板材定位装置及方法、加工设备与流程
【】本发明涉及机床自动化装备,特别是涉及板材定位装置及方法、加工设备。
背景技术
0、
背景技术:
1、pcb(process control block)板是电子工业的重要部件之一,其作为电子元器件的支撑体,是各种电子设备不可或缺的重要组成部分。在pcb板的加工过程中,需要通过采用不同的刀具对pcb板进行打孔等操作,进而完成电子元器件的安装。
2、现有技术中,会通过在加工平台上安装销钉,并通将pcb板通过定位销固定在加工平台上,再通贴附美纹胶进行二次固定,使得pcb板实现相对加工平台的固定定位作用,这种定位方式需要在加工pcb板上料之前,提前将销钉安装至加工平台上,这种方式大多采用人工作业,耗时。或者,在pcb板上安装销钉,将pcb板放置在加工平台上,使得销钉对应安装在平台上的气夹,由气夹夹紧后再通过贴附美纹胶进行二次固定。在pcb板上安装销钉过程中,还可能会出现销钉难以钉入加工板材内,或者破坏加工板材的孔位的情况,影响pcb板的品质。上述工序使得板材加工难以实现全自动化。
技术实现思路
0、
技术实现要素:
1、基于此,本技术提供一种板材定位装置及方法、加工设备,可以快速实现对加工板材的定位及固定,能够有效减少插拔定位件过程中对加工板材的破坏,实现全自动高效板材定位。
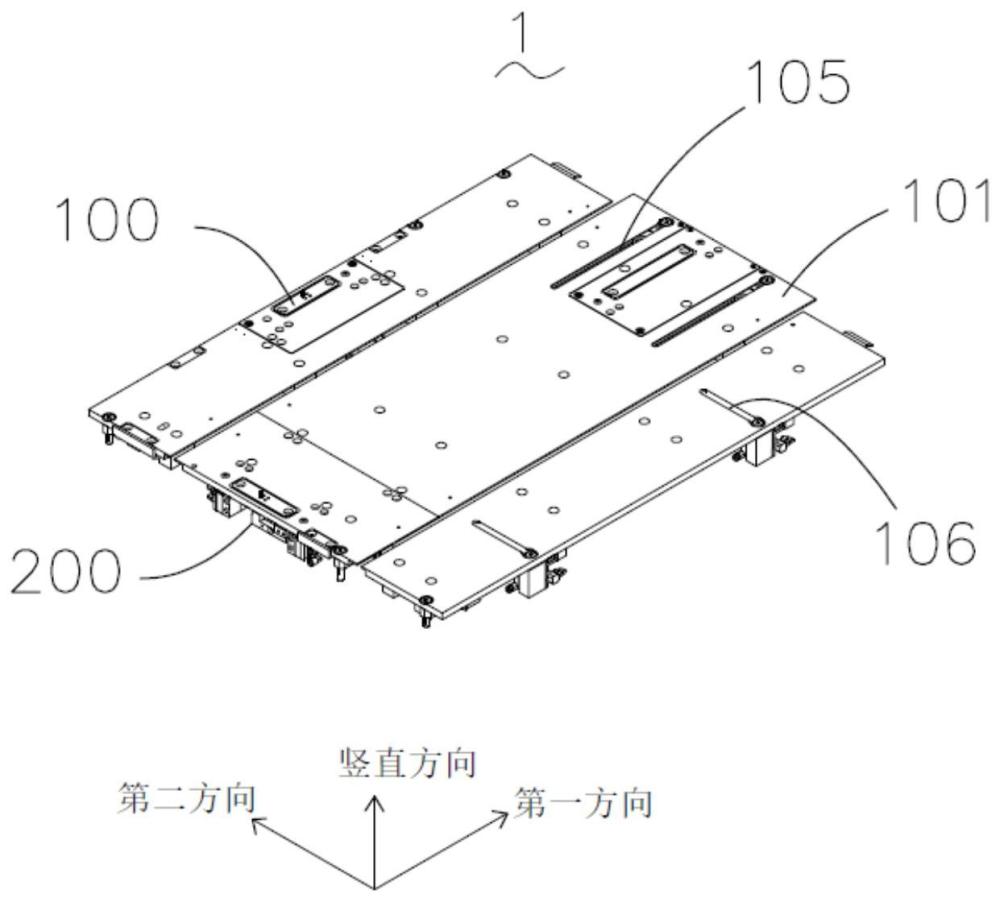
2、第一方面,本技术提供一种板材定位装置,所述板材定位装置包括加工平台及安装于所述加工平台底部的定位机构、销芯插拔机构;所述加工平台用于承载加工板材,所述加工平台设有穿孔;
3、所述定位机构包括承托件、第一升降驱动件及凸设于所述承托件上的定位件;所述承托件与所述第一升降驱动件传动连接,所述第一升降驱动件带动所述承托件竖直运动,以使得所述定位件穿过所述穿孔且与所述加工板材的定位孔配合连接,所述定位件设有销孔,且所述定位件的一端设有形变定位部;
4、所述销芯插拔机构包括销芯本体及第二升降驱动件;所述第二升降驱动件与所述销芯本体传动连接,所述第二升降驱动件带动所述销芯本体插入所述定位件的销孔内,并使得至少部分所述形变定位部沿径向形变。
5、在上述方案中,定位机构的定位件具有形变定位部,在形变定位部插入加工板材的定位孔内时,形变定位部发生径向形变,可以减少对加工板材的损坏,也能够保证在部分错位的情况形变定位部仍能够插入加工板材的定位孔内;在销芯插拔机构将销芯本体插入定位件的销孔内时,形变定位部能够沿径向形变,从而可以快速与加工板材上的定位孔配合连接,使得加工板材在加工过程,还能够大幅减少位置偏移。并且由于第二升降驱动件能够驱动销芯本体竖直移动,在加工板材完成加工后,仅需要拔出销芯本体,定位件凭借形变定位部可径向形变的特征,使得定位件能够快速脱离加工板材的定位孔,并且能够减少定位件在插拔过程中对加工板材的损坏,能够有效提高加工板材的加工良率以及打孔的精准度。通本技术通过定位机构与销芯插拔机构的相配合作业,可实现全自动化加工板材的定位,无需二次贴胶固定,能够减少板材打孔加工过程中的位置偏移,有效提高定位效率。
