通信散热器及其制造方法与流程
本发明涉及通信,尤其是涉及一种通信散热器及其制造方法。
背景技术:
1、现有的通信设备功耗大,存在着高热流密度的基站、滤波器、电路或天线等器件,对产品的散热要求高。因此,用于通信设备散热的通信散热器的导热率需要进一步提高。
技术实现思路
1、本发明的目的在于提供一种通信散热器及其制造方法,旨在解决现有的通信散热器的导热率有待提高的技术问题。
2、第一方面,本申请提供了一种通信散热器,所述通信散热器包括:
3、安装座,所述安装座包括座体和台阶组件,所述座体和所述台阶组件一体成型,所述台阶组件包括多个连接台阶,多个所述连接台阶间隔地设置于所述座体的一侧表面;
4、折叠齿,所述折叠齿通过板材折弯一体成型,所述折叠齿与所述连接台阶相贴合并连接。
5、在其中一个实施例中,所述座体包括安装板体,所述安装板体的部分区域设置有安装部,所述安装板体的部分区域设置散热块,所述台阶组件连接于所述散热块背离所述安装板体的一侧表面。
6、在其中一个实施例中,至少存在两个所述连接台阶的高度尺寸不同;或者,至少存在两个所述连接台阶在所述座体上的安装高度不同。
7、在其中一个实施例中,所述折叠齿的板材厚度为0.6mm~1mm。
8、在其中一个实施例中,所述折叠齿包括多个交替连接的齿部和连接部,所述连接部与所述连接台阶相贴合并连接。
9、在其中一个实施例中,相邻两个所述齿部之间的间隔大于或等于10mm,且小于或等于50mm。
10、在其中一个实施例中,所述齿部包括第一板片、第二板片和第三板片,所述第一板片和所述第二板片平行间隔设置,所述第一板片的一端和所述第二板片的一端通过所述第三板片连接,所述第一板片的另一端与前一个所述连接部连接,所述第二板片的另一端与后一个所述连接部连接。
11、在其中一个实施例中,所述第一板片和所述第二板片在所述座体的高度方向上的尺寸小于或等于120mm。
12、在其中一个实施例中,所述第三板片设置有气孔口,所述气孔口在所述座体的高度方向上的投影位于相邻两个所述连接台阶之间的间隔中。
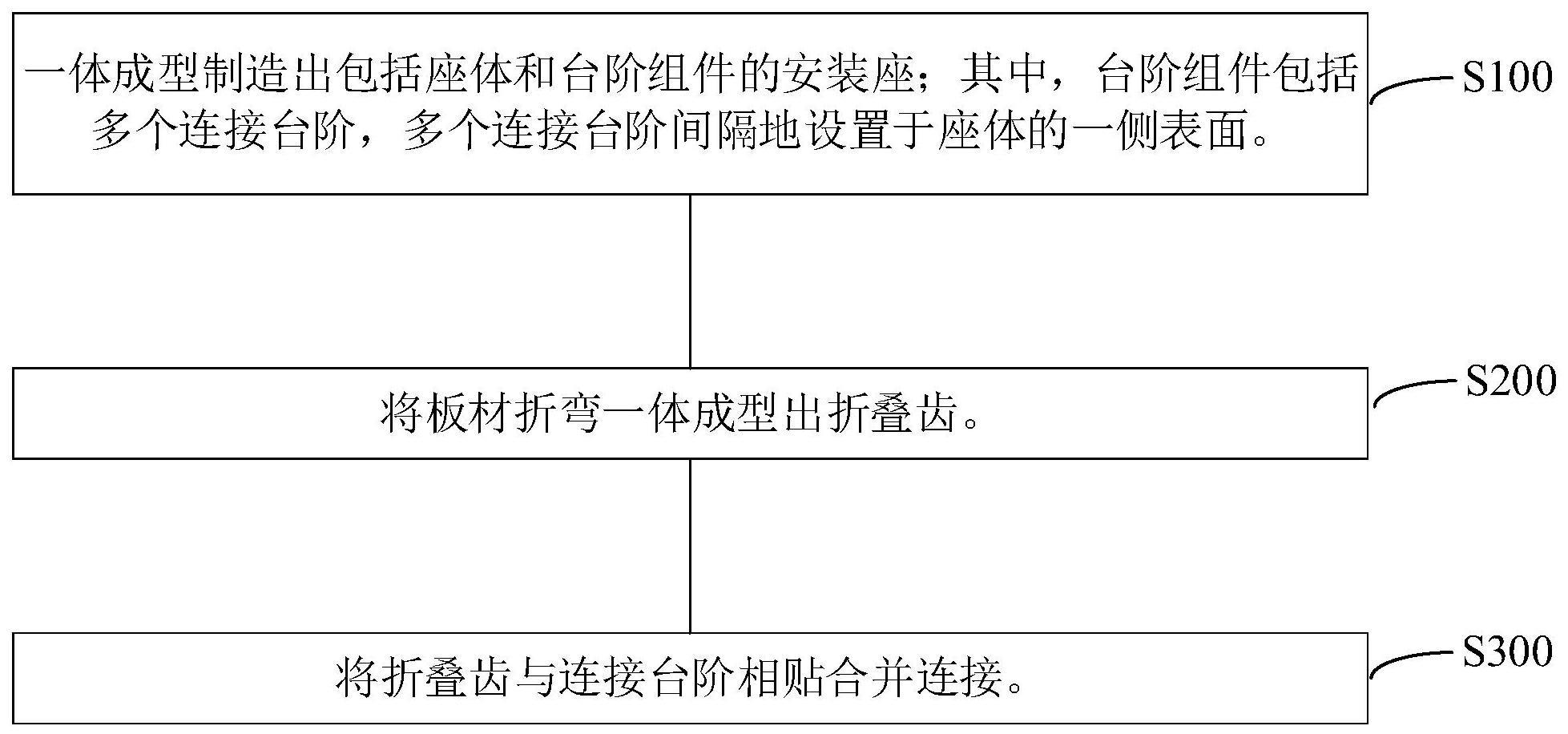
13、第二方面,本申请还提供了一种通信散热器的制造方法,所述方法包括以下步骤:
14、一体成型制造出包括座体和台阶组件的安装座;其中,所述台阶组件包括多个连接台阶,多个所述连接台阶间隔地设置于所述座体的一侧表面;
15、将板材折弯一体成型出折叠齿;
16、将所述折叠齿与所述连接台阶相贴合并连接。
17、在其中一个实施例中,所述一体成型制造出包括座体和台阶组件的安装座的步骤具体包括:
