石墨烯基均温板及其制备方法与流程
1.本发明涉及散热技术领域,具体涉及石墨烯基均温板及其制备方法。
背景技术:
2.随着电子设备的逐渐轻量化和轻薄化,设备内部空间更加紧凑,且设备内部元件发热功率逐渐提升,发热量增加,需要一种散热元件将热量散发到空气中,并实现设备的减重和节省空间需求。电子设备中会采用均温板散热,保证设备的正常使用,目前正在应用中的均温板多采用金属或其合金材质,金属密度较高,不利于设备的减重需求;金属或其合金制成的均温板对形状的要求较高,矩形等规则形状的均温板可以达到最佳的散热效果,不规则图形的均温板存在较多的无效区,不利于设备的空间节省需求。
技术实现要素:
3.针对现有技术存在问题中的一个或多个,本发明提供一种石墨烯基均温板,包括外壳、吸液芯、液态工质和立柱,所述外壳呈空腔,所述立柱用于支撑所述空腔,所述液态工质和所述吸液芯设置在所述空腔内,所述外壳的基材为石墨烯导热片或石墨烯泡沫片。
4.根据本发明的一个方面,所述外壳包括上盖板和底座,所述上盖板覆盖底座,所述上盖板与底座之间形成空腔。
5.根据本发明的一个方面,所述立柱设置在上盖板或/和底座上。
6.根据本发明的一个方面,所述上盖板或底座上设置有真空抽气口,用于对空腔抽真空。空气热阻很大,空腔内若有空气则会影响均温板的导热性能,本发明通过对空腔抽真空,防止了空气对均温板性能的影响。
7.根据本发明的一个方面,所述上盖板朝向底座的一面设置有凹槽。
8.根据本发明的一个方面,所述底座朝向上盖板的一面设置有凹槽。
9.根据本发明的一个方面,所述上盖板朝向底座的一面设置有凹槽,所述底座朝向上盖板的一面设置有凹槽。
10.根据本发明的一个方面,所述外壳还包括夹层框,所述夹层框设置在上盖板和底座之间,形成有容纳立柱穿过的空间,优选地,所述夹层框的厚度与立柱的高度相同。
11.根据本发明的一个方面,所述立柱为多个,优选地,所述多个立柱阵列排布。
12.根据本发明的一个方面,所述基材的厚度为0.1-5mm,若基材过薄,就会很软,机械性能不够,容易撕裂;若基材过厚,则分层比例会增高,因为石墨烯导热片是多层堆叠的结构,层数增加分层的风险也会增加,进而影响其导热性能;基材在上述范围内可以保证其良好的机械性能,并且具有良好的导热性能,优选地,所述基材的厚度为0.3-4mm。
13.根据本发明的一个方面,所述石墨烯导热片的导热系数为1000-2200w/(m
·
k),密度为1.9-2.26g/cm3。石墨烯导热片的导热系数过低会影响均温板的导热性能,密度过低会导致导热性能差。
14.根据本发明的一个方面,所述石墨烯泡沫片导热系数为100-1000w/(m
·
k),密度
为0.3-0.6g/cm3。石墨烯泡沫片的导热系数过低则会影响均温板的导热性能,密度过低会导致导热性能差。
15.根据本发明的一个方面,所述外壳的基材外表面设置有金属层。
16.根据本发明的一个方面,所述金属层包括钛、铜、镍、银、锌、铝、锡和铅中的一种或多种。
17.根据本发明的一个方面,所述金属层的厚度为5-20μm,金属层的厚度过低或过高,会导致焊接效果较差,焊接之后内聚力过小使工件之间易分离,而且金属层过厚会延长制备时间,增加成本,金属层过薄或者过厚无法焊接,或焊接不牢固导致气密性不好,优选地,所述金属层的厚度为8-15μm。
18.根据本发明的一个方面,所述石墨烯基均温板呈规则形状或/和不规则形状。
19.根据本发明的一个方面,所述规则形状包括正三角形、等腰三角形、矩形和五边形中的一种或多种。
20.根据本发明的一个方面,所述不规则形状包括多边形或/和异形。
21.根据本发明的一个方面,液体工质为水或/和丙酮,液体工质可在腔体内发生相变实现散热。
22.根据本发明的另一个方面,提供一种石墨烯基均温板的制备方法,包括:
23.以石墨烯导热片或石墨烯泡沫片为基材制备呈空腔的外壳;
24.在空腔内布置立柱;
