一种回流焊炉的氮气输送装置的制作方法
1.本实用新型涉及焊接技术领域,更具体地涉及一种回流焊炉的氮气输送装置。
背景技术:
2.氮气属于惰性气体,不易与金属或塑料发生反应,用它作为加热气体来焊接pcb比较合适,同时,使用氮气作为加热焊接的气体可以隔绝氧气,达到良好的焊接效果。
3.pcb板焊接工艺由于温度不易控制,若焊接环境不密闭会造成元件和线路板之间焊接点在使用过程中容易氧化,从而造成pcb板破损,而影响电子产品的使用效能,且传统的回流焊工艺所使用的氮气输送装置不能充分的利用好已加热的氮气,加热过的氮气经利用就排出机器了,造成资源浪费。
技术实现要素:
4.为了克服现有技术的上述缺陷,本实用新型提供了一种回流焊炉的氮气输送装置,以解决上述背景技术中存在的问题。
5.本实用新型提供如下技术方案:一种回流焊炉的氮气输送装置,包括下部外壳,所述下部外壳的顶部放置有上部外壳,所述上部外壳的顶部固定套接有氮气排气系统,所述氮气排气系统固定套接有焊接腔,所述下部外壳侧面的顶部焊接有显示屏,所述下部外壳的顶部固定连接有前部外壳,所述前部外壳的顶部固定连接有报警器,所述上部外壳的顶部固定套接有氮气排气系统,所述氮气排气系统包括有进气管,所述进气管的底部固定套接有冷却腔,所述冷却腔的侧面上部固定套接有冷气排出管,所述进气管的侧面固定连接有分导气管,所述分导气管的侧面固定套接有初步加热器,所述分导气管的底部固定套接有预热腔,所述预热腔的侧面中部固定套接有预热导气管,所述预热导气管的一端固定套接有保温腔,所述保温腔的侧面中部固定套接有保温导气管,所述保温导气管的侧面固定套接有二次加热器,所述保温导气管的一端固定套接有加热腔,所述加热腔的顶部固定套接有热气排出管,排气系统设计成分导和有进出口的样式,可以节约惰性气体和热量。
6.进一步的,所述下部外壳的底部活动连接有机器支架,所述机器支架包括有呈等距密集排列的横钢板,所述横钢板的底部固定连接有呈等距密集排列的竖脚,所述横钢板的中部内侧固定连接有呈等距密集排列的竖钢板,所述竖钢板的侧面的上部固定连接有载物装置,使机器整体保持稳定。
7.进一步的,所述载物装置包括有载物台,所述载物台的顶部固定连接有pcb,所述pcb的顶部固定连接有呈等距密集排列的元器件,所述载物台的顶部固定连接有固定夹,所述固定夹的内壁活动卡接有pcb,所述载物台的内壁固定连接有呈等距密集排列的轮轴,所述轮轴的侧面活动套接有呈等距密集排列的滑轮,所述滑轮的底部活动套接有横轨,所述横轨的两端固定连接有竖钢板,载物装置可以在不同腔体之间往返滑动提高焊接的效率。
8.进一步的,所述显示屏包括有屏底座,所述屏底座的侧面固定连接有下部外壳,所述屏底座的顶部固定连接有屏支架,所述屏支架的顶部固定连接有屏幕,可以对焊接的过
程中温度参数进行实时的监控。
9.进一步的,所述报警器包括有灯架,所述灯架的底部固定连接有前部外壳,所述灯架的顶部固定连接有报警灯,当有危险时可以立即提醒使用者。
10.进一步的,所述下部外壳的内部包括有机器支架,所述上部外壳的内部包括有焊接腔,所述上部外壳的内部包括有氮气排气系统。
11.本实用新型的技术效果和优点:
12.1.本实用新型通过设有氮气进出口,有利于氮气循环使用,节约资源。
13.2.本实用新型通过设有独立的预热、保温、加热、冷却腔,有利于pcb在密闭的环境中不受氧气的影响,焊接后使用周期更长。
14.3.本实用新型通过设有气体分级加热装置,有利于氮气温度更准确的受人为的控制,焊接效果更好。
15.4.本实用新型通过设有氮气分级导管,其低温区的氮气经二次加热需要的热量更少,有利于节省加热氮气的资源。