18、通过压铸得到一体成型的安装座铸件;
19、对所述安装座铸件进行时效处理;
20、对所述连接台阶背离所述座体的一侧表面进行机加工,以使所述连接台阶的表面粗糙度满足预设粗糙度要求。
21、在其中一个实施例中,所述将板材折弯一体成型出折叠齿的步骤之前,所述方法还包括:
22、在所述板材的预设位置加工出气孔口。
23、在其中一个实施例中,所述将板材折弯一体成型出折叠齿的步骤之后,所述方法还包括:
24、在所述折叠齿背离所述座体的表面加工出气孔口。
25、在其中一个实施例中,所述折叠齿包括多个交替连接的齿部和连接部,所述将所述折叠齿与所述连接台阶相贴合并连接的步骤具体包括:
26、将所述连接部和所述连接台阶平面贴合;
27、将所述连接部和所述连接台阶焊接固定。
28、在其中一个实施例中,所述连接部和所述连接台阶的焊道宽度为0.5mm~2.5mm。
29、在其中一个实施例中,所述连接部和所述连接台阶的贴合宽度比所述连接部和所述连接台阶的焊道宽度大0.4mm~0.6mm。
30、本发明提供的通信散热器及其制造方法的有益效果是:座体背离台阶组件的一侧表面接触热源,将热源的热量依次经座体、台阶组件、折叠齿进行散热,以降低热源的温度;座体和台阶组件一体成型,不存在连接缝隙,安装座整体性强,内部导热性能好;连接台阶凸设于座体的表面,利于将座体的热量快速传导并集中至连接台阶;相邻的两个连接台阶之间形成的间隔,增大台阶组件的散热面积,避免热量集中至该间隔中,且利于减轻安装座的重量;折叠齿通过板材折弯一体成型,板材的相对表面积大且内部组织细密,导热率高;折叠齿不存在连接缝隙,进一步提升内部导热性能;折叠齿与连接台阶相贴合并连接,实现面接触且接触面积大,传热效果好,解决了现有的通信散热器的导热率有待提高的技术问题,从而提高了通信散热器的导热率。
技术特征:
1.一种通信散热器,其特征在于,所述通信散热器包括:
2.根据权利要求1所述的通信散热器,其特征在于:所述座体包括安装板体,所述安装板体的部分区域设置有安装部,所述安装板体的部分区域设置散热块,所述台阶组件连接于所述散热块背离所述安装板体的一侧表面。
3.根据权利要求1所述的通信散热器,其特征在于:至少存在两个所述连接台阶的高度尺寸不同;或者,至少存在两个所述连接台阶在所述座体上的安装高度不同。
4.根据权利要求1所述的通信散热器,其特征在于:所述折叠齿的板材厚度为0.6mm~1mm。
5.根据权利要求1至4任意一项所述的通信散热器,其特征在于:所述折叠齿包括多个交替连接的齿部和连接部,所述连接部与所述连接台阶相贴合并连接。
