一种微电路模块的旋转灌封工艺的制作方法
1.本发明属于pcba技术领域,具体涉及一种微电路模块的旋转灌封工艺。
背景技术:
2.微电路模块是一种典型的pcba,微电路模块正朝着高集成度和高功率密度的方向发展,特别是超大规模集成电路和各类功率器件在微电路模块上的应用,要求微电路模块工作时内部产生的热量被迅速地良好地散发到外界环境中,否则会造成微电路模块内部产生局部高温,损伤微电路模块内部的元器件,从而影响微电路模块的使用寿命及长期可靠性,且微电路模块要求3000vac及以上的绝缘性能,这些都需要通过灌封工艺来实现。
3.为了满足微电路模块苛刻的散热和绝缘需求,灌封时所用灌封胶的导热率和绝缘指标也越来越高,目前灌封胶的导热率已达4.0w/m
·
k及以上,击穿电压达9000v/mm以上,因此灌封胶中添加的散热填料和绝缘介质也大幅增加,这导致灌封胶的粘度越来越大,已达30000mpa
·
s及以上,同时,灌封胶内部的散热填料和绝缘介质之间的相互作用增加了灌封胶流动时的内摩擦力,导致进行可靠灌封的难度愈加增大。
4.此外,微电路模块内部的pcb板和元器件的组装结构日趋复杂,微电路模块包围式外壳一旦粘接完成,则只能通过一个很小的灌封孔进行灌封,这使得灌封工艺面临挑战。
5.目前常见的灌封方式主要有:(1)手动灌封,即借助灌封胶的重力作用进行灌封,但该灌封方式只适合pcb板结构简单且非包围式外壳粘接的产品,面对复杂的微电路模块内部结构、高粘度高导热灌封胶和包围式外壳粘接的产品已不能实现有效的致密灌封;(2)真空浸入式灌封,但该灌封方式不容易灌实,且生产时间长,浪费的灌封胶量极大,生产成本极高,且灌封后清理工作非常繁杂;(3)振动灌封,该灌封方式对微电路模块内部的pcb板和元器件有一定的损伤,同时面对微电路模块内部日趋复杂的组装结构和高粘度灌封胶,也已失去优势。
技术实现要素:
6.有鉴于此,本发明有必要提供一种微电路模块的旋转灌封工艺,该旋转灌封工艺通过对微电路模块以及pcb的布局等进行工艺设计,同时结合特定的旋转灌封装置,解决了现有的高粘度灌封胶的高成本灌封难题和灌封质量问题。
7.为了实现上述目的,本发明采用以下技术方案:
8.本发明提供了一种微电路模块的旋转灌封工艺,包括以下步骤:
9.提供pcb板,所述pcb板上设有灌封贯通孔;
10.提供铝合金盖板和u型壳面,所述铝合金盖板和u型壳面上均设有灌封孔,所述灌封孔处的pcb板处无元器件布局;
11.提供旋转灌封装置,其包括可旋转的旋转载物台和注胶头,所述旋转载物台上设有旋转载物工装,将所述pcb板、铝合金盖板和u型壳面组装后放置于所述旋转载物工装中;
12.旋转所述旋转载物台,所述注胶头通过所述灌封孔将灌封胶注入微电路模块中,
完成微电路模块的灌封。
13.进一步方案,所述灌封贯通孔的横向截面为长方形。
14.进一步方案,所述灌封贯通孔设于所述pcb板的中部。
15.进一步方案,所述灌封孔的孔径大小为3-5mm。
16.进一步方案,所述灌封孔设于所述铝合金盖板和/或u型壳面的几何中心位置。
17.进一步方案,所述旋转灌封装置包括一旋转机构,所述旋转机构设于所述旋转载物台的下方,用于驱动所述旋转载物台旋转。
18.进一步方案,所述旋转机构包括电动机,所述电动机中伸出有旋转轴,所述旋转轴远离所述电动机的端部连接有联轴器,所述联轴器与所述旋转载物台连接。
19.进一步方案,所述旋转载物台的下方设有分隔板,所述分隔板表面设有灌封胶收集沟道。
20.进一步方案,所述注胶头的出胶端连接有引流管,通过所述引流管向所述灌封孔中注入灌封胶。
21.进一步方案,所述引流管为针管,所述针管的端部位于距离所述灌封孔1-3mm处。
22.与现有技术相比,本发明具有以下有益效果:
23.本发明的旋转灌封工艺中,对pcb板进行灌封贯通孔设计,与之相适应地进行了外壳(铝合金盖板和/或u型壳面)灌封孔的匹配设计,并结合特定的旋转灌封装置,通过工艺设计与装置配合,实现了微电路模块的旋转灌封。
