一种PCBA贴片过程中的锡膏分配方法、系统、设备及介质与流程
本技术涉及pcba加工,具体涉及一种pcba贴片过程中的锡膏分配方法、系统、设备及介质。
背景技术:
1、随着电子制造业的快速发展,锡膏在焊接电子器件中的应用越来越广泛。然而,在实际操作中,锡膏的分配和使用面临着一些问题,尤其是如何有效利用未完全使用的锡膏。为了解决这个问题,我们需要开发一种新的锡膏分配方式,可以确保锡膏的质量和性能,同时提高锡膏的利用率
2、目前,传统的锡膏分配方法是按照工作人员设置好的分配要求进行锡膏分配,然后将未使用完的锡膏与新开封的锡膏混合使用。但是在实际应用中,由于生产线环境的影响以及生产要求的变化,锡膏的分配情况也会受到影响,传统的锡膏分配方法无法实时与生产线的环境以及生产要求相适应,从而造成锡膏分配过剩或锡膏分配量不足的问题,导致在pcba贴片过程中的锡膏利用率较低。
技术实现思路
1、本技术提供了一种pcba贴片过程中的锡膏分配方法、系统、设备及介质,具有根据加工材料和环境因素,智能调节锡膏分配量,提高锡膏利用率的效果。
2、第一方面,本技术提供了一种pcba贴片过程中的锡膏分配方法,包括:
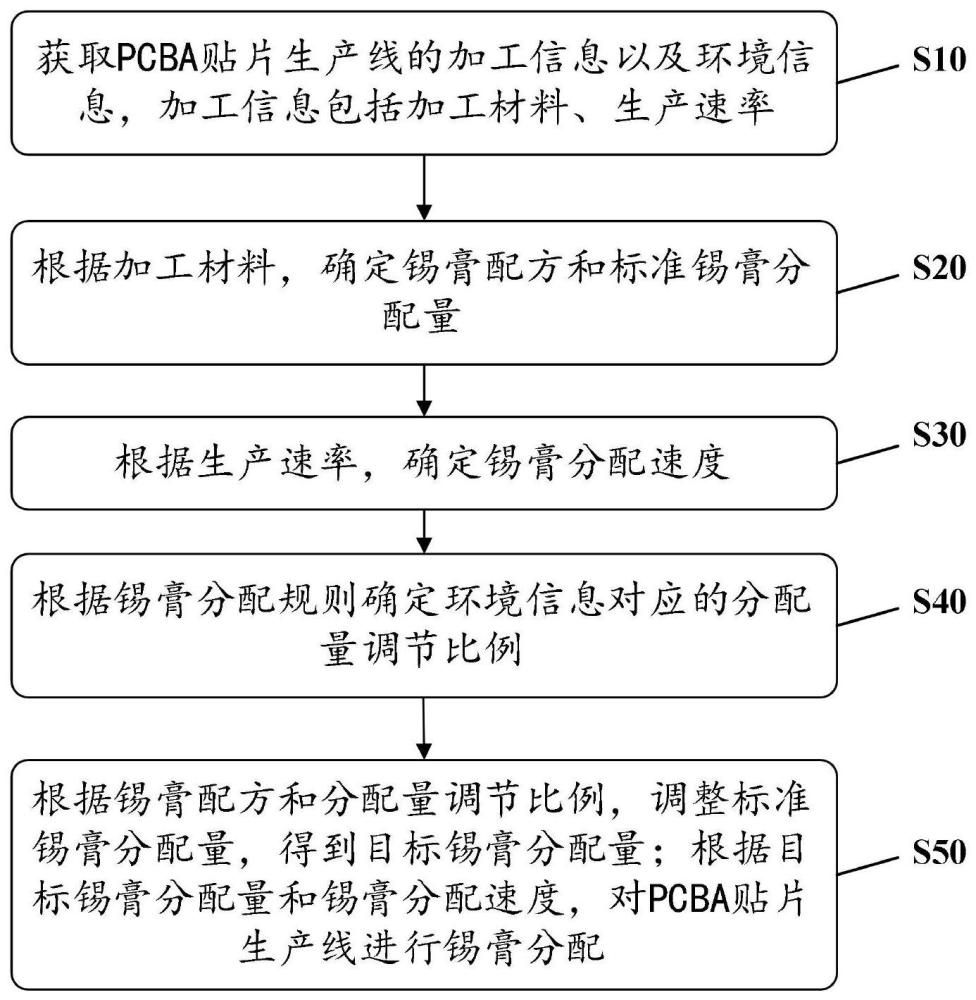
3、获取pcba贴片生产线的加工信息以及环境信息,所述加工信息包括加工材料、生产速率;
4、根据所述加工材料,确定锡膏配方和标准锡膏分配量;
5、根据所述生产速率,确定锡膏分配速度;
6、根据锡膏分配规则确定所述环境信息对应的分配量调节比例;
7、根据所述锡膏配方和所述分配量调节比例,调整所述标准锡膏分配量,得到目标锡膏分配量;
8、根据所述目标锡膏分配量和所述锡膏分配速度,对所述pcba贴片生产线进行锡膏分配。
9、通过采用上述技术方案,系统根据pcba贴片生产线的加工材料确定对应的锡膏配方,并根据材料的规格参数,计算出单个材料加工所需的标准锡膏分配量。结合总的加工数量,系统可以得到本次生产过程的标准锡膏分配量。根据实时检测到的生产线加工速率信息,计算出本次生产所需的锡膏分配速度,读取环境传感器采集的温湿度、粉尘浓度等环境信息,按照预设的锡膏分配规则,确定出环境因素对应的锡膏分配量调节比例。系统将标准分配量按照环境调节比例进行调整,得到最终的目标锡膏分配量,根据算得的目标分配量和分配速度输出控制指令,实施对生产线的精确锡膏分配。通过考量材料需求、加工速率和环境影响多重因素,动态计算并精准供给锡膏,既符合工艺配方要求,也实现了根据生产和环境变化调节分配量,避免了因经验分配导致的资源浪费或产品质量问,实现了整个锡膏分配过程的智能化和优化,提高了锡膏利用效率。
10、可选的,确定所述材料类型对应的所述锡膏配方;根据所述材料规格,确定单个材料加工对应的锡膏分配量;根据所述单个材料加工对应的锡膏分配量和所述加工数量,确定所述标准锡膏分配量。