6.根据权利要求5所述的通信散热器,其特征在于:相邻两个所述齿部之间的间隔大于或等于10mm,且小于或等于50mm。
7.根据权利要求5所述的通信散热器,其特征在于:所述齿部包括第一板片、第二板片和第三板片,所述第一板片和所述第二板片平行间隔设置,所述第一板片的一端和所述第二板片的一端通过所述第三板片连接,所述第一板片的另一端与前一个所述连接部连接,所述第二板片的另一端与后一个所述连接部连接。
8.根据权利要求7所述的通信散热器,其特征在于:所述第一板片和所述第二板片在所述座体的高度方向上的尺寸小于或等于120mm。
9.根据权利要求7所述的通信散热器,其特征在于:所述第三板片设置有气孔口,所述气孔口在所述座体的高度方向上的投影位于相邻两个所述连接台阶之间的间隔中。
10.一种如权利要求1所述的通信散热器的制造方法,其特征在于,所述方法包括以下步骤:
11.根据权利要求10所述的通信散热器的制造方法,其特征在于,所述一体成型制造出包括座体和台阶组件的安装座的步骤具体包括:
12.根据权利要求10所述的通信散热器的制造方法,其特征在于,
13.根据权利要求10至12任意一项所述的通信散热器的制造方法,所述折叠齿包括多个交替连接的齿部和连接部,其特征在于,所述将所述折叠齿与所述连接台阶相贴合并连接的步骤具体包括:
14.根据权利要求13所述的通信散热器的制造方法,其特征在于,所述连接部和所述连接台阶的焊道宽度为0.5mm~2.5mm。
15.根据权利要求14所述的通信散热器的制造方法,其特征在于,所述连接部和所述连接台阶的贴合宽度比所述连接部和所述连接台阶的焊道宽度大0.4mm~0.6mm。
技术总结
本发明涉及通信技术领域,提供一种通信散热器及其制造方法。通信散热器包括安装座和折叠齿,安装座包括座体和台阶组件,座体和台阶组件一体成型,台阶组件包括多个连接台阶,多个连接台阶间隔地设置于座体的一侧表面;折叠齿通过板材折弯一体成型,折叠齿与连接台阶相贴合并连接。座体和台阶组件一体成型,折叠齿通过板材折弯一体成型,不存在连接缝隙,内部导热性能好;连接台阶凸设于座体的表面,利于将座体的热量快速传导并集中至连接台阶;相邻的两个连接台阶之间形成的间隔,增大台阶组件的散热面积,且利于减轻安装座的重量;折叠齿与连接台阶相贴合并连接,实现面接触且接触面积大,传热效果好,提高了通信散热器的导热率。
技术研发人员:常凯,饶睿,郭灿锋,柯浪滔,张云海
受保护的技术使用者:大富科技(安徽)股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!