一种FPC自动压合设备的制作方法
本发明属于pcb压合设备设备领域,具体为一种fpc自动压合设备。
背景技术:
1、在smt行业fpc柔性线路板生产工艺中,fpc柔性线路板在生产制作中为多拼板方式,在fpc板裁切之前,需要对fpc的关键部位通过贴附psa胶进行定位和保护。在制造工艺中,需要保证贴附时激活psa胶的效果,且施加压力适宜不溢胶。
2、目前行业中常见的方式为两个上下模具对fpc施压激活psa胶,采用整体式压合的方式,会存在因模具加工制造精度误差以及磨具安装累计误差导致psa胶压覆效果不均匀,进而影响整个fpc软板上面部分产品psa胶压力未达到标准值而出现的psa胶未激活或压力过大出现的过压溢胶现象,均会影响到产品质量。在模具上某个压头位置出现损坏时,整版压合模具需要整体进行更换,成本高昂,且调试费时费力。
技术实现思路
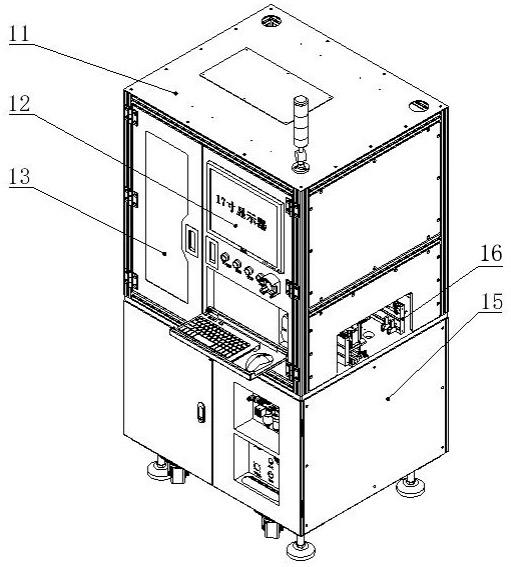
1、针对上述问题,本发明要解决的技术问题是提供过一种fpc自动压合设备,解决fpc在压覆psa胶时不均匀和不稳定,以及人工对模具安装维护复杂的问题,设备包括上护罩、下机架和机架内部组件,所述机架内部组件包括调宽轨道、止挡组件、下模顶升组件和上模压合组件,所述调宽轨道位于设备的中央且安装于设备大板中,所述止挡组件位于调宽轨道出入口处,所述下模顶升组件位于设备大板下方,所述上模压合组件位于下模顶升组件与调宽轨道正上方;
2、所述调宽轨道包括铝型材、第一直线导轨、丝杆、步进电机、步进电机座、同步带轮、同步带、支撑轴承座、第一丝杆螺母、拉料板、滑台气缸、步进电机、步进电机调节座、主动轮、皮带轮、平皮带、限位轴承和光电传感器;
3、所述止挡组件包括第三步进电机、电机安装座、齿轮、齿条、第二直线导轨、限位优力胶、第一光电感应片、齿轮齿条模组底座、第一槽型开关、阻挡气缸固定块、回转夹紧气缸和阻挡块;
4、所述下模顶升组件包括第一伺服电机、第一减速机、第一减速机固定板、第一联轴器、第一减速机支撑板、下模下固定板、轴承室、第一滚珠丝杆、第一支撑柱、直线轴承、第一移动板、第一移动导杆、第二丝杆螺母、第二槽型开关、光电固定座、第二光电感应片、下模上固定板、转接板、隔热板、顶升载板、加热固定板、第二支撑柱、冷压模固定板和定位销;
5、所述上模压合组件包括第二伺服电机、第二减速机、第二减速机固定板、第二减速机支撑板、第二联轴器、丝杆固定座、第二滚珠丝杆、上模固定板、第三丝杆螺母、第三支撑柱、第二移动板、上模大板、第二移动导杆、上模固定板、psa上模固定板、上模固定板安装条、psa上模压头、第四支撑柱和ccd组件。
6、优选的,所述上护罩上还设有人机交互界面和设备护罩可视窗。
7、优选的,所述调宽轨道轨道主体由铝型材搭建,两个所述铝型材内侧均安装皮带轮和主动轮,所述平皮带绕在皮带轮上,所述主动轮与第二步进电机连接,所述第二步进电机通过步进电机调节座安装于铝型材上,通过第二步进电机的旋转运动带动平皮带移动实现产品运动,所述铝型材安装在第一直线导轨上,同时第一丝杆螺母与铝型材连接,所述丝杆一端安装于支撑轴承座上,丝杆轴末端与同步带轮连接,所述同步带绕在同步带轮上,另一个同步带轮与第一步进电机连接,所述第一步进电机通过步进电机座固定于设备大板上,通过第一步进电机丝杆模组带动铝型材在第一直线导轨上移动实现自动调宽,所述平皮带上方安装限位轴承,所述铝型材外侧安装滑台气缸,其上方安装拉料板,同时铝型材前后两端安装有光电传感器检测产品的流入与流出。
8、优选的,所述止挡组件底部为齿轮齿条模组底座,其上方依次安装第二直线导轨、限位优力胶、齿条和第一槽型开关,所述第二直线导轨滑块上安装电机安装座,所述第三步进电机安装于电机安装座上方,其电机轴与齿轮孔位配合,通过顶丝固定,所述齿轮与齿条啮合,齿条上安装有第一光电感应片,所述电机安装座侧面安装阻挡气缸固定块,其上方安装回转夹紧气缸,回转夹紧气缸与阻挡块连接,当第三步进电机驱动时,电机轴带动齿轮做旋转运动又通过齿轮齿条模组使第三步进电机、与回转夹紧气缸一起在第二直线导轨上做直线运动,实现阻挡块的前进与后退,同时回转夹紧气缸通过气压可实现阻挡块的上升下降。
