一种接插件焊接生产系统的制作方法
本发明涉及自动化设备,具体涉及一种接插件焊接生产系统。
背景技术:
1、现随着工业自动化不断发展,传统手工焊接无论从效率上还是品质上均不能够满足工业化需求,作为汽车关键零部件,座舱仪表及各类控制器的产业化中有许多加工工序涉及到焊接,大多数传统汽车上的作为车座舱仪表的电磁仪表,均被数字仪表代替,同时延伸出各种电控模块,故线路板的复杂程度也越来越高。因此,对线路板的焊接装配生产要求也越来越高。
2、相关技术中,线路板上的接插件及步进电机等作为通孔类器件,一般都通过手工插入线路板对应空位后再手工焊接并目视检查;但手工插装焊接不仅需要投入大量的人工,效率低下,而且存在因作业人员焊接经验不足,或疲劳作业造成焊接不良流出等问题。为解决当前产品品类多、焊接复杂,人工焊接效率低且质量不高的问题,通过采用设备半自动焊接代替人工焊接的方式,需要人工将线路板插入治具中,再推入焊接设备内执行焊接。但该半自动焊接方式,仍需要一人插件将合件送入焊接设备,另一人在设备另一端等待焊接后的产品进行检验,并将检验完成的插接板上的治具运送回初始工位,并使用治具执行下一个焊接的,人工成本并没有得到有效降低
技术实现思路
1、针对相关技术中线路板插接焊接过程中仍需要多人互相配合完成对线路板的焊接和检测,造成整个焊接过程人工成本过高的问题。
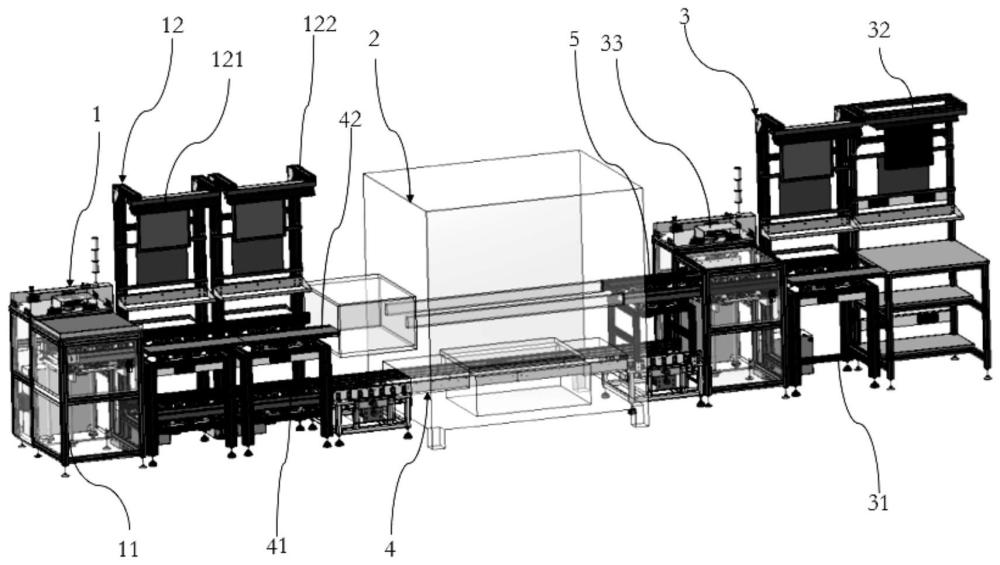
2、第一方面,本申请实施例提供一种接插件焊接生产系统,其包括:插件模块、焊接模块、检测模块和回转运输模块;其中,
3、插件模块,其用于对安装在治具上的线路板进行接插处理;
4、焊接模块,其与所述插件模块对接,所述焊接模块用于接收接插处理完成后的线路板和治具,并对所述线路板进行焊接;
5、检测模块,其与所述焊接模块对接,所述检测模块用于对焊接后的线路板进行检测;
6、回转运输模块,所述回转运输模块两端分别与所述检测模块和所述插件模块相连,所述回转运输模块用于将所述检测模块处的治具运输至所述插件模块。
7、结合第一方面,在一种实施方式中,所述回转运输模块包括:第一输送轨道,其一端与所述检测模块对接,另一端与所述插件模块对接,所述第一输送轨道用于接收拆除所述线路板后的治具,并将所述治具输送至所述插件模块。
8、结合第一方面,在一种实施方式中,所述插件模块包括:
9、第一升降台,其与所述回转运输模块相连;
10、插接台组件,所述插接台组件与所述第一升降台相连。
11、结合第一方面,在一种实施方式中,所述插接台组件包括:
12、第一插接台,其与所述第一升降台对接;
13、第二插接台,其与所述第一插接台对接。
14、结合第一方面,在一种实施方式中,所述第一升降台设有至少两个对接通道;
15、所述插接台组件包括:第一插接台和第二插接台,所述第一插接台和第二插接台均与所述第一升降台对接设置。
16、结合第一方面,在一种实施方式中,所述回转运输模块还包括第二输送轨道,所述第二输送轨道同时与所述第一升降台和所述插接台组件对接,所述第二输送轨道和所述第一输送轨道均穿设于所述焊接模块和所述插接台组件内,且所述第一输送轨道与所述第二输送轨道上下间隔设置。
17、结合第一方面,在一种实施方式中,所述焊接模块包括:
18、设备主体,其上设有移动轨道,所述移动轨道用于承载所述治具,并驱动所述治具移动;
19、焊接喷嘴,其与所述设备主体磁性相连。
20、结合第一方面,在一种实施方式中,所述焊接模块还包括:摄像监控装置,其设于所述设备主体上,所述摄像监控装置包括防爆照明设备和摄像辅助焊接设备。
