整车控制器的制作方法
本技术主要为一种车用控制器,特别是有关于一种摩托车用的整车控制器。
背景技术:
1、整车控制器(vehicle control unit,vcu)为电动车控制系统的核心部件,主要任务包含车辆控制、通讯、驱动及监控等。
2、请参照图1,其系一种现有的整车控制器9,该现有的整车控制器9具有一金属壳91及一电路模组92,该金属壳91概呈扁形,且常采用铝合金材质。该金属壳91具有一上开口911,该电路模组92通过该上开口911而置入该金属壳91中,经填胶于该金属壳91与该电路模组92之间,再依胶体条件进行高温烘烤,以缩短胶体的固化时间;烘烤结束后进行冷却,即可制得一整车控制器9成品。
3、其中,该现有的整车控制器9因采用了金属材质的壳体,而具有难以减轻重量与成本的问题。为此,若采用塑胶材质的壳体,将可减轻高达一半的重量,且成本上亦能有显著地降低。只是,以塑胶材质制成如前述金属壳91外形的塑胶壳时,会因为射出成型制程而易于对应该上开口911处产生明显且不可控的变形;不仅影响该塑胶壳与该电路模组92的结合,更易在烘烤后的冷却步骤中,发生胶体与该塑胶壳剥离的问题,导致该现有的整车控制器9易于使用中发生进水的情况,从而产生短路及功能丧失等风险。
4、有鉴于此,有必要提供一种整车控制器,以解决上述的问题。
技术实现思路
1、本实用新型的目的在于提供一种整车控制器,其塑胶壳的开口处系具有良好的结构强度而不易变形者。
2、本实用新型的次一目的在于提供一种整车控制器,系可提升胶体与塑胶壳之间的黏附性者。
3、本实用新型的又一目的在于提供一种整车控制器,系易于制造及组装者。
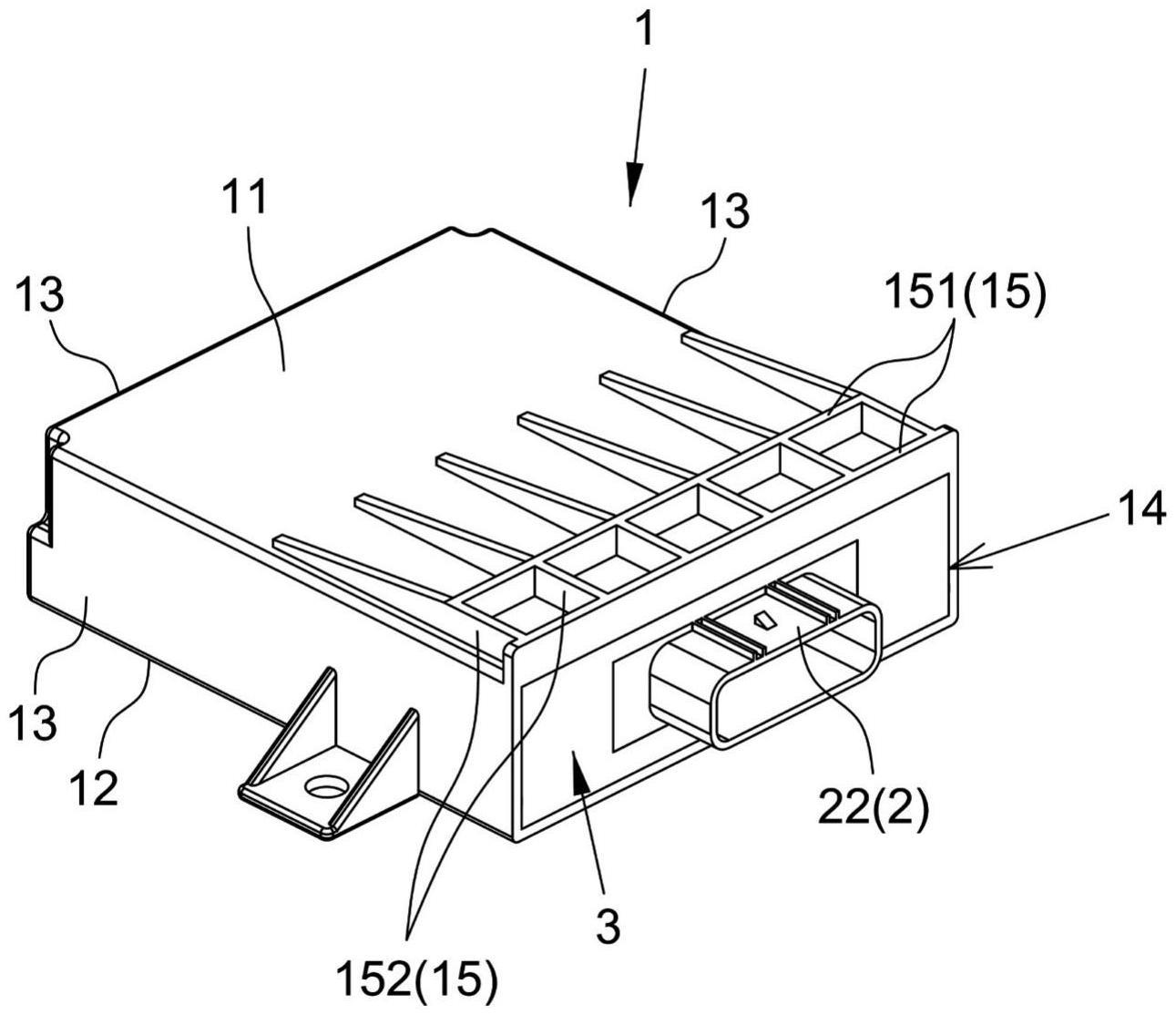
4、为达到上述目的,本实用新型提供一种整车控制器,包含:一塑胶壳,具有一填胶开口,且邻近于该填胶开口处设有支撑肋,该支撑肋凸出于该塑胶壳的外表面;一电路模组,通过该填胶开口以插入该塑胶壳中;及一胶体,系由该填胶开口注入,用以结合该电路模组与该塑胶壳。
5、在一些实施例中,该塑胶壳具有相对的一第一宽壁及一第二宽壁,该支撑肋系可以设置于该第一宽壁及该第二宽壁。