24.本发明的旋转灌封工艺,基于该旋转灌封工艺的特点,注入微电路模块的灌封胶一旦触碰pcb板就迅速被微电路模块旋转产生的离心力甩到未被灌封的空间角落中,并且可通过观察灌封胶与灌封孔齐平的情况和重量验证的方法严格控制灌胶量,使得每只微电路模块的灌胶量均可控,因此可根据“按需使用”的原则进行灌封胶的准备。由于部分灌封胶的可操作时间较短,这对灌封工艺是一种挑战,而采用本发明的旋转灌封工艺时,每只微电路模块的灌封胶灌注量和每只微电路模块完成灌封胶灌注的时间均可控,结合灌封胶具体的操作时间,可以进行相适应的配合,在灌封胶不可操作时,完成所配全部灌封胶的灌封,然后开始下一轮旋转灌封,不受灌封胶的可操作时间较短的影响,因此对灌封胶较短的操作时间也没有限制。并且由于有定量操作的特点,该工艺也不会浪费昂贵的灌封胶;该旋转灌封工艺中,微电路模块旋转时产生的离心力可根据不同产品的布局和尺寸进行有效调整,灌封胶可以借助离心力使得微电路模块内部的所有灌封空间和角落得到密实的灌注,保障了灌封效果良好可靠,工艺操作灵活可控,适用于微电路模块研发和批产等各种类型的任务。
25.本发明中的旋转灌封工艺从工艺设计和装置上进行改进,使得该旋转灌封工艺具有低成本、高可靠且操作简便的优势。
附图说明
26.图1为本发明一较佳实施例中pcb板10的结构示意图;
27.图2为本发明一较佳实施例中旋转载物工装40的结构示意图;
28.图3为本发明一较佳实施例中微电路模块与旋转载物工装40的组合结构示意图;
29.图4为图3中微电路模块与旋转载物工装40的组合爆炸分解示意图;
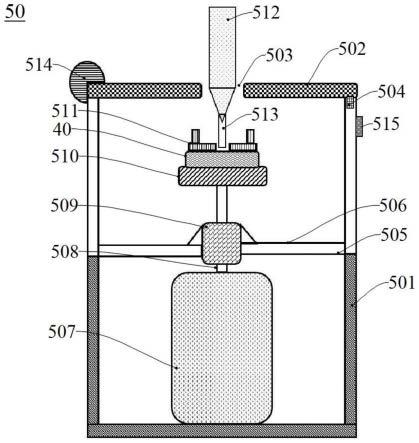
30.图5为本发明一较佳实施中旋转灌封装置50的结构示意图。
31.图中:10-pcb板、101-灌封贯通孔;
32.20-u型壳面、201-第一灌封孔;
33.30-铝合金盖板、301-第二灌封孔;
34.40-旋转载物工装、401-螺钉孔、402-挡块、403-配重块;
35.50-旋转灌封装置、501-壳体、502-防护盖、503-灌封窗口、504-锁紧柱、505-分隔板、506-灌封胶收集沟道、507-电动机、508-旋转轴、509-联轴器、510-旋转载物台、511-微电路模块、512-注胶头、513-针管、514-铰链、515-控制面板。
具体实施方式
36.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
37.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。
38.本发明的实施方式中提供了一种微电路模块的旋转灌封工艺,实现了微电路模块密实可靠的灌封,使得该旋转灌封工艺具有低成本、高可靠且操作简便的优点。在本实施例中,具体的说,旋转灌封工艺主要包括以下步骤:
39.微电路模块pcb板布局和外壳灌封孔的设计
40.本文中所述的pcb板即为本领域中常规定义和结构,其在基板上根据需要设有相关器件布局,故这里不再具体阐述。本文中所述的pcb板为已经完成元器件和引腿组装的pcb板。在该pcb板上设有灌封贯通孔,所述灌封贯通孔由pcb板布局孔隙组成,该pcb板布局孔隙分别连通外壳粘接后的微电路模块的上下腔体。
41.可以理解的是,本文中所述的灌封贯通孔即pcb板上灌封通道的孔隙,本发明的一些具体的实施例中通过在pcb板上漏空一定的面积实现,漏空的大小和位置等没有特别的限定,可根据需要进行设计,根据本发明的实施例,灌封贯通孔的横向截面积优选为长方形,其大小为4mm
×
