一种适用于异型坯连铸机的自动保护渣加入装置的制作方法
1.本实用新型涉及自动化的技术领域,尤其涉及一种适用于异型坯连铸机的自动保护渣加入装置。
背景技术:
2.国内现有主要连铸机,断面类型主要有方坯、圆坯、矩形坯、异型坯等。方坯、圆坯、矩形坯为规则的断面,使用常规自动加渣设备可以将整个结晶器断面保护渣均匀覆盖。然而异型坯边角较多,常规自动加渣设备无法满足加渣均匀无死角的要求,因此异型坯一般采用人工加渣的方式。
3.人工加渣,需时刻观察结晶口状态,加渣时间与加渣均匀度无法保证,工人劳动强度大,效率低下,难以保证加渣稳定性,容易产生卷渣和液面波动从而产生夹杂,振痕加深等缺陷。
4.使用人工加渣或人工补渣增加了工人劳动强度。因人工加渣或补渣没办法达到少加勤加的效果,无法保证均匀的渣层厚度,对钢坯质量产生很大影响。机器人加渣虽然可实现均匀加渣,但成本较高,性价比较低。
技术实现要素:
5.有鉴于此,本实用新型的目的在于提供一种适用于异型坯连铸机的自动保护渣加入装置。
6.为了实现上述目的,本实用新型采取的技术方案为:
7.一种适用于异型坯连铸机的自动保护渣加入装置,其中,包括:
8.下渣装置,所述下渣装置的下端开设有三下料口;
9.输渣管,每一所述输渣管的一端均连接一所述下料口;
10.喷渣装置,所述喷渣装置包括:若干左翼板喷渣头、若干右翼板喷渣头和若干腹板喷渣头,若干所述左翼板喷渣头、若干所述右翼板喷渣头和若干所述腹板喷渣头均安装在异型坯结晶器口的结晶器口上,所述结晶器口包括:腹板、左翼板和右翼板,若干所述腹板喷渣头均安装在所述腹板上,若干所述左翼板喷渣头均安装在所述左翼板上,若干所述右翼板喷渣头均安装在所述右翼板上,所述输渣管的另一端分别与所述左翼板喷渣头、所述右翼板喷渣头和所述腹板喷渣头连接;
11.左翼板加渣控制设备、右翼板加渣控制设备和腹板加渣控制设备,所述左翼板加渣控制设备设于所述左翼板喷渣头上,所述右翼板加渣控制设备设于所述右翼板喷渣头上,所述腹板加渣控制设备设于所述腹板喷渣头上。
12.上述的适用于异型坯连铸机的自动保护渣加入装置,其中,还包括:中央处理器,所述中央处理器分别电信号连接所述左翼板加渣控制设备、所述右翼板加渣控制设备和所述腹板加渣控制设备。
13.上述的适用于异型坯连铸机的自动保护渣加入装置,其中,所述左翼板的形状和
尺寸与所述右翼板的形状和尺寸均相同,所述腹板的宽度小于所述左翼板的宽度。
14.上述的适用于异型坯连铸机的自动保护渣加入装置,其中,若干所述左翼板喷渣头均与同一所述输渣管连接;若干所述右翼板喷渣头均与同一所述输渣管连接,若干所述腹板喷渣头均与同一所述输渣管连接。
15.上述的适用于异型坯连铸机的自动保护渣加入装置,其中,还包括:现场控制箱,所述现场控制箱和所述中央处理器电线连接。
16.上述的适用于异型坯连铸机的自动保护渣加入装置,其中,还包括:画面显示器,所述画面显示器用于显示所述喷渣头处的工况。
17.本实用新型由于采用了上述技术,使之与现有技术相比具有的积极效果是:
18.(1)本实用新型解决板坯生产中需要通过人工加渣或人工补渣的技术问题。
19.(2)本实用新型可保证均匀加渣,使得渣层厚度恒定,降低人工劳动强度的同时提高了钢坯质量,也降低了生产成本。
20.(3)本实用新型添加的保护渣持续稳定均匀,加渣无死角,为提高铸坯质量创造有利条件,去除人工投放保护渣的环节,大大降低扬尘对员工的身体伤害。
附图说明
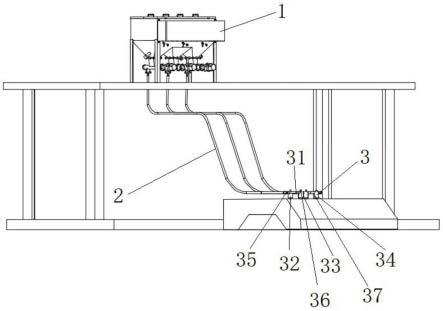
21.图1是本实用新型的适用于异型坯连铸机的自动保护渣加入装置的示意图。
22.图2是本实用新型的适用于异型坯连铸机的自动保护渣加入装置的下渣装置的示意图。
23.图3是本实用新型的适用于异型坯连铸机的自动保护渣加入装置的下料板的示意图。
24.附图中:1、下渣装置;2、输渣管;3、喷渣装置;31、结晶器口;32、左翼板喷渣头;33、腹板喷渣头;34、右翼板喷渣头;35、左翼板加渣控制设备;36、腹板加渣控制设备;37、右翼板加渣控制设备;311、左翼板;312、腹板;313、右翼板。