25.在空腔内制备吸液芯;
26.在空腔内填充液体工质,优选地,所述液体工质包括水或/和丙酮。
27.根据本发明的另一个方面,所述以石墨烯导热片或石墨烯泡沫片为基材制备呈空腔的外壳的步骤包括:
28.以石墨烯导热片或石墨烯泡沫片为基材制备空腔;
29.在基材的外表面进行金属化处理;
30.优选地,所述在基材的外表面进行金属化处理的步骤包括:
31.采用物理气相沉积法和化学镀的方法在基材外表面形成金属层。
32.根据本发明的另一个方面,所述以石墨烯导热片或石墨烯泡沫片为基材制备空腔的步骤包括:
33.制备上盖板;
34.制备底座;
35.在上盖板或/和底座上加工凹槽,使得上盖板和底座之间形成空腔;
36.优选地,所述以石墨烯导热片或石墨烯泡沫片为基材制备空腔的步骤包括:
37.制备上盖板;
38.制备底座;
39.制备夹层框,所述夹层框形成有容纳立柱穿过的空间;
40.将夹层框连接在上盖板和底座之间。
41.根据本发明的另一个方面,所述在空腔内制备吸液芯的步骤包括:
42.采用烧结铜粉和/或可烧结的编织网和/或可烧结的纤维为原材料,在高温条件下,以烧结方式制成。
43.根据本发明的一个方面,所述在空腔内制备吸液芯的步骤中,高温条件的温度为800-1200℃,上述高温条件能够形成稳定多孔结构的吸液芯,温度过低或过高会导致吸液芯内部孔径不稳定,过大或过小都会影响最终均温板的导热性能。在空腔内烧结制备吸液芯相对于现有技术的采用发泡成型的金属作为毛细结构体,铺设纳米碳管等方法,具有工艺简单、孔径易控制、毛细结构体与基材结合力较好、所以制成成品的良品率较高、且成本较低的优点。
44.根据本发明的另一个方面,所述在空腔内布置立柱的步骤包括:
45.根据空腔内容积确定立柱的数量,优选地,平均每4cm2布置一个立柱。立柱过多则会占用空腔内部过多的空间,导致液体工质含量过少,不能在同等时间内传输更多的热量;立柱过少则无法达到理想的支撑效果,抽真空后空腔易塌陷。
46.本发明所述石墨烯基均温板的外壳以石墨烯导热片或石墨烯泡沫片为基材,导热性能良好,石墨烯基均温板不存在无效区,有利于设备的空间节省。基材的密度≤2.2g/cm3,低于金属或其合金的密度,在为设备的减重方面效果明显;因基材的导热系数为100-2200w/(m
·
k),高于金属或其合金,所以石墨烯基均温板可以制成更多不同形状以及不同尺寸,不规则区域可以依靠石墨烯片自身的高导热性能传递热量,所以石墨烯基均温板不存在无效区。
47.本发明所述石墨烯基均温板的空腔内布置立柱,防止抽真空过程中产品塌陷,增加强度。
48.本发明所述石墨烯基均温板的外壳基材的外表面采用物理气象沉积或化学镀的方法对基材进行金属化,金属化的作用是用于焊接,镀了金属层的石墨烯导热片或导热膜可使用焊料焊接在一起,若没有金属层,则焊料与石墨烯不浸润,所以就无法焊接。
附图说明
49.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
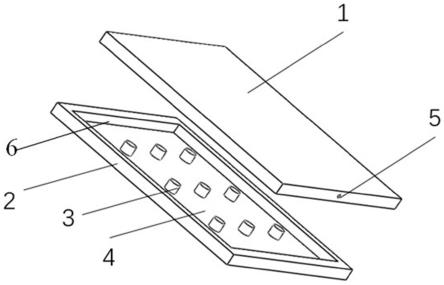
50.图1是本发明所述石墨烯基均温板的第一实施例的示意图;
51.图2是本发明所述石墨烯基均温板的第二实施例的示意图;
52.图3是本发明所述石墨烯基均温板的第三实施例的示意图;
53.图4是本发明所述石墨烯基均温板的第四实施例的示意图;
54.图5是本发明所述石墨烯基均温板的第五实施例的示意图。
具体实施方式
55.在下文中,仅简单地描述了某些示例性实施例。正如本领域技术人员可认识到的那样,在不脱离本发明的精神或范围的情况下,可通过各种不同方式修改所描述的实施例。因此,附图和描述被认为本质上是示例性的而非限制性的。
56.下文的公开提供了许多不同的实施方式或例子用来实现本发明的不同结构。当然,它们仅仅为示例,并且目的不在于限制本发明。此外,本发明提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