6、在一些实施例中,该塑胶壳可以具有相对的一第一宽壁及一第二宽壁,该填胶开口可以具有相对的二长边形成于该第一宽壁及该第二宽壁,该支撑肋可以包含至少一横向肋及数个纵向肋,该横向肋可以沿平行于该填胶开口之长边的方向延伸,数个该纵向肋与该横向肋可以交错。
7、在一些实施例中,该横向肋的分布范围可以在该第一宽壁之长度的二分之一内。
8、在一些实施例中,该横向肋的数量可以为数个,数个该横向肋其中之一可以连接该填胶开口的长边,其余的该横向肋可以呈相间隔地平行。
9、在一些实施例中,数个该横向肋的间距系可以往离开该填胶开口的方向递增。
10、在一些实施例中,数个该纵向肋可分别沿正交于该填胶开口之长边的方向延伸。
11、在一些实施例中,数个该纵向肋的一端可以连接至该填胶开口的长边。
12、在一些实施例中,该纵向肋的长度可以大于该第一宽壁之长度的四分之一,并可以小于或等于该第一宽壁之长度的二分之一。
13、在一些实施例中,该横向肋及该纵向肋的肉厚可以为该第一宽壁的肉厚的0.5~0.75倍。
14、在一些实施例中,该塑胶壳在邻近该填胶开口的内表面处可以形成一粗糙部。
15、在一些实施例中,该粗糙部的分布范围系可自该填胶开口往该塑胶壳内部延伸20mm。
16、本实用新型另外提供一种整车控制器,包含:一塑胶壳,具有一填胶开口,且邻近于该填胶开口处具有凹陷部,该凹陷部系凹陷于该塑胶壳的外表面;一电路模组,通过该填胶开口以插入该塑胶壳中;及一胶体,系由该填胶开口注入,用以结合该电路模组与该塑胶壳。
17、在一些实施例中,该塑胶壳可以具有相对的一第一宽壁及一第二宽壁,该第一宽壁与该第二宽壁可以设有该凹陷部。
18、在一些实施例中,该填胶开口可以具有相对的二长边形成于该第一宽壁及该第二宽壁,该凹陷部可以为数个长槽,该长槽概沿正交于该填胶开口之长边的方向延伸。
19、在一些实施例中,该凹陷部可以具有数个连接肋,并连接于该长槽,该连接肋可以不凸出该第一宽壁及该第二宽壁的外表面。
20、在一些实施例中,该塑胶壳在邻近该填胶开口的内表面处可以形成一粗糙部。
21、在一些实施例中,该粗糙部的分布范围系可自该填胶开口往该塑胶壳内部延伸20mm。
22、本实用新型另外提供一种整车控制器,包含:一塑胶壳,具有相对的一第一宽壁及一第二宽壁,且邻近于一填胶开口处设有支撑肋及凹陷部,该支撑肋系凸出于该第一宽壁的外表面,该凹陷部系凹陷于该第二宽壁的外表面;一电路模组,通过该填胶开口以插入该塑胶壳中;及一胶体,系由该填胶开口注入,用以结合该电路模组与该塑胶壳。
