定,例如可以举出:三乙二胺、己二胺、6-二甲基氨基-1-己醇等。
[0063]
该工序中,优选为,首先,在氧化铝粉体中按规定的比例添加溶剂及分散剂,经规定时间将它们混合,制备浆料前驱体,然后,在该浆料前驱体中添加凝胶化剂,进行混合、真空脱泡,制成浆料。制备浆料前驱体、浆料时的混合方法没有特别限定,可以使用例如球磨、自公转式搅拌、振动式搅拌、螺旋桨式搅拌等。应予说明,在浆料前驱体中添加凝胶化剂得到的浆料随着时间经过而开始进行凝胶化剂的化学反应(尿烷反应),因此,优选快速浇注到成型模具内。浇注至成型模具内的浆料因浆料中包含的凝胶化剂发生化学反应而进行凝胶化。凝胶化剂的化学反应是指:异氰酸酯类和多元醇类发生尿烷反应而成为氨基甲酸酯树脂(聚氨酯)的反应。通过凝胶化剂的反应,使得浆料凝胶化,氨基甲酸酯树脂作为有机粘合剂而发挥作用。
[0064]
[2]预烧体的制作(参照图10(b))
[0065]
将下部及上部的成型体51、53干燥后,进行脱脂,进而进行预烧,由此得到下部及
上部的预烧体61、63。进行成型体51、53的干燥的目的在于,使成型体51、53中包含的溶剂蒸发。干燥温度、干燥时间根据使用的溶剂进行适当设定即可。不过,干燥温度的设定需要注意使干燥中的成型体51、53不会产生裂纹。另外,气氛可以为大气气氛、不活泼性气氛、真空气氛中的任一者。进行干燥后的成型体51、53的脱脂的目的在于,将分散剂、催化剂、粘合剂等有机物分解除去。脱脂温度根据所包含的有机物的种类进行适当设定即可,例如可以设定为400~600℃。另外,气氛可以为大气气氛、不活泼性气氛、真空气氛中的任一者。进行脱脂后的成型体51、53的预烧的目的在于,使强度提高,容易进行操作。预烧温度没有特别限定,例如可以设定为750~900℃。另外,气氛可以为大气气氛、不活泼性气氛、真空气氛中的任一者。
[0066]
[3]电阻发热体前驱体的形成(参照图10(c))
[0067]
在下部的预烧体61的单面,按与电阻发热体16相同的图案印刷电阻发热体用糊料后,进行干燥,由此形成电阻发热体前驱体66。另外,在上部的预烧体63的单面,按与静电电极14相同的形状印刷静电电极用糊料后,进行干燥,由此形成静电电极前驱体64。两种糊料均包含氧化铝粉体、导电性粉末、粘合剂以及溶剂。作为氧化铝粉体,可以采用例如与成型体51、53制作时采用的氧化铝粉体同样的粉体。作为导电性粉末,例如可以举出碳化钨粉末。作为粘合剂,例如可以举出:纤维素系粘合剂(乙基纤维素等)、丙烯酸系粘合剂(聚甲基丙烯酸甲酯等)、乙烯基系粘合剂(聚乙烯醇缩丁醛等)。作为溶剂,例如可以举出松油醇等。印刷方法可以举出例如丝网印刷法等。印刷实施多次。因此,各前驱体66、64成为多层结构。
[0068]
[4]凹沟的形成(参照图10(d)及图11~14)
[0069]
在下部的预烧体61的单面所设置的电阻发热体前驱体66形成凹沟u。电阻发热体前驱体66的一端至另一端与电阻发热体16的区间s同样地被虚拟地分割为多个区间t。凹沟u形成于各区间t的电阻发热体前驱体66的表面。利用图11所示的皮秒激光加工机30进行凹沟u的形成。皮秒激光加工机30一边使电流镜的马达和工作台的马达驱动,一边沿着电阻发热体前驱体66的长度方向照射激光32,由此形成线沟68。线沟68的宽度没有特别限定,例如优选为10~100μm,更优选为20~60μm。皮秒激光加工机30按在电阻发热体前驱体66的宽度方向上重叠的方式设置多条上述线沟68,由此形成凹沟u。关于激光32,在照射位置的中心,能量最高,越趋向比中心更靠外侧的位置,能量越低。因此,线沟68的截面成为如图12所示接近于高斯分布的形状。如果将线沟68的间距设定为线沟68的宽度的一半,则自现在的线沟68形成下一个线沟68时的激光32的截面如图12的虚线所示,形成接下来的线沟68时的激光32的截面如图12的单点划线所示,形成接下来的线沟68时的激光32的截面如图12的双点划线所示。因此,如果上述全部线沟68的形成结束,则得到如图13所示底面接近大致平坦的凹沟u。凹沟u为线沟68的集合体。凹沟u的侧壁面相对于水平面(下部的预烧体61的表面)进行倾斜。其倾斜角度β(参照图13)优选为45
°
以下。另外,若考虑激光32的加工性,则倾斜角度β优选为18