57.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
58.图1是本发明所述石墨烯基均温板的第一实施例的示意图,如图1所示,所述石墨烯基均温板,包括外壳、吸液芯(未示出)、液态工质(未示出)和立柱3,所述外壳包括上盖板1和底座2,所述底座朝向上盖板的一面设置有凹槽6,所述上盖板覆盖底座,所述凹槽形成空腔4,所述液态工质、吸液芯和多个立柱设置在所述凹槽内,所述外壳的基材为石墨烯导热片或石墨烯泡沫片。
59.图2是本发明所述石墨烯基均温板的第二实施例的示意图,如图2所示,所述石墨烯基均温板,包括外壳、吸液芯(未示出)、液态工质(未示出)和立柱3,所述外壳包括上盖板1和底座2,所述上盖板朝向底座的一面设置有凹槽6,所述上盖板覆盖底座,所述凹槽形成空腔4,所述液态工质、吸液芯和多个立柱设置在所述凹槽内,所述外壳的基材为石墨烯导热片或石墨烯泡沫片。
60.图3是本发明所述石墨烯基均温板的第三实施例的示意图,如图3所示,所述石墨烯基均温板,包括外壳、吸液芯(未示出)、液态工质(未示出)和立柱,所述外壳包括上盖板1和底座2,所述底座朝向上盖板的一面设置有凹槽6,所述上盖板朝向底座的一面也设置有凹槽6,所述上盖板覆盖底座,所述凹槽形成空腔4,所述液态工质、吸液芯和多个立柱设置在所述凹槽内,所述外壳的基材为石墨烯导热片或石墨烯泡沫片。
61.图4是本发明所述石墨烯基均温板的第四实施例的示意图,如图4所示,所述石墨烯基均温板,包括外壳、吸液芯(未示出)、液态工质(未示出)和立柱,所述外壳包括上盖板1、夹层框7和底座2,所述夹层框设置在上盖板和底座之间,形成有容纳立柱穿过的空间,所述上盖板和底座夹紧夹层框,所述上盖板与底座之间形成空腔形成空腔4,所述液态工质、吸液芯和多个立柱设置在所述空腔内,所述外壳的基材为石墨烯导热片或石墨烯泡沫片。
62.图5是本发明所述石墨烯基均温板的第五实施例的示意图,图5可以采用图1-图4中任一种结构,区别在于,图1-图4的石墨烯石墨烯基均温板呈规则形状,图5的石墨烯基均温板呈不规则形状。
63.本发明所述石墨烯基均温板可以为双层结构,也可以为三层结构,所述双层结构中,外壳包括上盖板和底座;所述三层结构中,外壳包括上盖板、底座和夹层框;双层结构中,上盖板和底座可以均加工凹槽;双层结构中,也可是上盖板或底座加工凹槽;三层结构中,上盖板和底座均不加工凹槽,夹层框放置于上盖板和底座中间。
64.上盖板和底座的形状和尺寸相同,夹层框的外框尺寸小于等于上盖板和底座,内框尺寸小于外框,凹槽的尺寸小于上盖板和底座,所述形状包括规则形状和不规则形状,所述规则形状包括正三角形、等腰三角形、矩形、五边形等正多边形,所述不规则图形包括多边形和异形。
65.立柱数量根据凹槽或夹层框面积大小增加和减少,立柱高度等于空腔高度,也可以是,立柱高度等于空腔高度的一半,上盖板和底座上的立柱数量相等,位置相同,并且一一对应。还可以是,上盖板和底座的立柱交错设置,立柱高度等于空腔高度。
66.在上述各实施例中,所述上盖板1或底座2上设置有真空抽气口5,用于对空腔4抽真空。
67.为了证明本发明的技术效果,进行了以下具体实施例:
68.实施例1
69.在实施例1中:
70.石墨烯基均温板为两层结构,上盖板和底座的基材种类相同,厚度相同;
71.选取的石墨烯泡沫片为基材,尺寸100*100mm,厚度为0.4mm,导热系数600w/(m
·
k);
72.上盖板和底座均有凹槽(如图3所示),凹槽深度0.3mm,凹槽形状为矩形,尺寸90*90mm,凹槽各边与石墨烯片各边等距,均为5mm,立柱数量20-21个;
73.钛镀层厚度8μm,铜镀层12μm,石墨烯基均温板的总厚度0.885mm;
74.在凹槽内填充烧结铜粉,在烘箱内进行烧结之后便会在凹槽槽底表面形成吸液芯;