11、通过采用上述技术方案,系统根据pcba贴片生产线所加工的材料类型确定对应的锡膏配方,即确定该材料所需要的锡膏的材料组成和配比。不同材料因为具有不同的表面特性、导电性要求,需要匹配不同成分的锡膏进行焊接。确定配方是为了满足工艺要求。系统根据材料的具体规格参数,计算出用于单个该材料加工所需的标准锡膏分配量。结合该材料的总加工数量,系统可以据此计算出本批次生产所需的整体标准锡膏分配量。通过根据材料类型确定配方,并考量材料规格和加工数量计算标准分配量,这样可以使锡膏的配置和供给精确匹配材料的实际焊接需求,既满足了工艺方面的要求,也避免了因经验判断而造成的供给过多或不足的问题。
12、可选的,根据所述加工数量和所述预设时长,确定单位产品数量;根据所述单个材料加工对应的锡膏分配量、所述预设时长对应的的单位产品数量和所述生产速率,确定所述锡膏分配速度。
13、通过采用上述技术方案,系统根据总的加工数量和预设的单个产品加工标准时长,计算出在给定时间段内可以完成的产品数量,即单位时间内的单位产品数量。系统已知单个材料加工所需的锡膏分配量,再结合在预设时间间隔内的单位产品数量,就可以计算出该时间段内所需的锡膏总量。系统根据实时检测到的生产线加工速率,也就是单位时间内的产品加工数量,就可以得到该速率条件下,单位时间内需要供给的锡膏量,即确定锡膏的分配速度。通过考量加工时间、单个产品所需锡膏量和实时加工速率,动态计算锡膏分配速度,实现了自动适应生产线速率变化的可控灵活供给。确保了随着加工速率调整对锡膏分配量的及时协调,既足够满足加工需求,也避免了供给过剩。提高了锡膏利用效率,也保证了产品质量。
14、可选的,比较所述温度和标准锡膏工作温度范围,得到第一环境差值;比较所述粉尘浓度和标准锡膏工作粉尘浓度,得到第二环境差值;根据所述第一环境差值和所述第二环境差值,确定目标环境差值;根据分配量调节表,确定所述目标环境差值对应的分配量调节比例。
15、通过采用上述技术方案,系统检测工艺环境温度,与标准锡膏工作温度范围进行比较,计算出两者的差值即第一环境差值。检测环境粉尘浓度,与标准锡膏可容许的最高工作粉尘浓度计算差值,作为第二环境差值。系统会综合考量温差值和粉尘差值这两个因素,按一定算法计算出综合的目标环境差值。目标环境差值反映了当前环境与标准状态的总体偏差。系统在存储的锡膏分配量调节表中查找该环境差值对应的分配量调节比例系数。用该调节比例系数对标准锡膏分配量进行调整,得到本次考虑环境影响后的实际分配量。通过环境因素的综合评估,确定动态的分配量调节系数,实现了按环境变化主动修正锡膏分配量的目标。既考虑了温度对锡膏性能的影响,也把粉尘污染对焊接质量的影响纳入调节依据,使锡膏供给量适应环境,提高了生产的适应性和产品质量稳定性。
16、可选的,获取若干个历史温度数据和所述历史温度数据对应的若干个历史粉尘浓度数据;根据所述若干个历史温度数据和所述干个历史粉尘浓度数据,得到若干个历史环境差值;确定所述若干个历史环境差值对应的各锡膏分配剩余量;根据所述各锡膏分配剩余量,确定所述若干个历史环境差值对应的分配量调节比例;根据所述若干个历史环境差值和所述各分配量调节比例,确定所述分配量调节表。