°
以上。倾斜角度β根据激光32的输出功率、激光32的加工次数(向相同部位照射的激光32的次数)而发生变化。倾斜角度β可以与上述倾斜角度α同样地求解。这种情况下,代替sem照片,采用使用触针式测定器在电阻发热体前驱体66的宽度方向上以2.5μm间距测定电阻发热体前驱体66的高度得到的数据。
[0070]
使激光32的照射部沿着区间t的长度方向移动时的移动区域包括:从停止状态至到达目标速度的加速区域、以目标速度(恒速)移动的恒速区域以及从目标速度至停止的减
速区域。为了精度良好地形成凹沟u,激光32优选在加速区域、减速区域不照射而在恒速区域进行照射。另外,在对预烧体61的各区间t进行激光加工而形成凹沟u时,区间t的形状可以笔直,也可以弯曲,线沟68的形状优选为笔直。区间t弯曲的情况下,当以多个笔直形状的线沟68形成凹沟u时,俯视完成的凹沟u得到的形状为梯形或平行四边形。因此,各线沟68的长度有时分别不同。这种情况下,如果加速区域的长度、减速区域的长度与线沟68的长度无关是恒定的,而将恒速区域的长度控制为根据线沟68的长度进行变更,则变得容易进行激光加工。与此相对,区间t弯曲的情况下,若以多个弯曲形状的线沟68形成凹沟u,则必须根据弯曲的曲率半径来变更加速区域的长度、减速区域的长度,因此,控制变得繁杂。
[0071]
相邻的区间t(t1、t2)的凹沟u(u1、u2)彼此形成为不重叠。结果,如图14所示,观察以包括电阻发热体前驱体66的宽度方向在内的面将电阻发热体前驱体66垂直地切断得到的截面时,在相邻的区间t(t1、t2)所设置的凹沟u(u1、u2)彼此的连结部形成有底部的长度为95μm以下的山形状的凸部um。在区间t1所形成的凹沟u1中的接近于区间t1与区间t2的边界的侧壁面(倾斜面、倾斜角度β)的顶点仍然是形成u沟u1之前的电阻发热体前驱体66的高度。在区间t2所形成的凹沟u2中的接近于区间t1与区间t2的边界的侧壁面(倾斜面)的顶点仍然是形成u沟u2之前的电阻发热体前驱体66的高度。亦即,凸部um的高度与凹沟u1、u2的深度一致。为此,在区间t1与区间t2的边界不施加高斯分布形状的激光32地形成凹沟u1、u2。
[0072]
在形成凹沟u时,首先,采用激光位移计,对形成凹沟u之前的电阻发热体前驱体66的厚度分布进行测定。在沿着电阻发热体前驱体66的中心线预先确定的多个测定点实施该测定。本实施方式中,测定点设为电阻发热体前驱体66的中心线与区划出区间t的区间线之间的交点。求出在各测定点预先确定的厚度的目标值与厚度的测定值之差(厚度之差)。厚度的目标值基于对电阻发热体前驱体66进行烧成而制成电阻发热体16时的电阻的目标值进行设定。然后,基于某一测定点的厚度之差,确定在该测定点至其相邻的测定点的区间形成的线沟68的条数。线沟68的深度为预先确定的值。因此,通过使线沟68的条数发生变化,使得凹沟u的宽度发生变化,且凹沟u的截面积甚至电阻发热体前驱体66的截面积发生变化。亦即,凹沟u形成为:多个测定点处的电阻发热体前驱体66的截面积为分别预先确定的目标截面积。
[0073]
[5]层叠体的制作(参照图10(e))
[0074]
在下部的预烧体61的设置有电阻发热体前驱体66的面按将电阻发热体前驱体66覆盖的方式层叠氧化铝粉体,在该氧化铝粉体上按设置有静电电极前驱体64的面与氧化铝粉体接触的方式层叠上部的预烧体63,进行成型,得到层叠体50。层叠体50为在上部及下部的预烧体61、63之间夹有与预烧体61、63相同直径的圆板状的氧化铝粉体层62的结构。作为氧化铝粉体,可以采用与成型体51、53制作时采用的氧化铝粉体同样的粉体。
[0075]
[6]热压烧成(参照图10(f))
[0076]
针对得到的层叠体50,一边沿着厚度方向施加压力,一边进行热压烧成。此时,层叠体50被模具阻挡而不会在径向上扩展,因此,沿着厚度方向被压缩。压缩率根据压制压力而不同,例如为30~70%。据此,电阻发热体前驱体66经烧成而成为电阻发热体16,静电电极前驱体64经烧成而成为静电电极14,预烧体61、63及氧化铝粉体层62烧结而一体化成为陶瓷基板12。另外,区间t、凹沟u、凸部um成为区间s、凹沟r、凸部rm。结果,得到静电卡盘加
