一种固体继电器SMT自动贴装生产线流转夹具的制作方法
本技术属于工装夹具,具体涉及一种固体继电器smt自动贴装生产线流转夹具。
背景技术:
1、传统的固体继电器smt贴装的工序为,先利用丝网印刷设备惊醒焊膏印刷,然后手工将待焊接元器件放置在相应位置并固定,再将待焊接组件放置在隧道炉内进行焊接,最后进行检测,该工艺流程每道工序之间需要人工转运,工作效率低且容易出错。
2、随着技术的发展,固体继电器smt自动贴装生产线逐渐得到广泛应用,该自动贴装生产线是将焊膏印刷、元器件放置、焊前检查、隧道炉熔焊,焊后检测等工序通过传送带连接起来形成自动化操作。为确保所有元器件在各工序能够准确贴装到位,必须通过夹具将陶瓷基板进行固定,保证陶瓷基板在随传送带流转过程中,与夹具的位置始终保持不变,从而实现固体继电器自动贴装生产;因此,设计一种定位可靠的流转夹具成为满足固体继电器smt自动贴装生产的迫切问题。
技术实现思路
1、为了解决现有技术中存在的上述问题,本实用新型提供了一种固体继电器smt自动贴装生产线流转夹具。本实用新型要解决的技术问题通过以下技术方案实现:
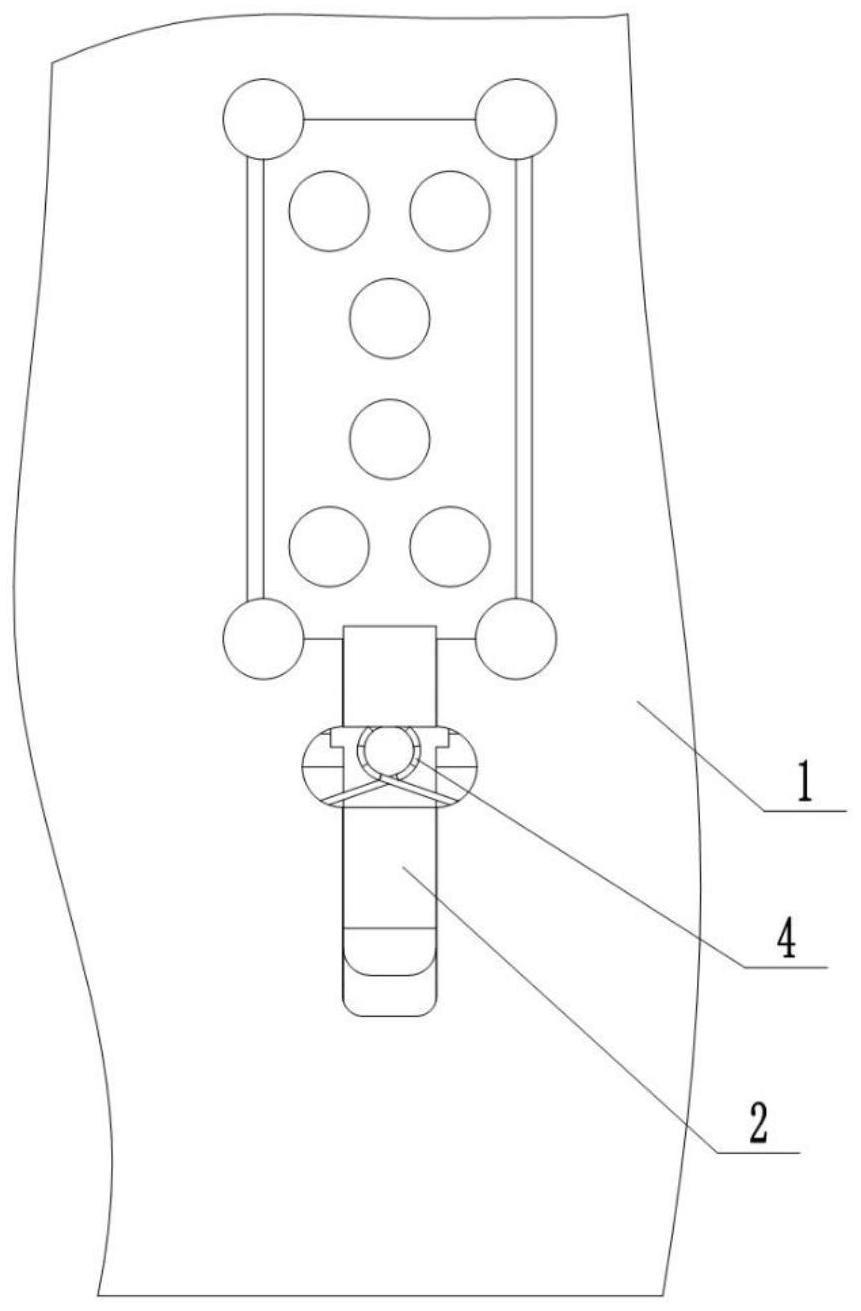
2、一种固体继电器smt自动贴装生产线流转夹具,包括基板和顶杆,所述基板的正面设置有卡装固体继电器陶瓷基板的定位沉槽和十字形安装沉槽,所述十字形安装沉槽位于所述定位沉槽的一端,且所述十字形安装沉槽的竖槽内端与所述定位沉槽贯通;所述基板的背面设置有第一沉槽、第二沉槽及第三沉槽,所述第一沉槽位于所述十字形安装沉槽的横槽背面远离定位沉槽一侧并与所述横槽贯通,所述第二沉槽位于所述十字形安装沉槽的横槽背面靠近定位沉槽一侧并与所述横槽贯通,所述第三沉槽位于所述十字形安装沉槽的竖槽外端背面并与所述竖槽贯通;所述顶杆上端面前部具有贯通两侧的凹槽、后部具有凸台,所述凹槽前端两侧向外凸出形成限位板;所述顶杆的下端卡装在所述十字形安装沉槽中,且其后端伸入所述第三沉槽中、所述限位板伸入所述第二沉槽中;所述凹槽中卡装有扭簧,且所述扭簧的两个支腿横跨在所述凹槽两侧并伸入所述第一沉槽中,通过扭簧的弹力推动所述顶杆向定位沉槽移动将陶瓷基板夹紧。
3、进一步地,所述凹槽的前端向内凹进形成限位槽,所述扭簧的前端伸入所述限位槽内。
4、进一步地,所述定位沉槽为矩形沉槽,且所述矩形沉槽的四角向外延伸有贯通所述基板的让位孔。
5、进一步地,所述矩形沉槽的两长边上对称设置有沉台,且所述沉台的深度不大于所述陶瓷基板的厚度,所述十字形安装沉槽位于所述矩形沉槽的短边一端。
6、进一步地,所述矩形沉槽的底部设置有贯通所述基板的散热孔。
7、进一步地,所述基板和顶杆均为耐高温材质。
8、本实用新型的有益效果:
9、1、本实用新型结构简单,且操作方便,能够实现固体继电器零件贴装的快速装卸、定位可靠;
10、2、采用扭簧从而使得顶杆可以实现前后伸缩,从而实现待贴装零件的快速装卸,定位可靠的同时,有效的防止了装夹过程中零件损伤;