17、通过采用上述技术方案,系统会收集历史的温度数据和对应的粉尘浓度数据,并根据这些历史环境数据计算出当时的环境差值。系统查询相关的历史锡膏使用记录,统计出在这些环境差值条件下各次锡膏分配后的余量情况。系统综合分析历史环境差值和对应的余量数据,建立二者之间的模型,确定在不同环境条件下的合理锡膏分配量调节比例,以使锡膏利用充分而不造成过剩。系统整理生成包括环境差值和匹配的分配量调节比例的映射表,作为当前环境下确定分配量调节系数的标准依据。通过利用历史数据建立动态自学习的环境匹配模型,能够使锡膏分配更精确适应环境变化,既保证满足工艺需求,也减少因经验判断造成的锡膏浪费,降低成本。
18、可选的,获取所述pcba贴片生产线的锡膏氧化度和锡膏粘度;根据预设采样频率将所述锡膏氧化度、所述锡膏粘度和所述粉尘浓度,划分为多个数据集;根据多个所述数据集,确定锡膏质量函数;根据所述锡膏质量函数和标准锡膏质量范围,确定锡膏质量超出所述标准锡膏质量范围的目标时长。
19、通过采用上述技术方案,系统会实时采集pcba贴片生产线上锡膏的氧化度和粘度数据,按照预设的时间间隔对这些锡膏质量数据进行采样,结合对应的环境粉尘浓度数据,归类生成多个数据集。系统将这些数据集输入到锡膏质量评估的机器学习模型中,通过模型训练确定锡膏的质量评分函数,使其能够基于锡膏氧化度、粘度及环境因素计算出锡膏的质量得分。得到质量函数后,系统可以在线监测实时的锡膏质量数据,并输入函数计算出质量评分。如果计算结果连续超出标准锡膏质量范围,系统会据此推断出锡膏质量预计将在多长时间后完全超标,即确定目标时长。通过建立质量评估模型,实现了对锡膏质量变化趋势的预测性监控。锡膏质量问题能够被提前发现并判断异常持续时间,进而启用对应策略避免问题扩大,对保持生产质量和效率具有重要作用。
20、可选的,判断所述目标时长是否小于或等于预设预警时长;若所述目标时长小于或等于所述预设预警时长,则根据所述粉尘浓度和所述锡膏质量信息生成生产参数调节方案,并生成预警提示。
21、通过采用上述技术方案,系统会判断锡膏质量异常的预测目标时长是否已经少于或等于预先设置的临界预警时长。如果目标时长已经少于或等于预先设置的临界预警时长。系统将根据当前检测到的环境粉尘浓度数据,结合锡膏的氧化度、粘度等质量信息,系统通过智能算法生成一套生产参数的调整方案,以尽可能缓解和减轻质量问题对生产的影响。系统向相关负责人发送锡膏质量预警提示,建议检查并准备更换锡膏。通过判断预警时长,实时调整生产参数,并进行预警通知,实现了对锡膏质量风险的主动防控,避免了问题进一步扩大对生产造成的损失。
22、在本技术的第二方面提供了一种pcba贴片过程中的锡膏分配系统。
23、数据获取模块,用于获取pcba贴片生产线的加工信息以及环境信息,所述加工信息包括加工材料、生产速率;