热器10。热压烧成中,至少于最高温度(烧成温度),压制压力优选为30~300kgf/cm2,更优选为50~250kgf/cm2。另外,最高温度根据陶瓷粉末的种类、粒径等进行适当设定即可,优选设定为1000~2000℃的范围。气氛从大气气氛、不活泼性气氛、真空气氛中适当选择即可。
[0077]
此处,将本实施方式的构成要素与本发明的构成要素之间的对应关系加以明确。本实施方式的静电卡盘加热器10相当于本发明的陶瓷加热器。另外,本实施方式的电阻发热体前驱体的形成(参照图10(c))相当于本发明的工序(a),凹沟的形成(参照图10(d)及图11~14)相当于工序(b),层叠体的制作(参照图10(e))相当于工序(c),热压烧成(参照图10(f))相当于工序(d),预烧体61相当于第一陶瓷烧成层,氧化铝粉体层62相当于第二陶瓷未烧成层。
[0078]
以上详细说明的本实施方式的静电卡盘加热器10中,电流沿着电阻发热体16的长度方向流通。虽然在凹沟r(r1、r2)彼此的连结部存在沿着其连结部而延伸的山形状的凸部rm,不过,流通于电阻发热体16的电流很少进入凸部rm进行流通。因此,在相邻的区间s(s1、s2)流通的电流的电阻不太受凸部rm存在的影响。另外,若想要无间隙地连续形成相邻的区间s(s1、s2)的凹沟r(r1、r2),则如图15所示,有时凹沟r(r1、r2)彼此的连结部rn的深度过深。这种情况下,电阻发热体16中的连结部rn的电阻高于其他部分,从而有时连结部rn的发热与其他部分相比过大,不过,本实施方式中不是这种情形。因此,能够使静电卡盘加热器10的表面的均热性变得良好。
[0079]
特别是,观察以沿着电阻发热体16的长度方向的面将电阻发热体16垂直地切断得到的截面时,凸部rm呈现为底部的宽度为95μm以下的山形状。像这样,凸部rm的底部的宽度足够小,因此,流通于电阻发热体16的电流几乎不会进入凸部rm进行流通。调查了凸部rm的底部的宽度与连结部前后的表面温度差之间的关系,结果,如果凸部rm的底部的宽度为95μm以下,则连结部前后的表面温度差小于0.1℃,不过,如果凸部rm的底部的宽度为100μm以上,则连结部前后的表面温度差超过0.1℃。由此可知,如果凸部rm的底部的宽度为95μm以下,则连结部的发热量和连结部前后的发热量大致相同,连结部的电阻与连结部前后的电阻大致相同,流通于电阻发热体16的电流几乎不会进入凸部rm进行流通。
[0080]
另外,山形状的凸部rm优选为:高度与凹沟r的深度相同,上边为20μm以上50μm以下,下边比上边长。据此,在利用激光形成凹沟r时,能够在凹沟r彼此的连结部可靠地残留凸部rm。
[0081]
另外,凹沟r的深度与区间s无关,设定为相同值,凹沟r的宽度针对各区间s进行设定。因此,通过调整凹沟r的宽度,能够调整电阻发热体16的各区间s的电阻。
[0082]
此外,凹沟r的中心线rc与电阻发热体16的中心线16c一致。因此,电阻发热体16的宽度方向上的温度分布夹着中心线16c而大致对称,因此,容易良好地维持静电卡盘加热器10的表面的均热性。
[0083]
进而,凹沟r未设置于电阻发热体16中的排热作用低的端子部18、20。如果在端子部18、20设置凹沟r,则端子部18、20的电阻上升,发热量增加,另一方面,不易排热,因此,容易产生热点。本实施方式中,由于没有在端子部18、20设置凹沟r,所以,不易产生像这样的热点。
[0084]
并且,无论俯视区间s得到的形状的长度方向笔直还是弯曲,俯视凹沟r得到的形
状的长度方向均笔直,因此,在利用激光形成凹沟r时,能够精度良好地形成凹沟r。另外,无论俯视区间s得到的形状的长度方向笔直还是弯曲,凸部rm的山形状的底部的宽度均大致恒定,因此,在凹沟r彼此的连结部,几乎不会沿着电阻发热体16的宽度方向产生电阻的分布。
[0085]
另外,静电卡盘加热器10的制法中,观察以沿着电阻发热体前驱体66的长度方向的面将电阻发热体前驱体66垂直地切断得到的截面时,使在相邻的区间t(t1、t2)所设置的凹沟u(u1、u2)彼此的连结部残留有山形状的凸部um。据此,相邻的区间t的凹沟u彼此不重复,因此,能够防止在相邻的区间t的凹沟u彼此的连结部生成深度较深的部位(电阻较高且容易发热的部位)。
