一种均温翅片的制作方法
1.本实用新型涉及的是一种电子器件散热领域的技术,具体涉及一种均温翅片。
背景技术:
2.不论是机车行业,新能源领域、通信行业、大数据行业或其他系统或装置因成本要求或者效能提升,器件内部的热量也随着提升,因此需要散热单元来辅助散热。绝大多数从业者选用翅片散热器、热管、均温板等散热器元件进行散热,当散热功率进一步加大时,会进一步增加散热风扇进行强制散热。这其中翅片的效率与均温性是散热器热性能最重要的影响因素之一。
3.目前市面上已有用吹胀板来取代传统散热片以提升翅片的近热源到远热源处的均温性,提升了翅片的效率,但市面上的吹胀板存在以下缺点:
4.1、吹胀板翅片取代传统的翅片后,其导热性能具有明显的各向异性。只有热源在翅片下方安装时,吹胀板翅片的导热性能才比普通翅片优越。
5.2、吹胀板翅片的制造时在制程中需要刷石墨粉,因而会在流道内存在杂质、并且无法去除。在对流道抽真空处理时,可能会将杂质一并抽出,并吸附至真空装置内,降低真空泵的寿命;另外排气口有杂质还会影响排气口密封,降低产品合格率。
6.3、吹胀板翅片还存在:流道长、流阻大、厚度大、成本高的问题。
7.经专利检索,与本实用新型有一定关系的专利主要有以下专利:
8.1、申请号为“cn93116791.4”、申请日为“1993.08.26”、公开号为“cn1072352c”、公开日为“2001.10.03”、名称为“叠层型热交换器及其制造方法”、申请人为“三菱重工业株式会社”的中国发明专利,该发明专利涉及一种叠层型热交换器及其制造方法。用波形内翅片52、53将扁平管41的室48、49内的流路54、55划分成若干区段,在u形转折部50将u字状流路56划分成若干区段,使致冷剂流动更顺畅,增大流路面积,消除在u形转折部50的致冷剂的停滞。使得因离心力而产生的气液两相流致冷剂的分离只发生在u字状流路56内,减小气液分配量的分布,提高扁平管41的可靠性,防止致冷剂泄漏。
9.2、申请号为“201610890475.1”、申请日为“2016.10.12”、公开号为“cn106455431a”、公开日为“2017.02.22”、名称为“板式环路热虹吸均温板”、申请人为“上海交通大学”的中国发明专利,该发明专利的板式环路热虹吸均温板,包括设置在平板板体内的环槽,所述的环槽包括:左、右主槽道以及连接左、右主槽道的上、下弯槽道;所述的左、右主槽道之间连接有倾斜设置的连通槽道。本发明能够缩小热管尺寸,与电子器件相匹配;在小型化的同时,减小接触热阻,增强热管内部两相流动,从而提高电子器件的换热效率。
10.3、申请号为“201910346266.4”、申请日为“2019.04.26”、公开号为“cn110095000a”、公开日为“2019.08.06”、申请人为“高百龄、陈旦军、李国辉、钟福明”的中国发明专利,该发明专利提供一种吹胀板结构及其制造方法,包括一散热件及至少一入口及至少一出口,该散热件由一第一板体及一第二板体相对应盖合构成,并所述第一板体、第二板体共同界定一流道,该流道内填充一工作流体,该入口及该出口对应形成于所述散热
件的两端并与所述流道相连通。
11.4、申请号为“cn202111145037.x”、申请日为“2021.09.28”、公开号为“cn113873844a”、公开日为“2021.12.31”、名称为“一种集成式液冷均温板”、申请人为“陈勇、王家喜”的中国发明专利,该发明专利提供了一种集成式液冷均温板,特别是经真空钎焊一体成型的集成式铝制液冷均温板,液冷均温板主要是由槽基板、第一复合板、锯齿形翅片、第二复合板、第一壳板、加强柱、第三复合板、基板、第四复合板、第二壳板经清洗装配后置于真空钎焊炉中,经过一次真空钎焊一体成型,在成型后的毛坯上通过氩弧焊焊接管嘴和充液管形成最终的正式产品。本发明解决了现有液冷板存在的均温性差、无法满足散热需求的问题,并且消除了液冷板与均温板之间的接触热阻。
12.上述专利均是在翅片中形成管形的流道,工作介质存储在流道内,并在流道内流动和进行相变实现散热。由于流道容量有限,存储的工作介质较少。而且流道长,导致流动阻力大、不同位置的温差大、均温性能不理想,而且还存在结构复杂、厚度大、生产成本高的问题。
技术实现要素:
13.本实用新型要解决的技术问题是针对现有技术中存在的缺陷,提供一种均温翅片。