11、3、该流转夹具体根据零件尺寸,设有多组相同的工作点位,可同时对多个零件一起装夹并加工,显著提高了劳动生产率,而且能有效保证产品质量,满足贴装自动化生产需求,具有一定的市场竞争力。
12、以下将结合附图及实施例对本实用新型做进一步详细说明。
技术特征:
1.一种固体继电器smt自动贴装生产线流转夹具,其特征在于,包括基板和顶杆,所述基板的正面设置有卡装固体继电器陶瓷基板的定位沉槽和十字形安装沉槽,所述十字形安装沉槽位于所述定位沉槽的一端,且所述十字形安装沉槽的竖槽内端与所述定位沉槽贯通;所述基板的背面设置有第一沉槽、第二沉槽及第三沉槽,所述第一沉槽位于所述十字形安装沉槽的横槽背面远离定位沉槽一侧并与所述横槽贯通,所述第二沉槽位于所述十字形安装沉槽的横槽背面靠近定位沉槽一侧并与所述横槽贯通,所述第三沉槽位于所述十字形安装沉槽的竖槽外端背面并与所述竖槽贯通;所述顶杆上端面前部具有贯通两侧的凹槽、后部具有凸台,所述凹槽前端两侧向外凸出形成限位板;所述顶杆的下端卡装在所述十字形安装沉槽中,且其后端伸入所述第三沉槽中、所述限位板伸入所述第二沉槽中;所述凹槽中卡装有扭簧,且所述扭簧的两个支腿横跨在所述凹槽两侧并伸入所述第一沉槽中,通过扭簧的弹力推动所述顶杆向定位沉槽移动将陶瓷基板夹紧。
2.根据权利要求1所述的固体继电器smt自动贴装生产线流转夹具,其特征在于,所述凹槽的前端向内凹进形成限位槽,所述扭簧的前端伸入所述限位槽内。
3.根据权利要求1或2所述的固体继电器smt自动贴装生产线流转夹具,其特征在于,所述定位沉槽为矩形沉槽,且所述矩形沉槽的四角向外延伸有贯通所述基板的让位孔。
4.根据权利要求3所述的固体继电器smt自动贴装生产线流转夹具,其特征在于,所述矩形沉槽的两长边上对称设置有沉台,且所述沉台的深度不大于所述陶瓷基板的厚度,所述十字形安装沉槽位于所述矩形沉槽的短边一端。
5.根据权利要求4所述的固体继电器smt自动贴装生产线流转夹具,其特征在于,所述矩形沉槽的底部设置有贯通所述基板的散热孔。
6.根据权利要求5所述的固体继电器smt自动贴装生产线流转夹具,其特征在于,所述基板和顶杆均为耐高温材质。
技术总结
本技术公开了一种固体继电器SMT自动贴装生产线流转夹具,包括基板和顶杆,基板的正面设置有卡装陶瓷基板的定位沉槽和十字形安装沉槽,十字形安装沉槽位于定位沉槽的一端,十字形安装沉槽的竖槽内端与定位沉槽贯通;基板的背面设置有第一沉槽、第二沉槽及第三沉槽,顶杆上端面前部具有贯通两侧的凹槽、后部具有凸台,凹槽前端两侧向外凸出形成限位板;顶杆的下端卡装在十字形安装沉槽中,其后端伸入第三沉槽中、限位板伸入第二沉槽中;凹槽中卡装有扭簧,扭簧的两个支腿横跨在凹槽两侧并伸入第一沉槽中,通过扭簧的弹力推动顶杆向定位沉槽移动将陶瓷基板夹紧。本技术结构简单,操作方便,能够实现固体继电器零件贴装的快速装卸、定位可靠。
技术研发人员:鲍东红,赵岐,杨贵方,王利明,宋金龙,常宁
受保护的技术使用者:陕西群力电工有限责任公司
技术研发日:20230629
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!