15mm,位置优选为靠近pcb板的中心。值得注意的是,灌封贯通孔可以设计在除pcb板边角位置的任意位置,更优选的,设计在pcb板的中心位置,这是由于若将灌封贯通孔设计在边角位置,则不利于微电路模块上下腔体中的灌封胶的顺利贯通,容易造成灌封死角导致无法灌注密实的缺陷。
42.微电路模块的外壳主要包括铝合金盖板和u型壳面,在铝合金盖板和u型壳面上分别设计有灌封孔,灌封孔的孔径大小根据设计需要进行选择,在本发明的一些具体的实施例中,灌封孔的孔径大小为3-5mm,需要说明的是,灌封孔所对的pcb板处无元器件布局。该铝合金盖板或u型壳面的灌封孔是灌封胶从外界进入微电路模块内部的唯一通道,在微电路模块的不断旋转中,灌封胶通过灌封孔可以有效地甩入微电路模块内部。若灌封孔过小,旋转灌封时,注入灌封胶的难度陡增;若灌封孔过大,旋转灌封时,灌封胶会从灌封孔飞出,造成不利影响。故,优选地,本发明中的灌封孔的孔径大小为3-5mm。
43.可以理解的是,一般来说灌封孔应设计在铝合金盖板或u型壳面的几何中心位置,
若由于pcb板布局的元器件正好在灌封孔的正下方且pcb板版图设计上无法避开,则灌封孔可设计在铝合金盖板或u型壳面的中部位置。若灌封孔偏离铝合金盖板或u型壳面的几何中心,可以通过旋转载物工装进行偏心修正,但灌封孔不允许设计在铝合金盖板或u型壳面的边角位置。这是由于灌封孔设计在铝合金盖板或u型壳面的边角位置,会导致过偏心缺陷,此时旋转载物工装无法实现有效的偏心修正,无法实现正常的旋转灌封。
44.通过pcb板灌封贯通孔设计,主要起到联通微电路模块内部上下腔体的作用。当灌封胶从微电路模块外壳上的灌封孔不断地旋转注入到pcb板上时,该pcb板腔体的灌封胶可以通过灌封贯通孔进入pcb板另一侧的腔体,使得微电路模块内部上下腔体的灌封胶可以融合成一个整体,从而实现致密的灌封。
45.提供旋转灌封装置
46.该旋转灌封装置能够提供微电路模块旋转灌封的动力,从而实现旋转灌封,该旋转灌封装置包括旋转载物台,旋转载物台借助于电动机旋转提供的动力实现旋转;在本发明的一些具体的实施例中,电动机固定于旋转灌封装置的壳体底部,该电动机的旋转轴从电动机上表面垂直伸出,旋转轴的转速和转向可按需设定,通过联轴器,其与水平方向的旋转载物台相连,控制面板设置在旋转灌封装置壳体外侧。在壳体内设计有分隔板,该分隔板将旋转灌封装置的壳体内部分隔成上下部空间,其中,将旋转载物台设计在分隔板的上部空间,驱动旋转载物台旋转的电动机等设计在分隔板的下部空间。旋转载物台与旋转灌封装置的旋转轴共线,旋转轴的转速和转向即为旋转载物台的转速和转向,因微电路模块放置在旋转载物台工装中,而旋转载物台工装是固定在旋转载物台上的,故微电路模块围绕灌封孔的转速和转向也与此保持一致。此外,在分隔板的表面设有灌封胶收集沟道,该灌封胶收集沟道有助于收集旋转灌封过程中溅射出的多余灌封胶,实现良好的灌封胶收集效果。在旋转灌封装置的壳体上端设有防护盖,该防护盖能够有效保护旋转灌封操作者的安全,实现安全操作;此外,在防护盖上设计有旋转灌封窗口、铰链和锁紧柱,所述旋转灌封窗口呈圆形,位于防护盖的中央位置,通过该旋转灌封窗口向为微电路模块进行灌封胶灌封。进一步的,所述铰链用于连接防护盖和旋转灌封装置的壳体,从而使得防护盖可以完全打开或遮蔽壳体的上端,当进行旋转灌封时,通过锁紧柱可以将防护盖牢靠地固定在旋转灌封圆柱槽上端的锁紧孔中,关闭防护盖;当旋转灌封停止,取放微电路模块时,可将防护盖打开,方便操作。
47.当旋转灌封装置的旋转轴开始旋转后,位于旋转载物台内的微电路模块围绕灌封孔产生定速旋转,此时灌封胶从引流管中流出并通过灌封孔注入微电路模块中,在微电路模块旋转的离心力作用下,灌封胶被不断地甩入微电路模块内部的空间中,完成微电路模块密实可靠的灌封。