75.液体工质为水。
76.对上述石墨烯基均温板进行以下测试:
77.采用直流电源加热,热源为10*10mm的矩形,热源放置于石墨烯基均温板正下方右上角位置,热源上、右两边距离石墨烯基均温板上、右两边均为10mm,功率为5w;
78.加热时间30min,热源温度及石墨烯基均温板表面温度达到稳态;
79.热源温度:70℃,石墨烯基均温板表面最高温度:65℃,上表面面内温差:≤2.1℃。
80.实施例2
81.在实施例2中:
82.石墨烯基均温板为两层结构,上盖板和底座的基材种类相同,厚度相同。
83.选取石墨烯导热片为基材,尺寸100*100mm,厚度为0.4mm,导热系数1300w/(m
·
k);
84.上盖板和底座均有凹槽(如图3所示),凹槽深度0.3mm,凹槽形状为矩形,尺寸90*90mm,凹槽各边与石墨烯片各边等距,均为5mm,立柱数量20-21个;
85.钛镀层厚度8μm,铜镀层12μm,石墨烯基均温板的总厚度0.885mm;
86.在凹槽内填充可烧结的编织网,在烘箱内进行烧结之后便会在凹槽槽底表面形成吸液芯;
87.液体工质为丙酮。
88.对上述石墨烯基均温板进行以下测试:
89.采用直流电源加热,热源为10*10mm的矩形,热源放置于石墨烯基均温板正下方右上角位置,热源上、右两边距离石墨烯基均温板上、右两边均为10mm,功率为5w;
90.加热时间30min,热源温度及石墨烯基均温板表面温度达到稳态;
91.热源温度:60℃,石墨烯基均温板表面最高温度:55℃,上表面面内温差:≤1.2℃。
92.实施例3
93.在实施例3中:
94.石墨烯基均温板为两层结构,上盖板和底座的基材的种类相同,厚度相同;
95.选取石墨烯泡沫片为基材,尺寸100*100mm,厚度为3.5mm,导热系数600w/(m
·
k);
96.上盖板和底座均有凹槽(如图3所示),凹槽深度3.2mm,凹槽形状为矩形,尺寸90*90mm,凹槽各边与石墨烯片各边等距,均为5mm,立柱数量20-21个;
97.钛镀层厚度8μm,铜镀层12μm,石墨烯基均温板的总厚度7.085mm;
98.在凹槽内填充可烧结纤维,在烘箱内进行烧结之后便会在凹槽槽底表面形成吸液芯;
99.液体工质为水和丙酮。
100.对上述石墨烯基均温板进行以下测试:
101.采用直流电源加热,热源为10*10mm的矩形,热源放置于石墨烯基均温板正下方右上角位置,热源上、右两边距离石墨烯基均温板上、右两边均为10mm,功率为5w;
102.加热时间30min,热源温度及石墨烯基均温板表面温度达到稳态;
103.热源温度:40℃,石墨烯基均温板表面最高温度:35℃,上表面面内温差:≤0.5℃。
104.实施例4
105.在实施例4中:
106.石墨烯基均温板为两层结构,上盖板和底座基材的种类相同,厚度相同;
107.选取石墨烯导热片为基材,尺寸100*100mm,厚度为3.5mm,导热系数1300w/(m
·
k);
108.上盖板和底座均有凹槽(如图3所示),凹槽深度3.2mm,凹槽形状为矩形,尺寸90*90mm,凹槽各边与石墨烯片各边等距,均为5mm,立柱数量20-21个;
109.钛镀层厚度8μm,铜镀层12μm,石墨烯基均温板的总厚度7.085mm。
110.在凹槽内填充烧结铜粉,在烘箱内进行烧结之后便会在凹槽槽底表面形成吸液芯;
111.液体工质为水。
112.对上述石墨烯基均温板进行以下测试:
113.采用直流电源加热,热源为10*10mm的矩形,热源放置于石墨烯基均温板正下方右上角位置,热源上、右两边距离石墨烯基均温板上、右两边均为10mm,功率为5w;
114.加热时间30min,热源温度及石墨烯基均温板表面温度达到稳态;
115.热源温度:30℃,石墨烯基均温板表面最高温度:25℃,上表面面内温差:≤0.3℃。
116.实施例5
117.在实施例5中:
