一种双排QFN封装器件装配方法与流程
本发明涉及双排qfn封装器件装配领域,更为具体的,涉及一种双排qfn封装器件装配方法。
背景技术:
1、双排qfn芯片为塑封器件,器件引脚包括:腹部接地焊盘、内圈引脚(0.25mm*0.25mm)、外圈引脚(0.25mm*0.25mm);印制板焊盘包括:中间接地焊盘、内圈焊盘(0.25mm*0.25mm)、外圈焊盘(0.25mm*0.25mm~0.25mm*0.50mm)。由于该器件封装为塑封,器件引脚较小,而器件引脚与印制板焊盘之间为面面接触,导致该器件按照常规的装配工艺焊接后存在器件引脚虚焊、桥连、溢锡的问题,现有装配方法存在操作复杂、低效且质量不够稳定可靠的技术问题。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供一种双排qfn封装器件装配方法,解决了器件引脚出现虚焊、桥连、溢锡等缺陷的问题,提高了双排qfn封装器件一次焊接合格率等。
2、本发明的目的是通过以下方案实现的:
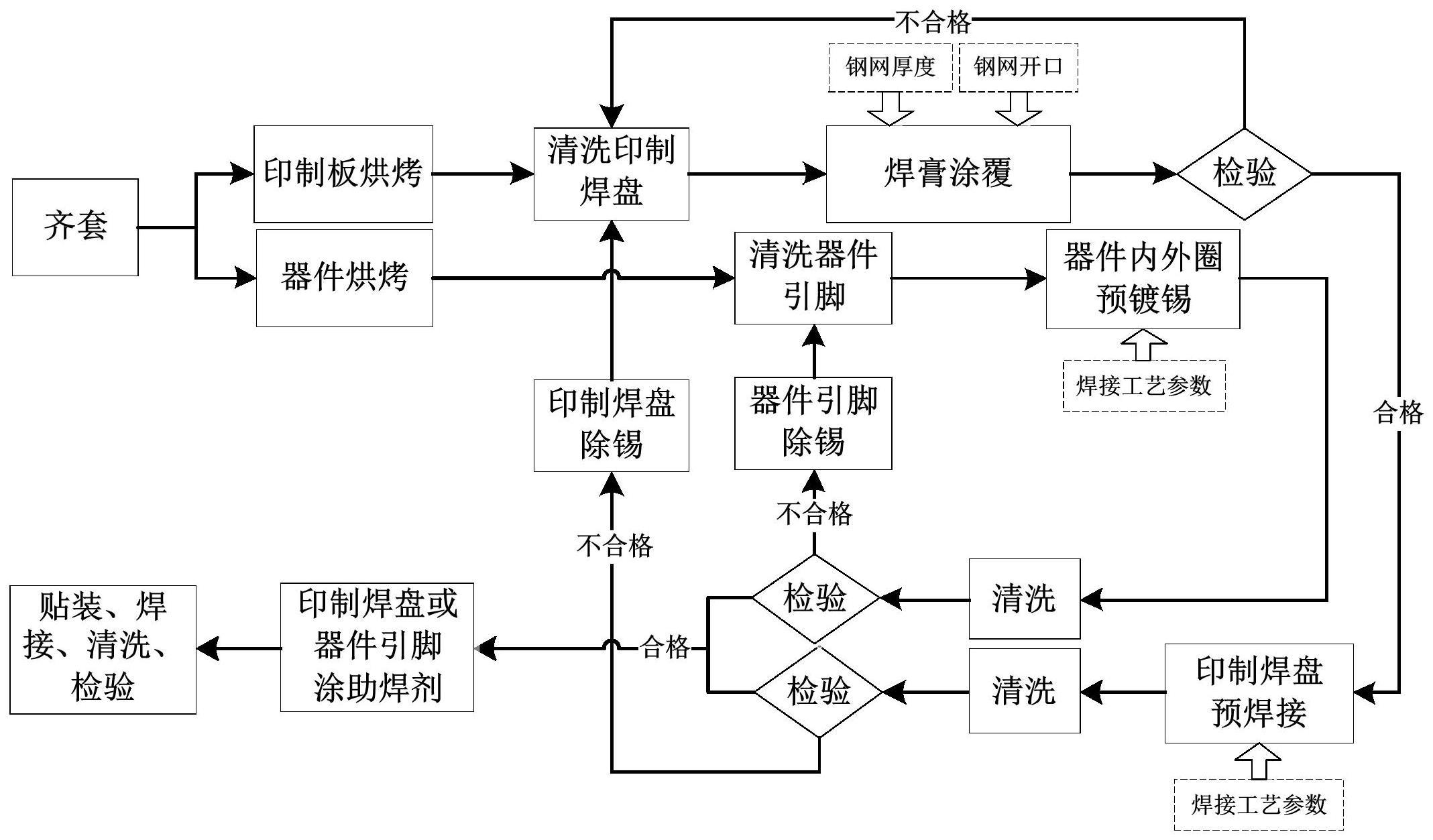
3、一种双排qfn封装器件装配方法,包括以下步骤:
4、首先,使用钢网或钢片在印制板焊盘上印刷焊膏,并通过改善钢网或钢片开口尺寸控制印制板焊盘上印刷的焊膏量,并通过减小钢网或钢片厚度提高焊膏印刷的质量;
5、然后,将印制板焊盘进行预焊接并清洗,提前挥发助焊剂,控制焊接过程中焊膏外溢;同时,使用焊锡丝对器件内外圈引脚进行预镀锡并清洗,提高器件引脚的上锡质量,同时降低焊点质量受印制焊盘与器件引脚之间间距差的影响;
6、最后,在器件引脚或印制板焊盘上刷上助焊剂,使用设备完成器件贴装与焊接。
7、进一步地,在使用钢网或钢片在印制板焊盘上印刷焊膏之前,包括步骤:对印制板及双排qfn器件进行烘烤处理。
8、进一步地,所述钢网或钢片的厚度为0.08~0.1mm,接地焊盘开口面积20%~50%。
9、进一步地,钢网或钢片的开口尺寸包括内圈开口
10、0.25mm*0.25mm~0.35mm*0.35mm,外圈开口
11、0.25mm*0.25mm~0.25mm*0.45mm。
12、进一步地,在将印制板焊盘进行预焊接并清洗之前,包括步骤:用20-40倍显微镜检查焊膏涂覆质量,确保焊膏量均匀、无锡珠、无桥连。