14.为解决上述技术问题,本实用新型所采取的技术方案为:一种均温翅片,包括:面板及槽板。槽板为平板形,槽板上设置有贯穿槽板的通槽,槽板夹在两块面板之间、并与两块面板密封连接,在通槽内填充工作介质。这种采用面板与槽板叠合的均温翅片具有:厚度小、结构简单、制造简便和成本低的优点,而且通槽容纳的工作介质多、工作介质能够在通槽内多向流动、实现散热,具有优异的均温性能。
15.进一步地,通槽为环形、螺旋形、x形、米字形或长条形,采用冲压成型。可以根据需要设计通槽的形状,制成冲压模具,进行冲压成型,具有生产效率高和生产成本低的优点。
16.进一步地,面板与槽板采用平面钎焊的方式密封连接。平面钎焊的生产效率高、成本低。
17.进一步地,槽板为矩形,通槽为多条平行的长条槽,长条槽与槽板的长边呈斜角设置,长条槽与槽板的长边之间构成长条槽斜角。
18.进一步地,槽板对角+10
°
≥长条槽斜角≥槽板对角-10
°
。
19.进一步地,长条槽斜角=槽板对角。
20.进一步地,在两块面板之间设置不少于两块槽板,两块槽板按照长条槽交叉的方向叠合,采用平面钎焊连接。这种长条槽交叉叠合的方式,能够实现所有长条槽串通,使工作介质能够在所有长条槽内流动。
21.进一步地,在槽板的侧边上设置有接口,接口与长条槽连通,通过接口对长条槽抽真空,并向长条槽填充工作介质。在均温翅片内形成两相流体,实现相变的方式散热,提高散热效率和均温性能。
22.进一步地,面板及槽板采用高导热材料。以进一步提高提高散热效率和均温性能。
23.进一步地,高导热材料为铝板。
24.本实用新型的有益效果为:将两块设置有长条槽的槽板,按照长条槽交叉的方向
叠合,再将槽板夹在两块面板之间,用平面钎焊制成的均温翅片,具有厚度小、结构简单、制造简便和成本低的优点,而且串通的长条槽内容纳的工作介质多、工作介质能够在长条槽内多向流动、具有优异的均温性能。
附图说明
25.图1为面板结构示意图,
26.图2为槽板结构示意图,
27.图3为实施例立体示意图,
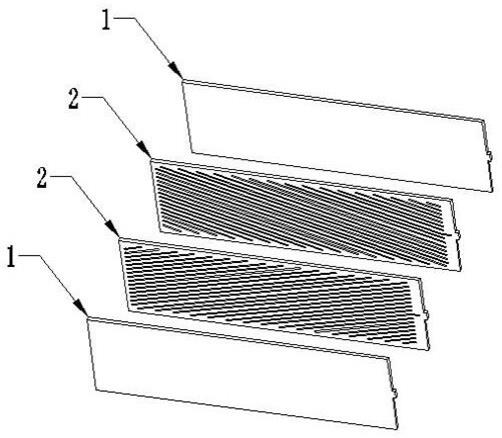
28.图4为实施例立体分解示意图,
29.图5为实施例正视示意图,
30.图6为实施例侧视示意图,
31.图7为图6 中a局部放大示意图。
32.图中:1—面板、2—槽板、21—长条槽、22—接口、α—槽板对角、β—长条槽斜角。
具体实施方式
33.下面通过具体的实施例并结合附图对本实用新型做进一步的描述:
34.如图1所示:面板1采用高导热材料的铝板制造,面板1的形状根据发热元件的形状确定,通常采用矩形。
35.如图2所示:槽板2采用高导热材料的铝板制造,槽板2的形状根据发热元件的形状确定,通常采用矩形。槽板2上设置有贯穿槽板2的通槽,通槽采用冲压成型,可以根据需要将通槽设计成:环形、螺旋形、x形、米字形或长条形。
36.在本实施例中,通槽采用多条平行的长条槽21,长条槽21与槽板2的长边呈斜角设置,长条槽21与槽板2的长边之间构成长条槽斜角β。长条槽斜角β在槽板对角α
±
10
°
的范围内,优选长条槽斜角β等于槽板对角α。在槽板2的侧边设置有接口22,接口22与长条槽21连通。
37.如图3至7所示:均温翅片包括:两块面板1和两块槽板2。两块槽板2按照长条槽21交叉的方向叠合,然后采用平面钎焊连接,使槽板2所有的叠合部位通过钎焊连接,使所有长条槽21通过交叉的方式串通。再用两块面板1夹住两块槽板2,采用平面钎焊连接,使两块槽板2密封夹在两块面板1中间,将所有长条槽21密封在两块面板1之间,只通过接口22与外界相通。
38.最后通过接口22对长条槽21抽真空,并向长条槽21填充工作介质。在均温翅片内形成两相流体,实现相变的方式散热,能够大幅度提高散热效率和均温性能。
39.综上所述:本实用新型的有益效果为:将两块设置有长条槽的槽板,按照长条槽交叉的方向叠合,再将槽板夹在两块面板之间,用平面钎焊制成的均温翅片,具有厚度小、结构简单、制造简便和成本低的优点,而且串通的长条槽内容纳的工作介质多、工作介质能够在长条槽内多向流动、具有优异的均温性能。
40.以上实施例仅供说明本实用新型之用,而非对本实用新型的限制,有关技术领域的技术人员在不脱离本实用新型的精神和范围的情况下,还可以做出各种变化或变换,因此所有等同的技术方案也应该属于本实用新型的保护范围,本实用新型的保护范围应该由
各权利要求限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1