118.石墨烯基均温板为两层结构,上盖板和底座的基材种类相同,厚度相同;
119.选取石墨烯泡沫片为基材,尺寸和形状如图5中外圈轮廓,厚度为0.4mm,导热系数600w/(m
·
k);
120.上盖板和底座均有凹槽,凹槽深度0.3mm,凹槽尺寸和形状为图5中内圈轮廓,凹槽各边与石墨烯片各边等距,均为5mm,立柱数量10个;
121.钛镀层厚度8μm,铜镀层12μm,石墨烯基均温板的总厚度0.885mm;
122.在凹槽内填充烧结铜粉,在烘箱内进行烧结之后便会在凹槽槽底表面形成吸液芯;
123.液体工质为水。
124.对上述石墨烯基均温板进行以下测试:
125.采用直流电源加热,热源为10*10mm的矩形,热源放置于石墨烯基均温板正下方右上角位置,热源上、右两边距离石墨烯基均温板上、右两边均为10mm,功率为5w;
126.加热时间30min,热源温度及石墨烯基均温板表面温度达到稳态;
127.热源温度:75℃,石墨烯基均温板表面最高温度:70℃,上表面面内温差:≤2.2℃。
128.实施例6
129.在实施例6中:
130.石墨烯基均温板为两层结构,上盖板和底座基材的种类相同,厚度相同;
131.选取石墨烯导热片为基材,尺寸和形状如图5中外圈轮廓,厚度为0.4mm,导热系数1300w/(m
·
k);
132.上盖板和底座均有凹槽,凹槽深度0.3mm,凹槽尺寸和形状为图5中内圈轮廓,凹槽各边与石墨烯片各边等距,均为5mm,立柱数量10个;
133.钛镀层厚度8μm,铜镀层12μm,石墨烯基均温板的总厚度0.885mm;
134.在凹槽内填充烧结铜粉,在烘箱内进行烧结之后便会在凹槽槽底表面形成吸液芯;
135.液体工质为水。
136.对上述石墨烯基均温板进行以下测试:
137.采用直流电源加热,热源为10*10mm的矩形,热源放置于石墨烯基均温板正下方右上角位置,热源上、右两边距离石墨烯基均温板上、右两边均为10mm,功率为5w;
138.加热时间30min,热源温度及石墨烯基均温板表面温度达到稳态;
139.热源温度:65℃,石墨烯基均温板表面最高温度:60℃,上表面面内温差:≤1.3℃。
140.实施例7
141.在实施例7中:
142.石墨烯基均温板为两层结构,上盖板和底座基材的种类相同,厚度相同;
143.选取石墨烯泡沫片为基材,尺寸和形状如图5中外圈轮廓,厚度为3.5mm,导热系数600w/(m
·
k);
144.上盖板和底座均有凹槽,凹槽深度3.2mm,凹槽尺寸和形状为图5中内圈轮廓,凹槽各边与膜各边等距,均为5mm,立柱数量10个;
145.钛镀层厚度8μm,铜镀层12μm,石墨烯基均温板的总厚度7.085mm;
146.在凹槽内填充烧结铜粉,在烘箱内进行烧结之后便会在凹槽槽底表面形成吸液芯;
147.液体工质为水。
148.对上述石墨烯基均温板进行以下测试:
149.采用直流电源加热,热源为10*10mm的矩形,热源放置于石墨烯基均温板正下方右上角位置,热源上、右两边距离石墨烯基均温板上、右两边均为10mm,功率为5w;
150.加热时间30min,热源温度及石墨烯基均温板表面温度达到稳态;
151.热源温度:45℃,石墨烯基均温板表面最高温度:40℃,上表面面内温差:≤0.6℃。
152.实施例8
153.在实施例8中:
154.石墨烯基均温板为两层结构,上盖板和底座的基材种类相同,厚度相同;
155.选取石墨烯导热片为基材,尺寸和形状如图5中外圈轮廓,厚度为3.5mm,导热系数1300w/(m
·
k);
156.上盖板和底座均有凹槽,凹槽深度3.2mm,凹槽尺寸和形状为图5中内圈轮廓,凹槽
各边与膜各边等距,均为5mm,立柱数量10个;
157.钛镀层厚度8μm,铜镀层12μm,石墨烯基均温板的总厚度7.085mm;
158.在凹槽内填充烧结铜粉,在烘箱内进行烧结之后便会在凹槽槽底表面形成吸液芯;
