掩模单元片材部的变形量缩减方法及框架一体型掩模的制造方法与流程
本发明涉及掩模单元片材部的变形量缩减方法、框架一体型掩模及其制造方法。更详细地,涉及一种掩模单元片材部的变形量缩减方法及框架一体型掩模的制造方法,在附着掩模时通过控制焊接过程,可缩减掩模施加的拉伸力引起的掩模单元片材部的变形量,从而能够准确地对各掩模进行对准(align)。
背景技术:
1、作为oled制造工艺中形成像素的技术,主要使用fmm(fine metal mask,精细金属掩模)方法,该方法将薄膜形式的金属掩模(shadow mask,阴影掩模)紧贴于基板并且在所需位置上沉积有机物。
2、在现有的oled制造工艺中,将掩模制造成条状、板状等后,将掩模焊接固定到oled像素沉积框架上并使用。一个掩模上可以具备与一个显示器对应的多个单元。另外,为了制造大面积oled,可将多个掩模固定于oled像素沉积框架,在固定于框架的过程中,拉伸各个掩模,以使其变得平坦。调节拉伸力以使掩模的整体部分变得平坦是非常困难的作业。特别是,为了一边使各单元都平坦化且一边对准尺寸为数~数十μm的掩模图案,需要进行如下高难度作业:一边细微地调节施加于掩模各侧的拉伸力,一边实时地确认对准状态。
3、尽管如此,在将多个掩模固定于一个框架过程中,仍然存在掩模之间及掩模单元之间对准不好的问题。另外,在将掩模焊接固定于框架的过程中,掩模膜的厚度过薄且面积大,因此存在掩模因荷重而下垂或者扭曲的问题;由于焊接过程中在焊接部分产生的皱纹、毛刺(burr)等,导致掩模单元的对准不准的问题等。
4、在超高清的oled中,现有的qhd画质为500-600ppi(pixel per inch,每英寸像素),像素的尺寸达到约30-50μm,而4k uhd、8k uhd高清具有比之更高的-860ppi,-1600ppi等的分辨率。如此,考虑到超高画质的oled的像素尺寸,需要将各单元之间的对准误差缩减为数μm左右,超出这一误差将导致产品的不良,所以收率可能极低。因此,需要开发能够防止掩模的下垂或者扭曲等变形并使对准精确的技术以及将掩模固定于框架的技术等。
技术实现思路
1、技术问题
2、因此,本发明为了解决如上所述的诸多现有技术问题而提出,其目的在于提供一种掩模单元片材部的变形量缩减方法及框架一体型掩模的制造方法,在附着掩模时通过控制焊接过程,可缩减掩模施加的拉伸力引起的掩模单元片材部的变形量,从而能够使准确地对各掩模进行对准(align)。
3、但是,上述技术问题仅为示例性的,本发明的范围并不受限于此。
4、技术方案