附图说明
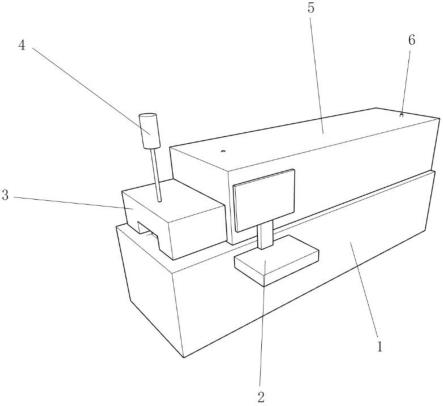
16.图1为本实用新型的整体结构示意图;
17.图2为本实用新型的整体结构爆炸示意图;
18.图3为本实用新型的报警器结构爆炸示意图;
19.图4为本实用新型的显示屏结构爆炸示意图;
20.图5为本实用新型的内部结构爆炸示意图;
21.图6为本实用新型的支撑结构示意图;
22.图7为本实用新型的载物装置结构爆炸示意图;
23.图8为本实用新型的载物装置底部结构的爆炸示意图;
24.图9为本实用新型的导气装置、焊接腔装置的结构示意图;
25.图10为本实用新型的导气装置结构示意图。
26.附图标记为:1、下部外壳;2、显示屏;201、屏幕;202、屏支架;203、屏底座;3、前部外壳;4、报警器;401、报警灯;402、灯架;5、上部外壳;6、氮气排气系统;601、二次加热器;602、初步加热器;603、进气管;604、冷气排出管;605、热气排出管;606、分导气管;607、预热导气管;608、保温导气管;7、机器支架;701、横钢板;702、竖脚;703、竖钢板;8、焊接腔;801、预热腔;802、保温腔;803、加热腔;804、冷却腔;9、载物装置;901、载物台;902、横轨;903、固定夹;904、元器件;905、滑轮;906、轮轴;907、pcb。
具体实施方式
27.下面将结合本实用新型中的附图,对本实用新型中的技术方案进行清楚、完整地描述,另外,在以下的实施方式中记载的各结构的形态只不过是例示,本实用新型所涉及的回流焊炉的氮气输送装置并不限定于在以下的实施方式中记载的各结构,在本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施方式都属于本实用新型保护的范围。
28.参照图1-10,本实用新型提供了一种回流焊炉的氮气输送装置,包括下部外壳1,
下部外壳1的顶部放置有上部外壳5,上部外壳5的顶部固定套接有氮气排气系统6,氮气排气系统6固定套接有焊接腔8,下部外壳1侧面的顶部焊接有显示屏2,下部外壳1的顶部固定连接有前部外壳3,前部外壳3的顶部固定连接有报警器4,上部外壳5的顶部固定套接有氮气排气系统6,氮气排气系统6包括有进气管603,进气管603的底部固定套接有冷却腔804,冷却腔804的侧面上部固定套接有冷气排出管604,进气管603的侧面固定连接有分导气管606,分导气管606的侧面固定套接有初步加热器602,分导气管606的底部固定套接有预热腔801,预热腔801的侧面中部固定套接有预热导气管607,预热导气管607的一端固定套接有保温腔802,保温腔802的侧面中部固定套接有保温导气管608,保温导气管608的侧面固定套接有二次加热器601,保温导气管608的一端固定套接有加热腔803,加热腔803的顶部固定套接有热气排出管605,排气系统设计成分导和有进出口的样式,可以节约惰性气体和热量。
29.参照图2-6,下部外壳1的底部活动连接有机器支架7,机器支架7包括有呈等距密集排列的横钢板701,横钢板701的底部固定连接有呈等距密集排列的竖脚702,横钢板701的中部内侧固定连接有呈等距密集排列的竖钢板703,竖钢板703的侧面的上部固定连接有载物装置9,使机器整体保持稳定。
30.参照图7,载物装置9包括有载物台901,载物台901的顶部固定连接有pcb907,pcb907的顶部固定连接有呈等距密集排列的元器件904,载物台901的顶部固定连接有固定夹903,固定夹903的内壁活动卡接有pcb907,载物台901的内壁固定连接有呈等距密集排列的轮轴906,轮轴906的侧面活动套接有呈等距密集排列的滑轮905,滑轮905的底部活动套接有横轨902,横轨902的两端固定连接有竖钢板703,载物装置9可以在不同腔体之间往返滑动提高焊接的效率。