159.液体工质为水。
160.对上述石墨烯基均温板进行以下测试:
161.采用直流电源加热,热源为10*10mm的矩形,热源放置于石墨烯基均温板正下方右上角位置,热源上、右两边距离石墨烯基均温板上、右两边均为10mm,功率为5w。
162.加热时间30min,热源温度及石墨烯基均温板表面温度达到稳态。
163.热源温度:35℃,石墨烯基均温板表面最高温度:30℃,上表面面内温差:≤0.4℃。
164.实施例9
165.在实施例9中:
166.石墨烯基均温板为三层结构(如图4所示),上盖板、底座和夹层框的基材的种类相同,厚度相同。
167.选取石墨烯泡沫片为基材,尺寸100*100mm,厚度为2.3mm,导热系数600w/(m
·
k);
168.夹层框内圈形状为矩形,尺寸90*90mm,内圈各边与外圈各边等距,均为5mm,立柱数量20-21个;
169.钛镀层厚度8μm,铜镀层12μm,石墨烯基均温板的总厚度7.03mm;
170.在凹槽内填充烧结铜粉,在烘箱内进行烧结之后便会在凹槽槽底表面形成吸液芯;
171.液体工质为水。
172.对上述石墨烯基均温板进行以下测试:
173.采用直流电源加热,热源为10*10mm的矩形,热源放置于石墨烯基均温板正下方右上角位置,热源上、右两边距离石墨烯基均温板上、右两边均为10mm,功率为5w;
174.加热时间30min,热源温度及石墨烯基均温板表面温度达到稳态;
175.热源温度:45℃,石墨烯基均温板表面最高温度:40℃,上表面面内温差:≤0.7℃。
176.实施例10
177.在实施例10中:
178.石墨烯基均温板为三层结构(如图4所示),上盖板、底座和夹层框的基材的种类相同,厚度相同;
179.选取石墨烯导热片为基材,尺寸100*100mm,厚度为2.3mm,导热系数1300w/(m
·
k);
180.夹层框内圈形状为矩形,尺寸90*90mm,内圈各边与外圈各边等距,均为5mm,立柱数量20-21个;
181.钛镀层厚度8μm,铜镀层12μm,石墨烯基均温板的总厚度7.03mm;
182.在凹槽内填充烧结铜粉,在烘箱内进行烧结之后便会在凹槽槽底表面形成吸液芯;
183.液体工质为水。
184.对上述石墨烯基均温板进行以下测试:
185.采用直流电源加热,热源为10*10mm的矩形,热源放置于石墨烯基均温板正下方右上角位置,热源上、右两边距离石墨烯基均温板上、右两边均为10mm,功率为5w。
186.加热时间30min,热源温度及石墨烯基均温板表面温度达到稳态。
187.热源温度:35℃,石墨烯基均温板表面最高温度:30℃,上表面面内温差:≤0.5℃。
188.实施例11
189.在实施例11中:
190.石墨烯基均温板为三层结构(如图4所示),上盖板、底座和夹层框的基材的种类相同,厚度相同。
191.选取石墨烯泡沫片为基材,尺寸和形状如图5中外圈轮廓,厚度为2.3mm,导热系数600w/(m
·
k)。
192.夹层框内圈形状如图5中内圈轮廓,内圈各边与外圈各边等距,均为5mm,立柱数量10个。
193.钛镀层厚度8μm,铜镀层12μm,石墨烯基均温板的总厚度7.03mm;
194.在凹槽内填充烧结铜粉,在烘箱内进行烧结之后便会在凹槽槽底表面形成吸液芯;
195.液体工质为水。
196.对上述石墨烯基均温板进行以下测试:
197.采用直流电源加热,热源为10*10mm的矩形,热源放置于石墨烯基均温板正下方右上角位置,热源上、右两边距离石墨烯基均温板上、右两边均为10mm,功率为5w。
198.加热时间30min,热源温度及石墨烯基均温板表面温度达到稳态。
199.热源温度:50℃,石墨烯基均温板表面最高温度:45℃,上表面面内温差:≤0.8℃。
200.实施例12
201.在实施例12中:
202.石墨烯基均温板为三层结构(如图4所示),上盖板、底座和夹层框的基材的种类相同,厚度相同。