9、优选的,下模顶升组件由第一伺服电机配合第一滚珠丝杆驱动,直线轴承传动,实现冷压模固定板的上下移动,所述第一伺服电机和第一减速机安装在第一减速机固定板上,且通过第一减速机固定板和第一减速机支撑板固定在下模下固定板上,所述第一减速机固定板又通过第一联轴器与第一滚珠丝杆连接,所述第一滚珠丝杆一端通过轴承室固定在下模下固定板上,另一端固定在下模上固定板上,所述第一滚珠丝杆中安装第二丝杆螺母与第一移动板连接,所述下模上固定板通过第一支撑柱与下模下固定板连接,所述第一支撑柱中配有直线轴承,所述第一移动板与直线轴承连接,所述转接板通过第一移动导杆与第一移动板连接,其上方依次安装隔热板、顶升载板、加热固定板、第二支撑柱和冷压模固定板,所述冷压模固定板开销孔锁定位销,当第一伺服电机转动时,与其连接的第一滚珠丝杆也会转动从而带动第二丝杆螺母在第一滚珠丝杆上做直线运动,此时与第二丝杆螺母连接的第一移动板带动直线轴承在第一支撑柱上滑动,由于冷压模固定板实际上与第一移动板连接,从而实现了冷压模固定板的上下移动,所述第一移动板侧面还设有光电固定座,所述光电固定座上设有第二光电感应片和第二槽型开关。
10、优选的,所述第二伺服电机和第二减速机安装在第二减速机固定板中,所述第二减速机固定板通过两第二减速机支撑板固定在上模固定板上,所述第二减速机轴通过第二联轴器与第二滚珠丝杆连接,所述第二滚珠丝杆一端通过丝杆固定座安装于上模固定板上,另一端固定在上模大板上,所述第三丝杆螺母与第二移动板连接,同时上模大板一侧通过4根第三支撑柱与上模固定板连接,另一侧通过4根第四支撑柱固定于设备大板上,所述第二移动板通过6根第二移动导杆穿过上模大板连接上模固定板,所述上模固定板下方安装psa上模固定板和上模固定板安装条,所述psa上模固定板下方安装psa上模压头,上模大板侧面还安装有ccd组件,当第二伺服电机驱动时,第二滚珠丝杆转动带动第三丝杆螺母在第二滚珠丝杆上滚动,带动第二移动板上下移动,由于上模固定板、psa上模固定板、psa上模压头与第二移动板连接为一体,故而使psa上模压头上下移动。
11、优选的,所述psa上模压头包括滑动固定板、第三直线导轨、压力表、压头滑块固定板和psa硅胶压头,所述滑动固定板内部安装第三直线导轨和压力表,所述第三直线导轨上面安装压头滑块固定板,所述压头滑块固定板下方安装psa硅胶压头。
12、本发明的有益效果:针对上述问题,相对于传统fpc压合工艺,本设备实现全自动在线压合,通过单点控制压覆效果,避免了因平整度问题和压点位置误差造成压合不良,同时节约人力成本和降低维修难度,大大提高了生产效率;本设备通过调宽轨道输入产品到对应位置,由止挡机构实现前后定位,下模顶升组件开始顶升,然后上模压合组件对产品进行压合,压合后产品自动流入下到工序,实现全自动在线压合,避免了由人员操作放置产品产生位置误差造成压合不良,同时节约人力成本,大大提高了生产效率,且设备结构存在以下优点:
13、1、调宽轨道主体采用铝型材设计,结构轻便,加工简单,成本低廉;
14、2、调宽轨道底部安装在第一直线导轨上,侧面与第一丝杆螺母连接,通过第一步进电机驱动,同步带同步轮传动带动丝杆做直线运动,从而使轨道向两侧移动,达到调宽目的实现自动调宽,可兼容不同规格的产品;
15、3、本设备利用光电传感器检测产品来料,轨道两侧的轴承起导向作用且避免产品左右跑偏(结构成本低,且限位轴承又起导向作用避免产品卡在轨道降低产能);
16、4、调宽轨道前后两组止挡结构通过齿轮齿条驱动回转气缸实现产品前后方向的中心定位,这种定位方式结构简便,且结构紧凑,大大节省了产品空间;
17、5、下模顶升组件安装定位销卡入产品对应孔位,确保压合时产品的位置精度,同时销孔配销钉定位精度高且加工简便便宜;
18、6、psa上模压头安装有压力表,通过产品压合所需的压力值设置压力范围,当压合压力超过或低于该范围后,自动报警,避免产品不良;
19、7、上下模结构分层设计,节约设备空间,同时保证产品的定位精度,保证了产品压合良率。
- 还没有人留言评论。精彩留言会获得点赞!