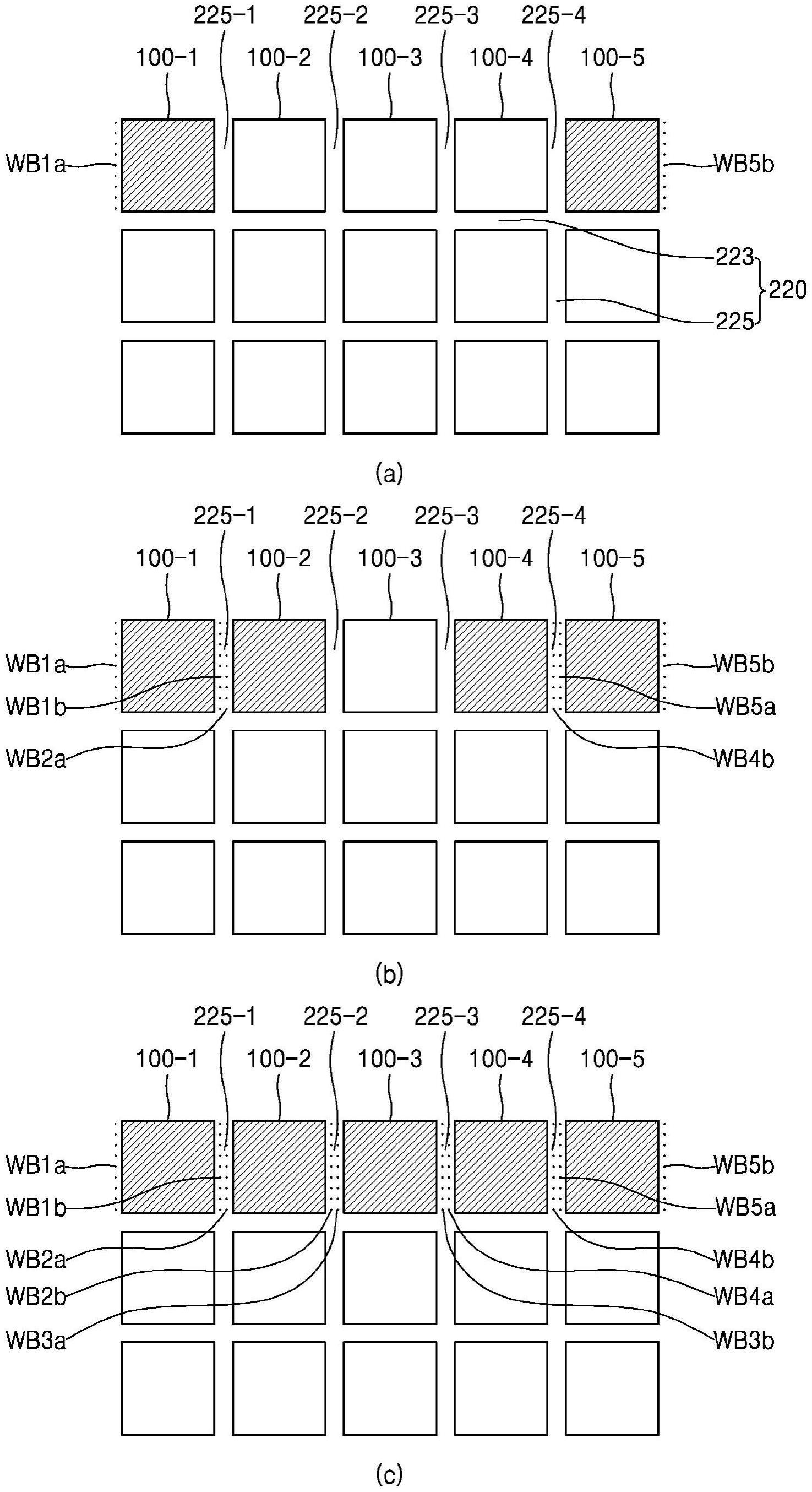
5、本发明的上述目的通过掩模单元片材部的变形量缩减方法来实现,该方法在制造框架一体型掩模时用于缩减框架的掩模单元片材部的变形量,所述框架一体型掩模包括多个掩模和框架,所述框架具有多个掩模单元区域且边缘框架部上连接有掩模单元片材部,框架包括边缘框架部和掩模单元片材部,边缘框架部包括中空区域;掩模单元片材部沿着第一方向和垂直于第一方向的第二方向具有多个掩模单元区域,且连接于边缘框架部,掩模单元片材部包括一双第一边缘片材部、一双第二边缘片材部、至少一个第一栅格片材部及至少一个第二栅格片材部,所述一双第一边缘片材部朝第一方向延伸形成且相隔设置;所述一双第二边缘片材部朝第二方向延伸形成,两端分别连接于第一边缘片材部的各端部且相隔设置;所述至少一个第一栅格片材部朝第一方向延伸形成,且两端连接于第二边缘片材部;所述至少一个第二栅格片材部朝第二方向延伸形成并与第一栅格片材部交叉,且两端连接于第一边缘片材部,掩模包括形成有多个掩模图案的掩模单元及掩模单元周围的虚设部,在虚设部的至少一部分上,沿着平行于掩模各边的方向形成有焊珠,掩模连接于掩模单元片材部,掩模在掩模单元片材部上的连接通过如下步骤进行:(a)沿着与彼此最相邻地布置,并与预定的第一栅格片材部或者预定的第二栅格片材部的两侧接触的预定的第一掩模的第1-1侧方向及与第1-1侧相对的预定的第二掩模的第2-1侧平行的方向,形成焊珠;(b)沿着与第二掩模最相邻地布置的第三掩模的第3-1侧方向及与第3-1侧相对的第二掩模的第2-2侧平行的方向,形成焊珠。
6、在步骤(a)中,可沿着与第一掩模的第1-1侧及与第1-1侧相对的预定第二掩模的第2-1侧平行的方向,同时形成焊珠,或者在第1-1侧和第2-1侧交错地形成焊珠,且可沿着与第1-1侧与第2-1侧平行的方向形成焊珠。
7、第三掩模仅与第二掩模最相邻地布置但不与第一掩模最相邻地布置,第2-1侧和第2-2侧可对应第二掩模的彼此相对的两侧。
8、通过反复步骤(a)与步骤(b),在所有掩模单元区域可分别附着掩模。
9、另外,本发明的上述目的通过掩模单元片材部的变形量缩减方法来实现,该方法在制造框架一体型掩模时用于缩减框架的掩模单元片材部的变形量,所述框架一体型掩模包括多个掩模和框架,所述框架具有多个掩模单元区域且边缘框架部上连接有掩模单元片材部,框架包括边缘框架部和掩模单元片材部,边缘框架部包括中空区域;掩模单元片材部沿着第一方向和垂直于第一方向的第二方向具有多个掩模单元区域,且连接于边缘框架部,掩模单元片材部包括一双第一边缘片材