13、进一步地,所述将印制板焊盘进行预焊接,包括子步骤:使用回流焊设备或返修工作台预焊接印制焊盘,焊接温度曲线根据印制板厚度和焊膏类型进行定制。
14、进一步地,所述使用焊锡丝对器件内外圈引脚进行预镀锡,具体采用手工预镀锡。
15、进一步地,所述使用设备完成器件贴装与焊接,包括子步骤:先在器件引脚或印制板焊盘上刷上助焊剂,再依次进行贴装、焊接、清洗,最后检查双排qfn器件焊接质量。
16、进一步地,在手工预镀锡时,控制电烙铁设置温度不超过300℃,每个焊盘的焊接时间不超过3秒。
17、进一步地,所述检查双排qfn器件焊接质量,包括步骤:用x光检查双排qfn器件焊接质量。
18、本发明的有益效果包括:
19、本发明提供了一种简单、高效且质量稳定可靠的装配方法,解决了目前装配方法带来的器件引脚虚焊、桥连、溢锡的问题。
20、本发明将焊膏量控制技术、预焊接技术与预镀锡技术相结合,提高了焊膏印刷质量、提高了器件引脚上锡质量、降低了焊点质量受印制焊盘与器件引脚之间间距差的影响,并控制了焊接加热时焊膏外溢,解决了器件引脚出现虚焊、桥连、溢锡等缺陷的问题,提高了双排qfn封装器件一次焊接合格率。
21、本发明将焊膏量控制技术、预焊接技术与预镀锡技术相结合,保障了双排qfn封装器件装配一次成功,且焊点质量满足标准要求。
22、利用本发明能够针对钢网或钢片开口参数、钢网或钢片厚度参数、预焊接工艺参数、预镀锡工艺参数进行详细设计,确保焊膏量适宜、焊点质量良好,解决了器件引脚出现虚焊、桥连、溢锡等缺陷的问题。
23、本发明解决了目前双排qfn封装器件组装后焊点出现虚焊、桥连、溢锡等缺陷的问题。
24、本发明尤其适用于双排qfn封装器件的组装。
技术特征:
1.一种双排qfn封装器件装配方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的双排qfn封装器件装配方法,其特征在于,在使用钢网或钢片在印制板焊盘上印刷焊膏之前,包括步骤:对印制板及双排qfn器件进行烘烤处理。
3.根据权利要求1所述的双排qfn封装器件装配方法,其特征在于,所述钢网或钢片的厚度为0.08~0.1mm,接地焊盘开口面积20%~50%。