6、在一些实施方式中,所述形变定位部包括沿周向分布的多个膨胀片,相邻两膨胀片之间形成有开槽。如此设置,当形变定位部插入加工板材的定位孔内时,在开槽的作用下,形变定位部向内收紧,发生径向形变,可以减少对加工板材的损坏,也能够保证在部分错位的情况形变定位部仍能够插入加工板材的定位孔内;当销芯本体的插入部插入定位件的销孔内时,在开槽的作用下,形变定位部向外张开,发生径向形变,使得形变定位部与加工板材的定位孔配合连接更稳定。
7、在一些实施方式中,所述定位件还包括与所述形变定位部连接的连接部,所述连接部与所述承托件连接,多个膨胀片围合成锥形端。
8、在上述方案中,形变定位部的锥形端能够有利于定位件快速插入加工板材的定位孔内。
9、在一些实施方式中,所述承托件设有电木板槽,电木板可拆卸安装于所述电木板槽内,所述电木板上设有至少一个安装通孔,所述安装通孔用于安装所述定位件。
10、在一些实施方式中,所述电木板上设有至少三个安装通孔,至少有三个安装通孔的孔心不共线设置。
11、在上述方案中,当多次加工后其中一个安装通孔的损坏或变形,为了提高电木板的重复利用率,可以将电木板进行翻转,或者可以将电木板进行左右调换,可以继续利用其它未损坏的安装通孔继续安装定位件。
12、在一些实施方式中,所述销芯插拔机构还包括机架,所述第二升降驱动件包括驱动气缸和驱动联杆,所述驱动气缸连接所述承托件与所述机架,所述驱动气缸的驱动端与所述驱动联杆传动连接,所述驱动联杆远离所述驱动气缸的一端与所述机架上的销芯安装座活动连接。
13、在上述方案中,通过驱动气缸连接定位机构的承托件与销芯插拔机构的机架,可以提高整体结构的紧凑性,通过驱动联杆可以将驱动气缸的水平活塞运动转换为销芯安装座的竖直运动,实现销芯本体的快速插拔,提高板材定位装置的定位效率。
14、在一些实施方式中,所述销芯本体包括插入部及安装部,所述插入部能够插入所述定位件的销孔内;所述机架的一端设有可升降的销芯安装座,所述安装部与所述销芯安装座可拆卸连接;所述驱动联杆呈v型,所述驱动联杆用于将所述驱动气缸的水平移动转换为所述销芯安装座的竖直移动。
15、在上述方案中,销芯本体与销芯安装座可拆卸连接,当销芯本体发生损坏时,可以及时更换销芯本体,减少维护保养成本,提高维修效率。
16、在一些实施方式中,所述加工平台的底部设有连接座及导向架,所述第一升降驱动件安装于所述连接座上,所述第一升降驱动件的动力输出端与所述承托件连接;所述导向架上安装有沿竖直方向设置的导向部,所述承托件上连接有滑块,所述滑块与所述导向部滑动连接;当所述第一升降驱动件带动所述承托件相对加工平台上下移动时,所述滑块沿所述导向部滑动。
17、在上述方案中,定位机构的承托件通过滑块与导向部连接,可以提高定位件上下移动时的精准度,提高定位件的定位精准度。
18、在一些实施方式中,所述承托件的底部还设有限位件,所述加工平台的底部设有位置感应器,所述位置感应器用于感应所述限位件的位置。
19、在上述方案中,通过加工平台底部的位置感应器可以感应限位件的竖直位移距离,提高定位精准度。
20、在一些实施方式中,所述板材定位装置还包括设置于加工平台上的第一定位轴、第二定位轴、固定夹紧机构及运动夹紧机构;
21、所述固定夹紧机构包括第一固定夹紧组件和第二固定夹紧组件,所述第一固定夹紧组件和第二固定夹紧组件分别设置于所述加工平台的两个相邻的侧边,所述第一固定夹紧组件和第二固定夹紧组件用于夹紧所述加工板件相邻的两条边;