24、数据处理模块,用于根据所述加工材料,确定锡膏配方和标准锡膏分配量;根据所述生产速率,确定锡膏分配速度;根据锡膏分配规则确定所述环境信息对应的分配量调节比例;
25、数据转换模块,用于根据所述锡膏配方和所述分配量调节比例,调整所述标准锡膏分配量,得到目标锡膏分配量;
26、方案执行模块,用于根据所述目标锡膏分配量和所述锡膏分配速度,对所述pcba贴片生产线进行锡膏分配。
27、在本技术的第三方面提供了一种电子设备。
28、一种pcba贴片过程中的锡膏分配系统,包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的程序,该程序能够被处理器加载执行时实现一种pcba贴片过程中的锡膏分配方法。
29、在本技术的第四方面提供了一种计算机可读存储介质。
30、一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时使所述处理器实现一种pcba贴片过程中的锡膏分配方法。
31、综上所述,本技术实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
32、1、本技术通过获取pcba贴片生产线的生产速率以及加工产品的加工材料,并根据该加工材料得到锡膏配方和标准锡膏分配量,得到该生产速率对应的锡膏分配速度,然后根据环境信息确定分配量调节比例,根据该分配量调节比例调整标准锡膏分配量得到目标分配量,再根据锡膏分配速度从而对pcba贴片生产线进行锡膏分配。综合考虑生产线的环境以及生产速率,调整锡膏分配量,提高了pcba贴片生成过程中的锡膏利用率。
33、2、本技术通过采集pcba贴片生产线上锡膏的氧化度和粘度数据,按照预设的时间间隔对这些锡膏质量数据进行采样,结合对应的环境粉尘浓度数据,归类生成多个数据集。系统将这些数据集输入到锡膏质量评估的机器学习模型中,通过模型训练确定锡膏的质量评分函数,使其能够基于锡膏氧化度、粘度及环境因素计算出锡膏的质量得分。得到质量函数后,系统可以在线监测实时的锡膏质量数据,并输入函数计算出质量评分。如果计算结果连续超出标准锡膏质量范围,系统会据此推断出锡膏质量预计将在多长时间后完全超标,即确定目标时长。通过建立质量评估模型,实现了对锡膏质量变化趋势的预测性监控。锡膏质量问题能够被提前发现并判断异常持续时间,进而启用对应策略避免问题扩大,对保持生产质量和效率具有重要作用。
34、3、本技术通过判断锡膏质量异常的预测目标时长是否已经少于或等于预先设置的临界预警时长。如果目标时长已经少于或等于预先设置的临界预警时长。系统将根据当前检测到的环境粉尘浓度数据,结合锡膏的氧化度、粘度等质量信息,系统通过智能算法生成一套生产参数的调整方案,以尽可能缓解和减轻质量问题对生产的影响。系统向相关负责人发送锡膏质量预警提示,建议检查并准备更换锡膏。通过判断预警时长,实时调整生产参数,并进行预警通知,实现了对锡膏质量风险的主动防控,避免了问题进一步扩大对生产造成的损失。
- 还没有人留言评论。精彩留言会获得点赞!