48.本领域技术人员熟知,灌封气泡缺陷和灌封孔隙缺陷是灌封工艺的难题,通过本发明中的旋转灌封工艺可以解决这些问题。旋转灌封时,通过旋转时产生的离心力将胶体甩到模块内部的每一个角落,胶体中的气泡被甩裂并释放,随着胶体的不断注入以及旋转,最终将模块的内部空间密实地注满灌封胶,并通过离心力将胶体内部产生的气泡从模块内部挤出,通过灌封孔排到大气中。旋转灌封时旋转速度不宜过快,旋转速度过快时灌封胶则高速地充满微电路模块内部,使得模块部分底部的气泡无法排出;旋转速度过慢时则灌封胶注入微电路模块内部的速度过慢,大量的空气就会随之进入灌封腔中,形成气泡缺陷。因
此,旋转灌封的转速参数非常重要,一般地,旋转速度设定在500-800r/min。
49.在该旋转灌封装置中,旋转载物工装在本发明中是一项重要的工装设计。如果在进行微电路模块安装时,失去旋转载物工装,则微电路模块只能直接固定在旋转载物台上,这将造成生产效率的大打折扣:旋转灌封前需要进行微电路模块的机械固定,而旋转灌封完成后又需进行微电路模块的拆卸,直接在旋转载物台进行微电路模块的反复固定和拆卸,造成大量正式生产时间的浪费,而生产效率必然就极为低下。而旋转载物工装彻底解决了上述问题:对于不同微电路模块对应的旋转载物工装,其只需一次性固定在旋转载物台上,而微电路模块则可以直接在固定后的旋转载物工装中进行取放。原本每只微电路模块可能需要的4min的固定及拆卸时间缩短为3s以内,这极大地提高了生产效率。
50.进一步地,所述旋转载物工装,其底部设计有若干螺钉孔,用于固定在旋转载物台上,针对不同尺寸的微电路模块及其灌封孔的布局,设计相适应的挡块和配重块,以实现微电路模块的正确放置,完成非偏心旋转灌封和偏心旋转灌封。所谓偏心是指灌封孔并不在微电路模块的几何中心上即灌封孔与微电路模块的几何中心发生偏离的现象。当微电路模块的灌封孔位于微电路模块的几何中心时,则该灌封孔与旋转载物台工装的几何中心重合,旋转载物台工装只需设计相适应的挡块即可,不需要设计配重块,即可实现正常的非偏心旋转灌封;当灌封孔偏离微电路模块的几何中心,则为了保持该灌封孔与旋转载物台工装的几何中心重合,就必须同时设计相适应的挡块和配重块,才可实现偏心旋转灌封。
51.下面通过具体实施例对本发明进行说明,需要说明的是,下面的具体实施例仅仅是用于说明的目的,而不以任何方式限制本发明的范围,另外,如无特别说明,未具体记载条件或者步骤的方法均为常规方法。
52.实施例
53.本实施例中的pcb板10的结构如图1中所示的,其已经完成元器件和引腿的组装,其具体的布局等这里不再具体阐述,可根据实际设计需要进行调整。如图1中所示的,在该pcb板10的中部设有灌封贯通孔101,该灌封贯通孔101设计横截面为长方形的形状,在本实施例中,该灌封贯通孔101的大小为4mm
×
15mm,其位置靠近pcb板10的中心位置,通过该灌封贯通孔101连通pcb板10的上下腔体。
54.请继续参阅图2,图2中示出了旋转灌封工艺中用于设置pcb板10的旋转载物工装40,该旋转载物工装40的底板上设有若干螺钉孔401,用于将该旋转载物工装40后续在旋转灌封装置50中固定。进一步的,请继续参阅图2,在旋转载物工装40的底板相对的两侧设有挡块402,用于对放置在旋转载物工装40上的pcb板10等实现限位,保证pcb板10的旋转灌封的顺利进行。同时在旋转载物工装40底板的侧面设有配重块403,可根据需要对配重块403进行调整,对灌封的中心进行修正。
55.进一步的,请结合图2和图3,通过将铝合金盖板30、pcb板10和u型壳面20依次组装后放置于旋转载物工装40中,可进一步结合图4,可以看出,u型壳面20上设有第一灌封孔201,在铝合金盖板30上设有第二灌封孔301,通过第一灌封孔201和第二灌封孔301以及灌封贯通孔101,实现灌封。
56.进一步的,请参阅图5,其示出了本实施例中旋转灌封装置50的结构示意图,其包括壳体501,在壳体501的上端通过铰链514设有防护盖502,防护盖502可沿铰链514打开或关闭,且在铰链514相对的一侧设有锁紧柱504,通过锁紧柱504于壳体501上的锁紧孔(图中