23、在一些实施例中,该填胶开口可以具有相对的二长边形成于该第一宽壁及该第二宽壁,该支撑肋可以包含至少一横向肋及数个纵向肋,该横向肋可以沿平行于该填胶开口之长边的方向延伸,数个该纵向肋与该横向肋可以交错。
24、在一些实施例中,该横向肋的分布范围可以在该第一宽壁之长度的二分之一内。
25、在一些实施例中,该横向肋的数量可以为数个,数个该横向肋其中之一可以连接该填胶开口的长边,其余的该横向肋可以呈相间隔地平行。
26、在一些实施例中,数个该横向肋的间距系可以往离开该填胶开口的方向递增。
27、在一些实施例中,数个该纵向肋可分别沿正交于该填胶开口之长边的方向延伸。
28、在一些实施例中,数个该纵向肋的一端可以连接至该填胶开口的长边。
29、在一些实施例中,该纵向肋的长度可以大于该第一宽壁之长度的四分之一,并可以小于或等于该第一宽壁之长度的二分之一。
30、在一些实施例中,该横向肋及该纵向肋的肉厚可以为该第一宽壁的肉厚的0.5~0.75倍。
31、在一些实施例中,该填胶开口可以具有相对的二长边形成于该第一宽壁及该第二宽壁,该凹陷部可以为数个长槽,该长槽概沿正交于该填胶开口之长边的方向延伸。
32、在一些实施例中,该凹陷部可以具有数个连接肋,并连接于该长槽,该连接肋可以不凸出该第二宽壁的外表面。
33、在一些实施例中,该塑胶壳在邻近该填胶开口的内表面处可以形成一粗糙部。
34、在一些实施例中,该粗糙部的分布范围系可自该填胶开口往该塑胶壳内部延伸20mm。
35、本实用新型的整车控制器具有下列特点:系可借由位于该塑胶壳侧端的填胶开口,使该电路模组改成侧插式组合,以缩小该塑胶壳的填胶开口,从而改善该塑胶壳的热膨胀变形问题;再加上该塑胶壳另于该填胶开口处设有支撑肋及/或凹陷部,可有效增强该塑胶壳于该填胶开口处的结构强度,使该填胶开口不易变形,以提升该塑胶壳与该电路模组的组装便利性及结合稳固性,且可提升该胶体与该塑胶壳之间的黏附性,使二者不易发生剥离现象,能达到降低成本、减轻重量及有效提升防水性等多重功效。
- 还没有人留言评论。精彩留言会获得点赞!