31.参照图1-4,显示屏2包括有屏底座203,屏底座203的侧面固定连接有下部外壳1,屏底座203的顶部固定连接有屏支架202,屏支架202的顶部固定连接有屏幕201,可以对焊接的过程中温度参数进行实时的监控。
32.参照图2-3,报警器4包括有灯架402,灯架402的底部固定连接有前部外壳3,灯架402的顶部固定连接有报警灯401,当有危险时可以立即提醒使用者。
33.参照图1-2,下部外壳1的内部包括有机器支架7,上部外壳5的内部包括有焊接腔8,上部外壳5的内部包括有氮气排气系统6。
34.本实用新型的工作原理:把焊膏涂抹与元器件904的底部,元器件904放置于pcb907的顶部,将pcb907从前部外壳3侧面的凹槽口处伸入,用固定夹903固定好pcb907,在进气管603处接入氮气,关闭上部外壳5,接通回流焊机器的电源,滑轮905向前滚动,使预热腔801完全盖住载物台901,造成预热腔801内腔成为一个密闭的空间,此时pcb907进入升温区,氮气从进气管603处进入,经分导气管606分导,在初步加热器602处初步加热,排入预热腔801,使pcb907预热,焊膏中的溶剂、气体蒸发掉,同时,焊膏中的助焊剂润湿焊盘、元器件904端头和引脚,焊膏软化、塌落、覆盖了焊盘,将焊盘、元器件904引脚与氧气隔离。
35.预热过后,预热腔801在上部外壳5内部自动抬起,滑轮905继续向前滚动,使保温腔802完全盖住载物台901,造成保温腔802的内腔成为一个密闭的空间,此时pcb907进入保温区,预热腔801内预热过的氮气经预热导气管607排入保温腔802,使pcb907和元器件904得到充分的预热,以防pcb907突然进入焊接高温区而损坏pcb907和元器件904。
36.保温过后,保温腔802在上部外壳5的内部自动抬升,滑轮905继续向前滚动,使加热腔803完全盖住载物台901,造成加热腔803的内腔成为一个密闭的空间,此时pcb907进入焊接区,由保温导气管608引导的热氮气经二次加热器601的加热作用,温度迅速上升,再排入加热腔803,使焊膏达到熔化状态,液态焊锡对pcb907的焊盘、元器件904端头和引脚润湿、扩散、漫流或回流混合形成焊锡接点,后热氮气由热气排出管605排出。
37.加热过后,加热腔803在上部外壳5的内部自动抬起,滑轮905继续向前滚动,使冷却腔804完全盖住载物台901,造成冷却腔804的内腔成为一个密闭的空间,此时pcb907进入冷却区,由进气管603导流进入冷气排出管604的常温氮气进入冷却腔804,由冷气排出管604排出,pcb907受冷,使焊点凝固,此时完成了回流焊。
38.整过pcb907焊接过程中,预热腔801、保温腔802、加热腔803、冷却腔804腔内的温度在显示屏2处显示出来,当温度过高或过低使得焊接作业不顺利时,报警器4会报警。
39.最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
40.其次:本实用新型公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本实用新型同一实施例及不同实施例可以相互组合;
41.最后:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1