具体实施方式
25.下面结合附图和具体实施例对本实用新型作进一步说明,但不作为本实用新型的限定,图1是本实用新型的适用于异型坯连铸机的自动保护渣加入装置的示意图;图2是本实用新型的适用于异型坯连铸机的自动保护渣加入装置的下渣装置的示意图;图3是本实用新型的适用于异型坯连铸机的自动保护渣加入装置的下料板的示意图,参见图1至或图3所示,示出较佳实施例的一种适用于异型坯连铸机的自动保护渣加入装置,包括:
26.下渣装置1,下渣装置1的下端开设有三下料口;
27.输渣管2,每一输渣管2的一端均连接一下料口;
28.喷渣装置3,喷渣装置3包括:若干左翼板喷渣头32、若干右翼板喷渣头34和若干腹板喷渣头33,若干左翼板喷渣头32、若干右翼板喷渣头34和若干腹板喷渣头33均安装在异型坯结晶器口的结晶器口31上,结晶器口31包括:腹板312、左翼板311和右翼板313,若干腹板喷渣头33均安装在腹板312上,若干左翼板喷渣头32均安装在左翼板311上,若干右翼板喷渣头34均安装在右翼板313上,输渣管2的另一端分别与左翼板喷渣头32、右翼板喷渣头34和腹板喷渣头33连接;
29.左翼板加渣控制设备35、右翼板加渣控制设备37和腹板加渣控制设备36,左翼板加渣控制设备35设于左翼板喷渣头32上,右翼板加渣控制设备37设于右翼板喷渣头34上,腹板加渣控制设备36 设于腹板喷渣头33上。
30.在一种优选的实施例中,下渣装置1将保护渣送入输渣管2,输渣管2通过压缩空气引导保护渣进入左翼板喷渣头32、右翼板喷渣头34和腹板喷渣头33,左翼板喷渣头32、右翼板喷渣头34和腹板喷渣头33通过气料分离器将保护渣与气体分离,由重力作用落入结晶器内。
31.在一种优选的实施例中,左翼板喷渣头32、右翼板喷渣头34和腹板喷渣头33具有抑扬尘措施,能够确保作业区域内环境。
32.在一种优选的实施例中,还包括:中央处理器,中央处理器分别电信号连接左翼板加渣控制设备35、右翼板加渣控制设备37和腹板加渣控制设备36。
33.在一种优选的实施例中,中央处理系统可通过拉速反馈及液面实时波动自动调节加渣量。
34.在一种优选的实施例中,左翼板311的形状和尺寸与右翼板313 的形状和尺寸均相同,腹板312的宽度小于左翼板311的宽度。
35.在一种优选的实施例中,左翼板311、右翼板313和腹板312通过参数设置,可分别调整不同加渣量。
36.以上仅为本实用新型较佳的实施例,并非因此限制本实用新型的实施方式及保护范围。
37.本实用新型在上述基础上还具有如下实施方式:
38.本实用新型的进一步实施例中,若干左翼板喷渣头32均与同一输渣管2连接;若干右翼板喷渣头34均与同一输渣管2连接,若干腹板喷渣头33均与同一输渣管2连接。
39.本实用新型的进一步实施例中,还包括:现场控制箱,现场控制箱和中央处理器电线连接。
40.本实用新型的进一步实施例中,还包括:画面显示器,画面显示器用于显示喷渣头处的工况。
41.值得注意的是,左翼板喷渣头32、右翼板喷渣头34和腹板喷渣头33在喷渣处理时是将异型坯分成几个常规的小形状,对每个规则形状分别进行单独加渣;通过中央处理器分别控制多套下渣装置1,将保护渣加入输渣管2,再由高压气体将保护渣输送到左翼板喷渣头 32、右翼板喷渣头34和腹板喷渣头33,保护渣被均匀的洒在整个异型坯钢水表面;通过对实际拉速的检测及实际液面波动检测,系统自动计算出耗渣量,控制一定的渣层厚度,实现自动下渣;结合异型坯每一部分的耗渣量不同,每个规则形状的加渣量可单独控制。
42.以上仅为本实用新型较佳的实施例,并非因此限制本实用新型的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本实用新型说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1