4.根据权利要求1所述的双排qfn封装器件装配方法,其特征在于,钢网或钢片的开口尺寸包括内圈开口0.25mm*0.25mm~0.35mm*0.35mm,外圈开口0.25mm*0.25mm~0.25mm*0.45mm。
5.根据权利要求1所述的双排qfn封装器件装配方法,其特征在于,在将印制板焊盘进行预焊接并清洗之前,包括步骤:用20-40倍显微镜检查焊膏涂覆质量,确保焊膏量均匀、无锡珠、无桥连。
6.根据权利要求1所述的双排qfn封装器件装配方法,其特征在于,所述将印制板焊盘进行预焊接,包括子步骤:使用回流焊设备或返修工作台预焊接印制焊盘,焊接温度曲线根据印制板厚度和焊膏类型进行定制。
7.根据权利要求1所述的双排qfn封装器件装配方法,其特征在于,所述使用焊锡丝对器件内外圈引脚进行预镀锡,具体采用手工预镀锡。
8.根据权利要求1所述的双排qfn封装器件装配方法,其特征在于,所述使用设备完成器件贴装与焊接,包括子步骤:先在器件引脚或印制板焊盘上刷上助焊剂,再依次进行贴装、焊接、清洗,最后检查双排qfn器件焊接质量。
9.根据权利要求7所述的双排qfn封装器件装配方法,其特征在于,在手工预镀锡时,控制电烙铁设置温度不超过300℃,每个焊盘的焊接时间不超过3秒。
10.根据权利要求8所述的双排qfn封装器件装配方法,其特征在于,所述检查双排qfn器件焊接质量,包括步骤:用x光检查双排qfn器件焊接质量。
技术总结
本发明公开了一种双排QFN封装器件装配方法,属于双排QFN封装器件装配领域,包括步骤:首先,使用钢网或钢片在印制板焊盘上印刷焊膏,并通过改善钢网或钢片开口尺寸控制印制板焊盘上印刷的焊膏量,并通过减小钢网或钢片厚度提高焊膏印刷的质量;然后,将印制板焊盘进行预焊接并清洗,提前挥发助焊剂,控制焊接过程中焊膏外溢;同时,使用焊锡丝对器件内外圈引脚进行预镀锡并清洗,提高器件引脚的上锡质量,同时降低焊点质量受印制焊盘与器件引脚之间间距差的影响;最后,在器件引脚或印制板焊盘上刷上助焊剂,使用设备完成器件贴装与焊接。本发明解决了器件引脚出现虚焊、桥连、溢锡等缺陷的问题,提高了双排QFN封装器件一次焊接合格率。
技术研发人员:向南秀,崔东姿,李胜楠,张冬梅,陶亚平,杨蓉,赵攀
受保护的技术使用者:中国电子科技集团公司第十研究所
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!