一种使用便捷的自限温加热布的制作方法
1.本技术涉及新型加热材料制备技术领域,尤其是涉及一种使用便捷的自限温加热布。
背景技术:
2.电伴热带是由导电聚合物和两根平行金属导线及绝缘护层构成。电伴热带特点是导电聚合物具有很高的正温度系数特性,且互相并联,能随被加热体系的温度变化自动调节输出功率,自动限制加热的温度,可以任意截短或在一定范围内接长使用,并允许多次交叉重叠。但是,相关技术中的电伴热带存在质地过硬且单位质量偏重,使用安装相对复杂且繁琐的问题。
技术实现要素:
3.为了解决上述技术问题,本技术提供了一种使用便捷的自限温加热布。
4.本技术提供的一种可快捷使用的自限温加热布,是通过以下技术方案得以实现的:一种使用便捷的自限温加热布,包括淋膜层,所述淋膜层内部一体成型有经纬编基布、多个相互间隔的自限温加热线、第一电极连接带、第二电极连接带;所述自限温加热线作为纬线编织于经纬编基布;所述第一电极连接带、第二电极连接带均作为经线编织于经纬编基布;所述第一电极连接带、第二电极连接带分别位于靠近经纬编基布经线方向的两侧端处。
5.本技术中制备的自限温加热布可根据使用场所的需求进行裁切,裁切方式是沿纬线方向对自限温加热布进行裁剪,保证第一电极连接带与自限温加热线可形成多个回路,第一电极连接带、第二电极连接带连接电源后可实现自限温加热的目的,综上所述,本技术与市售的电伴热带相比具有柔软、质地轻盈、使用便捷的优点。本技术中的自限温加热布用途广泛,可完全替代市售的电伴热带使用,市场前景广阔。
6.优选的,相邻所述自限温加热线的垂直间距控制在0.5~12cm。
7.通过采用上述技术方案,可保证本技术的加热效果。
8.优选的,所述第一电极连接带一端连通有第一电导线;所述第一电导线背向第一电极连接带的一端连接有电源的其中一电极;所述第二电极连接带一端连通有第二电导线;所述第二电导线背向第二电极连接带的一端连接于电源的另一电极。
9.通过采用上述技术方案,本技术的结构简单,便于批量化生产。
10.优选的,所述自限温加热线的电阻率控制在5*103~9*106ω*m;所述自限温加热线的自限温温度在80~85℃。
11.本技术所制备的自限温电热线的电阻率可根据客户的实际需求进行定制生产,满足12v、36v、220v、400v电源的使用需求。本技术中自限温电热线的自限温温度可达80~ 85℃。
12.优选的,所述第一电极连接带、第二电极连接带结构相同;以第一电极连接带为
例,第一电极连接带包括多根相互并排的导电纤维丝,所述导电纤维丝作为经线编织于经纬编基布内。
13.通过采用上述技术方案,可使得每根自限温加热线电发热,保证本技术的加热效果和使用安全性能。
14.优选的,所述导电纤维丝是采用6~10根直径0.1mm的镀镍铜丝捻合而成使用稳定性和使用寿命。
15.通过采用上述技术方案,使得导电纤维丝不易折断、开裂,保证本技术的。
16.优选的,所述经纬编基布为平织组织;所述经纬编基布是采用经纬线平织而成;所述经纬编基布中的经线密度为30~80根/10cm;所述经纬编基布中的纬线密度为30~80根 /10cm。
17.通过采用上述技术方案,可保证本技术整体的力学强度,进而改善整体的使用稳定性。
18.优选的,所述淋膜层的厚度控制在0.2~0.8mm;所述淋膜层的材质为绝缘硅胶、绝缘硅橡胶、绝缘tpu、绝缘导热tpu、绝缘阻燃tpu中的一种。
19.通过采用上述技术方案,可起到保护第一电极连接带、第二电极连接带的作用,避免第一电极连接带、第二电极连接带中的导电纤维丝断裂。。
20.优选的,所述自限温加热线包括涤纶丝芯线和自限温加热层,所述自限温加热层包覆于涤纶丝芯线外壁。
21.通过采用上述技术方案,可保证自限温加热线的力学强度,保证本技术整体的使用寿命和使用温度性。
22.优选的,所述还包括保温层、粘结层、离型纸,所述保温层复合于淋膜层一表面,所述粘结层复合于淋膜层另一表面;所述离型纸复合于粘结层背向淋膜层的表面。且可改善整体的柔软性能,便于适应曲面场景使用,且淋膜层可改善本技术的耐候性、绝缘性、使用安全性和使用寿命。
23.本技术中的自限温加热布自带保温层和粘结层,进一步实现快捷使用、使用便利的目的,且保温层的设置可改善本技术整体的使用安全性能、保温性能、绝缘安全性能、热能利用效率。
24.综上所述,本技术具有以下优点:
25.1、本技术与市售的电伴热带相比具有柔软、质地轻盈、使用便捷的优点。
26.2、本技术中的自限温加热布用途广泛,可完全替代市售的电伴热带使用,市场前景广阔。
27.3、本技术中的自限温加热布具有自限温效果,使用更为安全。
附图说明
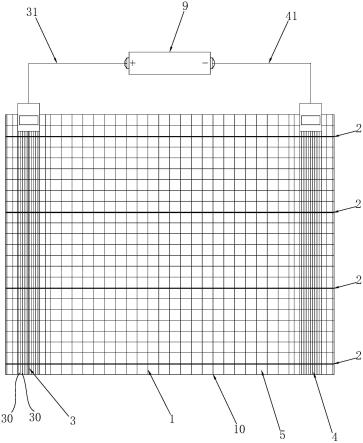
28.图1是本技术实施例1中整体结构示意图。
29.图2是本技术实施例1中整体实物展示图。
30.图3是本技术实施例1中自限温加热线的结构示意图。
31.图4是本技术实施例2中整体结构示意图。
32.图中,1、经纬编基布;10、自限温加热布基体;2、自限温加热线;21、涤纶丝芯线;
22、自限温加热层;3、第一电极连接带;30、导电纤维丝;31、第一电导线;4、第二电极连接带;41、第二电导线;5、淋膜层;6、保温层;7、粘结层;8、离型纸;9、电源。
具体实施方式
33.以下结合附图和实施例对本技术作进一步详细说明。
34.实施例1
35.参照图1和图2,为本技术公开的一种使用便捷的自限温加热布,包括自限温加热布基体10。自限温加热布基体10是由经纬编基布1、多个相互间隔的自限温加热线2、第一电极连接带 3、第二电极连接带4、淋膜层5构成。经纬编基布1、多个相互间隔的自限温加热线2、第一电极连接带3、第二电极连接带4一体成型于淋膜层5。
36.参照图1和图2,第一电极连接带3一端通过铜扣固定连接有第一电导线31,第一电导线31背向第一电极连接带3的一端连接有电源9正极。第二电极连接带4一端通过铜扣固定连接有第二电导线41,第二电导线41背向第二电极连接带4的一端连接于电源9的负极。电源9的电压根据可自限温加热线2的线阻大小可选择为12伏特、36伏特、220伏特、400伏特。
37.参照图1和图2,自限温加热线2作为纬线编织于经纬编基布1,相邻自限温加热线 2的垂直间距控制在0.5~12cm。本实施例中相邻自限温加热线2的垂直间距控制在8-9mm。本实施例中的自限温加热线2可选为市售的ptc加热线或者自制自限温加热线2。
38.参照图3,结合图1,自制的自限温加热线2包括涤纶丝芯线21和自限温加热层22,所述自限温加热层22包覆于涤纶丝芯线21外壁。
39.自制自限温加热线2的配方:600g的hdpe树脂、225g的eva树脂、240g的pp树脂、252g的炭黑、8g的镍粉、60g的纳米氧化锌、1.2g的pe蜡、1.5g的硬脂酸锌、30g抗氧剂1010、22.5g抗氧剂1024、18.3g抗氧化剂626和24g抗氧化剂2246a。
40.自制自限温加热线2的制备方法,包括以下步骤:
41.步骤一,称量hdpe树脂、eva树脂、pp树脂进行烘干处理,称取完成烘干的600g的 hdpe树脂、225g的eva树脂、240g的pp树脂,备用;
42.同时,称量252g的炭黑、8g的镍粉、60g的纳米氧化锌、1.2g的pe蜡、1.5g的硬脂酸锌、 30g抗氧剂1010、22.5g抗氧剂1024、18.3g抗氧化剂626和24g抗氧化剂2246a,备用;
43.步骤二,600g的hdpe树脂、225g的eva树脂、240g的pp树脂与252g的炭黑、8g的镍粉、60g的纳米氧化锌、1.2g的pe蜡、1.5g的硬脂酸锌、30g抗氧剂1010、22.5g抗氧剂 1024、18.3g抗氧化剂626和24g抗氧化剂2246a在高速分散釜中混合均匀后,置于密炼机中进行密炼,密炼温度160℃,时间300~320s,物料呈流动态,备用;
44.步骤三,将步骤二中所得的流动态物料置于挤出机中熔融挤出,挤出料经过冷却固化,固化条状料送入造粒机中进行造粒,,得粒径在2.0~2.2mm纺丝母粒,烘干,备用;
45.步骤四,采用涤纶丝为接引丝,即涤纶丝芯线21,将纺丝母粒于160~170℃下挤出,挤出的熔融物料附着于涤纶丝的外表面,水冷、烘干,得成品自限温加热线,所得成品自限温加热线的电阻率为3.2*102ω*cm(常温20℃,65%rh)。
46.选择8cm的自限温加热线作为测试对象,电阻为2.56*103ω(常温20℃,65%rh),电源电压为220v,采用铜线连接自限温加热线的两端,连接铜线的电阻为0.1ω。功率测试:
采用德国gmc-i七通道功率测定仪进行测试。电阻测试:采用日本日置hioki电阻测试仪进行测试。
47.环境温度温度23℃,电路电阻2572.40