203.选取石墨烯泡沫片为基材,尺寸和形状如图5中外圈轮廓,厚度为2.3mm,导热系数1300w/(m
·
k)。
204.夹层框内圈形状如图5中内圈轮廓,内圈各边与外圈各边等距,均为5mm,立柱数量10个。
205.钛镀层厚度8μm,铜镀层12μm,石墨烯基均温板的总厚度7.03mm;
206.在凹槽内填充烧结铜粉,在烘箱内进行烧结之后便会在凹槽槽底表面形成吸液芯;
207.液体工质为水。
208.对上述石墨烯基均温板进行以下测试:
209.采用直流电源加热,热源为10*10mm的矩形,热源放置于石墨烯基均温板正下方右上角位置,热源上、右两边距离石墨烯基均温板上、右两边均为10mm,功率为5w。
210.加热时间30min,热源温度及石墨烯基均温板表面温度达到稳态。
211.热源温度:40℃,石墨烯基均温板表面最高温度:35℃,上表面面内温差:≤0.6℃。
212.对比例1
213.常用的铜均温板,总厚度为7.05mm,尺寸为100mm*100mm,重量为石墨烯基均温板的2~3倍。
214.采用直流电源加热,热源为10*10mm的矩形,热源放置于均温板正下方右上角位置,热源上、右两边距离均温板上、右两边均为10mm,功率为5w。
215.加热时间30min,热源温度及铜均温板表面温度达到稳态。
216.热源温度:37℃,铜均温板表面最高温度:29℃,上表面面内温差:≤0.8℃。
217.对比例2
218.常用的不锈钢均温板,总厚度为7.05mm,。
219.采用直流电源加热,热源为10*10mm的矩形,热源放置于均温板正下方右上角位置,热源上、右两边距离均温板上、右两边均为10mm,功率为5w。
220.加热时间30min,热源温度及不锈钢均温板表面温度达到稳态。
221.热源温度:65℃,不锈钢均温板表面最高温度:55℃,上表面面内温差:≤5℃。
222.对比例3
223.在对比例3中:
224.石墨烯基均温板为两层结构,上盖板和底座的基材种类相同,厚度相同;
225.选取的石墨烯泡沫片为基材,尺寸100*100mm,厚度为0.4mm,导热系数600w/(m
·
k);
226.上盖板和底座均有凹槽(如图3所示),凹槽深度0.3mm,凹槽形状为矩形,尺寸90*90mm,凹槽各边与石墨烯片各边等距,均为5mm,立柱数量20-21个;
227.钛镀层厚度8μm,铜镀层12μm,石墨烯基均温板的总厚度0.885mm;
228.在凹槽内填充烧结铜粉,在烘箱内进行烧结之后便会在凹槽槽底表面形成吸液芯;烧结温度为700℃,最终形成的吸液芯孔径不稳定,液体工质在吸液芯内部流动性较差,热量传递效率较低。
229.液体工质为水。
230.对上述石墨烯基均温板进行以下测试:
231.采用直流电源加热,热源为10*10mm的矩形,热源放置于石墨烯基均温板正下方右上角位置,热源上、右两边距离石墨烯基均温板上、右两边均为10mm,功率为5w;
232.加热时间30min,热源温度及石墨烯基均温板表面温度达到稳态;
233.热源温度:105℃,石墨烯基均温板表面最高温度:100℃,上表面面内温差:≤2.2℃。
234.通过对比例3可以看出,烧结温度过低,则会导致填充材料烧结不完全,无法形成稳定孔径的孔隙;随着烧结温度的升高,逐渐超过铜或铜合金的再结晶温度,铜粉颗粒表面越来越光滑,颗粒之间的联结强度也越来越大,形成的孔隙也趋于圆形并孔径大小一致,使工质在吸液芯内的流动阻力减小,如实施例1所示;但当烧结温度过高(超过1200℃),则颗粒之间的联结强度会随着温度的升高而降低,从而影响吸液芯孔隙孔径及形态的稳定性,增大工质的流动阻力。
235.上述为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原
则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1