22、所述运动夹紧机构包括第一运动夹紧组件及第二运动夹紧组件;所述第一运动夹紧组件带动所述加工板材沿第一方向向靠近所述第一定位轴移动至第一预定位置,并夹紧所述加工板材的第一边;所述第二运动夹紧组件带动所述加工板材沿第二方向向靠近所述第二定位轴移动至第二预定位置,并夹紧所述加工板材的与第一边相邻的第二边。
23、通过固定夹紧机构与运动夹紧机构的设置,可以从第一方向及第二方向推动pcb板料至预设位置,能够快速地对pcb板进行夹紧,能适应不同规格的板料。
24、第二方面,本技术提供一种板材定位方法,基于上述的板材定位装置,所述板材定位方法包括以下步骤:
25、输送加工板材至加工平台上,所述加工平台设有穿孔;
26、第一运动夹紧组件带动所述加工板材沿第一方向靠近第一定位轴,直至移动至第一预定位置停下,第二运动夹紧组件带动所述加工板材沿第二方向靠近第二定位轴,直至移动至第二预定位置停下;
27、控制第一固定夹紧组件、第二固定夹紧组件、第一运动夹紧组件及第二运动夹紧组件中的压紧件沿竖直方向向下移动以夹紧所述加工板材;
28、基于加工板材的定位孔,定位机构中的第一升降驱动件带动承托件上的定位件竖直运动并穿过穿孔并插入所述加工板材的定位孔内;
29、销芯插拔机构中的第二升降驱动件带动销芯本体插入所述定位件的销孔内,并使得至少部分形变定位部沿径向形变。
30、在上述方案中,利用运动夹紧组件可以从第一方向及第二方向推动加工板材至预设位置,并与固定夹紧组件配合实现加工板件的快速夹紧,定位精度高,能适应不同规格的板料。在定位件的形变定位部插入加工板材的定位孔内时,形变定位部发生径向形变,可以减少对加工板材的损坏,也能够保证在部分错位的情况形变定位部仍能够插入加工板材的定位孔内;在销芯插拔机构将销芯本体插入定位件的销孔内时,形变定位部能够沿径向形变,从而可以快速与加工板材上的定位孔配合连接,使得加工板材在加工过程,还能够大幅减少位置偏移。本技术通过定位机构与销芯插拔机构的相配合作业,可实现全自动化加工板材的定位,无需二次贴胶固定,能够减少板材打孔加工过程中的位置偏移,有效提高定位效率。
31、在一些实施方式中,所述板材定位方法还包括以下步骤:
32、在所述加工板材加工完成后,所述销芯插拔机构中的第二升降驱动件带动销芯本体拔出所述定位件,并使得至少部分形变定位部沿径向恢复至自然状态;
33、所述第一升降驱动件带动所述承托件上的定位件竖直向下运动直至所述定位件的端点与所述加工平台的上表面齐平或低于所述加工平台的上表面;
34、控制第一固定夹紧组件、第二固定夹紧组件、第一运动夹紧组件及第二运动夹紧组件中的压紧件沿竖直方向向上移动以松开所述加工板材;
35、所述第一运动夹紧组件沿第一方向远离所述第一定位轴;所述第二运动夹紧组件沿第二方向远离所述第二定位轴,直至加工板材解除定位状态。
36、在上述方案中,在加工板材完成加工后,仅需要拔出销芯本体,定位件凭借形变定位部可径向形变的特征,使得定位件能够快速脱离加工板材的定位孔,并且能够减少定位件在插拔过程中对加工板材的损坏,能够有效提高加工板材的加工良率以及打孔的精准度。在利用压紧件沿竖直方向松开加工板材后,利用运动夹紧组件可以从第一方向及第二方向推动加工板材回到上料位置,可实现全自动板材定位,定位效率高。
37、第三方面,本技术提供一种加工设备,所述加工设备用于加工pcb板,所述加工设备包括上述的板材定位装置。
- 还没有人留言评论。精彩留言会获得点赞!