部、一双第二边缘片材部、至少一个第一栅格片材部及至少一个第二栅格片材部,所述一双第一边缘片材部朝第一方向延伸形成且相隔设置;所述一双第二边缘片材部朝第二方向延伸形成,两端分别连接于第一边缘片材部的各端部且相隔设置;所述至少一个第一栅格片材部朝第一方向延伸形成,且两端连接于第二边缘片材部;所述至少一个第二栅格片材部朝第二方向延伸形成并与第一栅格片材部交叉,且两端连接于第一边缘片材部,掩模包括形成有多个掩模图案的掩模单元和掩模单元周围的虚设部,在虚设部的至少一部分上,沿着平行于掩模各边的方向形成有焊珠,掩模连接于掩模单元片材部,掩模在掩模单元片材部上的连接通过如下步骤进行:(a)将掩模分别对应至所有掩模单元区域;(b)在所有掩模的预定点上形成焊珠;(c)为了不与已形成的焊珠重叠,在所有掩模的其他预定点上形成焊珠。
10、进一步可包括反复执行步骤(c)的步骤(d)。
11、另外,本发明的上述目的通过掩模单元片材部的变形量缩减方法来实现,该方法在制造框架一体型掩模时用于缩减框架的掩模单元片材部的变形量,所述框架一体型掩模包括多个掩模和框架,所述框架具有多个掩模单元区域且边缘框架部上连接有掩模单元片材部,框架包括边缘框架部和掩模单元片材部,边缘框架部包括中空区域;掩模单元片材部沿着第一方向和垂直于第一方向的第二方向具有多个掩模单元区域,且连接于边缘框架部,掩模单元片材部包括一双第一边缘片材部、一双第二边缘片材部、至少一个第一栅格片材部及至少一个第二栅格片材部,所述一双第一边缘片材部朝第一方向延伸形成且相隔设置;所述一双第二边缘片材部朝第二方向延伸形成,两端分别连接于第一边缘片材部的各端部且相隔设置;所述至少一个第一栅格片材部朝第一方向延伸形成,且两端连接于第二边缘片材部;所述至少一个第二栅格片材部朝第二方向延伸形成并与第一栅格片材部交叉,且两端连接于第一边缘片材部,掩模包括形成有多个掩模图案的掩模单元及掩模单元周围的虚设部,在虚设部的至少一部分上,沿着平行于掩模各边的方向形成有焊珠,掩模连接于掩模单元片材部,掩模在掩模单元片材部上的连接通过如下步骤进行:(a)将掩膜分别对应至所有掩模单元区域;(b)在所有掩模的多个点上形成焊珠,并在掩模单元片材部上对掩模进行第一附着;(c)沿着所有掩模的边缘方向形成焊珠,已形成焊珠的部分除外,并在掩模单元片材部上对掩模进行第二附着。
12、第一附着可以是在无分离掩模与掩模单元片材部分的作用力施加时掩模与掩模单元片材部为附着状态。
13、第二附着可以是掩模与掩模单元片材部以大于第一附着的附着力附着的状态。