21、结合第一方面,在一种实施方式中,所述接插件焊接生产系统还包括:冷却台,其与所述焊接模块,所述冷却台用于对焊接完成的所述线路板和治具进行缓存冷却;
22、所述检测模块包括:人工检测台和aoi检测设备,所述人工检测台与所述冷却台远离所述焊接模块的一端相连,所述aoi检测设备与所述人工检测台对接设置,所述aoi检测设备用于检测所述线路板焊接质量。
23、结合第一方面,在一种实施方式中,所述冷却台的输出口对接设置有第二升降台,所述第二升降台与所述回转运输模块对接。
24、本申请实施例提供的技术方案带来的有益效果包括:
25、本申请通过设置自动化生产线实现了焊接工艺的自动化,同时通过设置回转运输模块将使用完毕后的治具输送回初始插接模块处,整个过程只需要一名操作者,减少了人力成本投入的同时,大大提高了焊接工艺效率。
技术特征:
1.一种接插件焊接生产系统,其特征在于,包括:
2.如权利要求1所述的接插件焊接生产系统,其特征在于,所述回转运输模块(4)包括:第一输送轨道(41),其一端与所述检测模块(3)对接,另一端与所述插件模块(1)对接,所述第一输送轨道(41)用于接收拆除了所述线路板后的治具,并将所述治具输送至所述插件模块(1)。
3.如权利要求2所述的接插件焊接生产系统,其特征在于,所述插件模块(1)包括:
4.如权利要求3所述的接插件焊接生产系统,其特征在于,所述插接台组件(12)包括:
5.如权利要求3所述的接插件焊接生产系统,其特征在于:
6.如权利要求3所述的接插件焊接生产系统,其特征在于:所述回转运输模块(4)还包括第二输送轨道(42),所述第二输送轨道(42)同时与所述第一升降台(11)和所述插接台组件(12)对接,所述第二输送轨道(42)和所述第一输送轨道(41)均穿设于所述焊接模块(2)和所述插接台组件(12)内,且所述第一输送轨道(41)与所述第二输送轨道(42)上下间隔设置。
7.如权利要求1所述的接插件焊接生产系统,其特征在于,所述焊接模块(2)包括:
8.如权利要求7所述的接插件焊接生产系统,其特征在于,所述焊接模块(2)还包括:摄像监控装置,其设于所述设备主体上,所述摄像监控装置包括防爆照明设备和摄像辅助焊接设备。
9.如权利要求1所述的接插件焊接生产系统,其特征在于:
10.如权利要求9所述的接插件焊接生产系统,其特征在于:所述冷却台(5)的输出口对接设置有第二升降台(33),所述第二升降台(33)与所述回转运输模块(4)对接。
技术总结
本申请涉及自动化设备技术领域,具体涉及一种接插件焊接生产系统。该系统包括:插件模块,其用于对安装在治具上的线路板进行接插处理;焊接模块,其与插件模块对接,焊接模块用于接收接插处理完成后的线路板和治具,并对线路板进行焊接;检测模块,其与焊接模块对接,检测模块用于对焊接后的线路板进行检测;回转运输模块,回转运输模块两端分别与检测模块和插件模块相连,回转运输模块用于将检测模块处的治具运输至插件模块。本申请通过设置自动化生产线实现了焊接工艺的自动化,同时通过设置回转运输模块将使用完毕后的治具输送回初始插接模块处,整个过程只需要一名操作者,减少了人力成本投入的同时,大大提高了焊接工艺效率。
技术研发人员:柯丽燕,刘金平,韦军,郑富兵,彭爱军,黄子兴,刘瑞瑞
受保护的技术使用者:东风电驱动系统有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!