未示出)配合,实现防护盖502的锁紧;进一步的,防护盖502的中部设有灌封窗口503,通过该灌封窗口503进行旋转灌封。进一步的,在壳体501的内部设有分隔板505,该分隔板505将壳体501的内部分为上下部空间,其中,在下部空间中设有旋转机构,具体的说,在壳体501的底部设有电动机507,电动机507的上端设有旋转轴508,旋转轴508的端部设有联轴器509。进一步的,在上部空间中设有旋转载物台510,旋转载物台510与联轴器509连接,通过电动机507的驱动,使得旋转载物台510进行旋转。在旋转载物台510的上端设有注胶头512,注胶头512的出胶端连接有针管513,通过注胶头512和针管513向旋转载物台510上的微电路模块511进行注胶旋转灌封。此外,在分隔板505的上表面设有灌封胶收集沟道506,通过该灌封胶收集沟道506收集旋转灌封过程中溅射出的多余的灌封胶,一方面实现灌封胶的收集,另一方面表面旋转灌封过程中溅射的灌封胶污染壳体501的内部。进一步的,可以理解的是,电动机507的控制通过控制面板515进行,具体的说,可控制旋转的转速和转向等,控制面板515的布置位置没有特别的限定,优选的,在本实施例中,将控制面板515布置在壳体501的外部,方便操作。
57.下面结合图5中的旋转灌封装置50,对本实施例中旋转灌封工艺进行具体的阐述:
58.将设计有灌封贯通孔101的pcb板10、铝合金盖板30和u型壳面20按照根据图3和图4中的示意图粘接入壳,组装形成微电路模块511,放置于旋转载物工装40中,该旋转载物工装40通过对应的螺钉孔401固定在旋转载物台510的中心位置,其中,u型壳面20处设计有第一灌封孔201,确认第一灌封孔201朝上,此时微电路模块511被束缚在旋转载物工装40的挡块402内侧,其中,第一灌封孔201偏离了微电路模块511的几何中心,但旋转载物工装40的配重块403使其得到修正,使第一灌封孔201处于旋转载物台510的中心位置,再通过铰链514和锁紧柱504,将旋转灌封装置50的防护盖502锁紧。
59.进一步的,将旋转灌封装置50开关打开,连通电源,在旋转灌封装置50的控制面板515将旋转速度设定在600r/min,然后按确定键确定。通过灌封窗口503,将充满灌封胶的注胶头512连接的针管513伸入到微电路模块511内部距离第一灌封孔201表面约1mm-3mm处。电动机507安装在旋转灌封装置50的壳体501内,联轴器509将电动机507的旋转轴508与旋转载物台510进行联接,开始旋转灌封,当灌封胶与第一灌封孔201齐平时,注胶头512停止注胶,观察微电路模块511的第一灌封孔201,当第一灌封孔201出现空洞时则继续注胶,直至第一灌封孔201不再出现空洞时停止灌封,灌封完成后,工艺上可以采用重量称量的方式对灌封质量进行监控后再进行灌封胶后续的烘烤固化。灌封胶收集沟道506可以收集旋转灌封过程中溅出的多余灌封胶,也便于旋转灌封后灌封胶的清理。
60.面对微电路模块内部pcb板和元器件组装结构日趋复杂的挑战,本发明中的旋转灌封工艺体系彻底解决了高导热高绝缘高粘度灌封胶的灌封问题,可实现批量化生产,灌封质量优,保证了微电路模块的灌封效果,杜绝了劣质的产品;使用该种旋转灌封工艺体系进行灌封的微电路模块产品在航空航天等尖端领域已大批量应用,质量稳定可靠,并可推广到其他领域。
61.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
62.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并
不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1