′
ω,电流85.50ma,启动功率18.82w。环境温度温度50℃,电路电阻2610.99
′
ω,电流84.26ma,启动功率18.54w。环境温度温度80℃,电路电阻17492.32
′
ω,电流12.58ma,启动功率2.77w。环境温度温度85℃,电路电阻 51448.12
′
ω,电流4.28ma,启动功率0.94w。因此,自限温加热线2的自限温温度在80~ 85℃,使用安全性能较好。
48.自制的自限温加热线2的电阻率控制在5*103~9*106ω*m,主要是通过改变配方中炭黑、镍粉的添加量来实现对自制的自限温加热线2电阻率进行调控。因此,本技术可制备得到适用于12v、36v、220v、400v电源的自限温加热布,满足不同客户的需求。
49.参照图1,第一电极连接带3、第二电极连接带4均作为经线编织于经纬编基布1且第一电极连接带3、第二电极连接带4分别位于靠近经纬编基布1经线方向的两侧端处。第一电极连接带3、第二电极连接带4结构相同。以第一电极连接带3为例,第一电极连接带 3包括多根相互并排的导电纤维丝30,导电纤维丝30数量取决于整体的尺寸和客户加热需求。导电纤维丝30作为经线编织于经纬编基布1内。导电纤维丝30是采用6~10根直径 0.1mm的镀镍铜丝z捻合而成。本实施例中采用的是7根直径0.1mm的镀镍铜丝z捻合而成。
50.参照图1,经纬编基布1为平织组织且经纬编基布1是采用经纬线平织而成。经纬编基布1中的经线和纬线都会采用到纺织纱线。本技术采用的纺织纱线是涤纶丝。为了保证经纬编基布1的力学强度,经纬编基布1中的经线密度为30~80根/10cm,且经纬编基布1中的纬线密度为30~80根/10cm。优先地,经纬编基布1中的经线密度为50~60根/10cm,且经纬编基布1中的纬线密度为50~60根/10cm。
51.参照图1,淋膜层5的厚度控制在0.2~0.8mm,优先地,淋膜层5的厚度控制在 0.4~0.5mm。淋膜层5的材质为绝缘硅胶或绝缘硅橡胶或邵氏硬度60~90a的tpu。本技术中淋膜层5的材质采用的是70~90a的tpu。为了保证本技术的阻燃性,可在tpu制备过程中加入阻燃剂。为了保证本技术的热传导效果,可在tpu制备过程中加入绝缘导热填料。
52.一种可快捷使用的自限温加热布的制备方法,包括以下步骤:
53.步骤一,自限温加热线的制备;
54.步骤二,以涤纶丝、采用7*0.1mm镀镍捻合铜丝为经线,以涤纶丝、成品自限温加热线为纬线,织造得自限温加热织物;
55.同时配制淋膜物料,淋膜物料是采用95份市售tpu树脂、5份粒度控制在1~10微米的氢氧化铝组成;
56.步骤三,自限温加热织物依次经过开幅、张力调整,然后进行双面淋膜,淋膜物料通过双头淋膜机挤出,在压合辊的作用下压覆于自限温加热织物上、下表面,然后依次经过三组冷却辊、调速辊,冷却固化形成淋膜层,得成品自限温加热布。
57.实施例2
58.实施例2与实施例1的区别在:
59.参照图4,自限温加热布基体10的一表面通过聚氨酯热熔胶热压复合有保温层6。自限温加热布基体10的另一表面通过刮涂粘结剂固化形成有粘结层7。粘结层7背向淋膜层5的表面复合有离型纸8,离型纸8为硅油离型纸。本实施例中的自限温加热布根据使用场景
裁切后撕下离型纸,粘结于使用部位即可,使用方便且快捷。
60.一种可快捷使用的自限温加热布的制备方法,包括以下步骤:
61.步骤一,自限温加热线的制备;
62.步骤二,以涤纶丝、采用7*0.1mm镀镍捻合铜丝为经线,以涤纶丝、成品自限温加热线为纬线,织造得自限温加热织物;
63.同时配制淋膜物料,淋膜物料是采用95份市售tpu树脂、5份粒度控制在1~10微米的氢氧化铝组成;
64.步骤三,自限温加热织物依次经过开幅、张力调整,然后进行双面淋膜,淋膜物料通过双头淋膜机挤出,在压合辊的作用下压覆于自限温加热织物上、下表面,然后依次经过三组冷却辊、调速辊,冷却固化形成淋膜层,得成品自限温加热布;
65.步骤四,成品自限温加热布输入复合机中,在成品自限温加热布的一表面刮涂粘结剂形成压敏胶层,再将硅油离型纸压覆于压敏胶层表面,然后在成品自限温加热布另一表面刮涂热熔胶,将气凝胶毡布热压于成品自限温加热布的表面,收卷得最终产品。
66.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1