14、第二附着的用于形成焊珠的激光功率、照射时间、脉冲数中至少一项可以设置为大于第一附着。
15、以从外侧的掩模单元区域所对应的掩模到内侧的掩模单元区域所对应的掩模的顺序可形成焊珠。
16、在步骤(a)之前,掩模通过中间夹设临时粘合部粘合到模板上,可以将粘合有掩模的多个模板分别对应至所有掩模单元区域。
17、可以沿着平行于掩模的两侧或四侧的方向形成焊珠。
18、当掩模单元片材部在第一方向、第二方向上的长度为dx、dy,而单位掩模单元区域在第一方向、第二方向上的长度为mx、my时,步骤(a)之前,可以包括以下步骤:(1)计算满足nx×mx<dx≤(nx+1)×mx的nx和满足ny×my<dy≤(ny+1)×my的ny的步骤(nx、ny为自然数);(2)将[dx-(nx×mx)]/(nx+1)设置为第二栅格片材部的宽度tx,将[dy-(ny×my)]/(ny+1)设置为第一栅格片材部的宽度ty。
19、当dx和dy为预设固定值时,基于mx和my的变化,tx和ty发生改变。
20、另外,本发明的上述目的通过框架一体型掩模的制造方法,该框架一体型掩模由多个掩模和用于支撑掩模的框架一体形成,包括以下步骤:(a)准备边缘框架部上连接有掩模单元片材部的框架,所述掩模单元片材部具有多个掩模单元区域;(b)在框架上加载临时粘合有掩模的模板,并将掩模对应至框架的掩模单元区域;以及(c)将掩模附着到框架,框架包括边缘框架部和掩模单元片材部,边缘框架部包括中空区域;掩模单元片材部沿着第一方向和垂直于第一方向的第二方向具有多个掩模单元区域,且连接于边缘框架部,掩模单元片材部包括一双第一边缘片材部、一双第二边缘片材部、至少一个第一栅格片材部及至少一个第二栅格片材部,所述一双第一边缘片材部朝第一方向延伸形成且相隔设置;所述一双第二边缘片材部朝第二方向延伸形成,两端分别连接于第一边缘片材部的各端部且相隔设置;所述至少一个第一栅格片材部朝第一方向延伸形成,且两端连接于第二边缘片材部;所述至少一个第二栅格片材部朝第二方向延伸形成并与第一栅格片材部交叉,且两端连接于第一边缘片材部,掩模包括形成有多个掩模图案的掩模单元及掩模单元周围的虚设部,在虚设部的至少一部分上,沿着平行于掩模各边的方向形成有焊珠,掩模连接于掩模单元片材部,掩模单元片材部上的掩模连接根据上述任意一个的方法进行。
21、有益效果
22、根据如上所述的本发明,在附着掩模时,通过控制焊接过程中掩模中施加的拉伸力从而缩减掩模单元片材部的变形量,进而能够准确地对准掩模间的位置。
23、当然,本发明的范围并不受限于上述效果。
- 还没有人留言评论。精彩留言会获得点赞!