[0086]
应予说明,本发明不受上述实施方式的任何限定,当然只要属于本发明的技术范围就可以以各种方案进行实施。
[0087]
例如,上述实施方式中,作为陶瓷加热器例示了静电卡盘加热器10,不过,可以为不具有静电电极14的陶瓷加热器。这种情况下,可以采用不具有静电电极前驱体64的上部的预烧体63制作层叠体50,对该层叠体50进行热压烧成,也可以省略上部的预烧体63,制作层叠体50,对该层叠体50进行热压烧成。
[0088]
上述实施方式中,作为第二陶瓷未烧成层例示了氧化铝粉体层62,不过,可以采用氧化铝成型体层或氧化铝生片来代替氧化铝粉体层62。氧化铝成型体层可以采用进行了干燥的成型体层,也可以采用干燥后进行了脱脂的成型体层。
[0089]
上述实施方式中,作为第一陶瓷烧成层例示了预烧体61,不过,可以采用氧化铝烧结体来代替预烧体61。或者,可以采用陶瓷成型体层或陶瓷生片来代替第一陶瓷烧成层。陶瓷成型体层可以采用进行了干燥的成型体层,也可以采用干燥后进行了脱脂的成型体层。
[0090]
上述实施方式中,作为供凹沟u形成的电阻发热体前驱体66,采用了将电阻发热体用糊料印刷后进行干燥得到的前驱体,不过,也可以采用印刷、干燥后进行脱脂得到的前驱体、印刷、干燥、脱脂后进行预烧(或烧成)得到的前驱体。
[0091]
上述实施方式中,作为电阻发热体16采用了在陶瓷基板12的整体以一笔画的要领按不交叉带状的导电线的方式进行配线得到的部件,但不特别限定于此。例如,可以将陶瓷基板12分为多个区段,针对各区段设置以一笔画的要领按不交叉带状的导电线的方式进行配线得到的电阻发热体。这种情况下,各电阻发热体采用与上述电阻发热体16同样的结构即可。
[0092]
上述实施方式中,作为静电卡盘加热器10,例示了将静电电极14和电阻发热体16植入于陶瓷基板12的结构的静电卡盘加热器,不过,也可以采用将静电电极14植入于陶瓷基板12且将电阻发热体16设置于陶瓷基板12的表面的结构。
[0093]
上述实施方式中,将多个区间s设定为一定的长度,但并不特别限定于此。例如,可以针对各区间s设定为各自的长度。区间t也是同样的。
[0094]
上述实施方式中,使凸部rm的高度与凹沟r的深度相同,不过,也可以使凸部rm的高度为小于凹沟r的深度的值。
[0095]
上述实施方式中,将凸部rm的底部的宽度设为95μm以下,不过,可以代替其而使凸部rm的底部的宽度相对于凹沟r的深度而言为1以上20以下,或者,可以除此以外还使凸部rm的底部的宽度相对于凹沟r的深度而言为1以上20以下。即便如此,凸部rm的底部的宽度
也足够小,因此,流通于电阻发热体16的电流几乎不会进入凸部rm进行流通。
[0096]
上述实施方式中,凸部rm的高度与凹沟r的深度相同,上边的长度a为20μm以上50μm以下,下边的长度b(底部的宽度)比上边长,不过,可以代替其使凸部rm的上边的长度a相对于凹沟r的深度而言为0以上9以下,或者,可以除此以外还使凸部rm的上边的长度a相对于凹沟r的深度而言为0以上9以下。或者,可以使凸部rm的高度相对于凹沟r的深度而言为0.3以上1以下。即便如此,在利用激光形成凹沟r时,也能够在凹沟r彼此的连结部可靠地残留凸部rm。
[0097]
上述实施方式中,电阻发热体16的多个区间s中的一部分可以不具有凹沟r。
[0098]
本技术以2020年2月26日申请的日本专利申请第2020-030725号为主张优先权的基础,通过引用,其全部内容包含在本说明书当中。
[0099]
产业上的可利用性
[0100]
本发明的陶瓷加热器用于例如半导体制造装置。
[0101]
符号说明
[0102]
10静电卡盘加热器,12陶瓷基板,12a晶片载放面,14静电电极,16电阻发热体,16c中心线,18、20端子部,22冷却板,24冷媒通路,26粘接层,30皮秒激光加工机,32激光,50层叠体,51、53成型体,61、63预烧体,62氧化铝粉体层,64静电电极前驱体,66电阻发热体前驱体,68线沟,r、r1、r2凹沟,rm凸部,u、u1、u2凹沟,s、s1、s2区间,t、t1、t2区间。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1