一种具有超窄互连宽度的有机太阳电池组件及其制备方法
本发明涉及有机太阳电池,特别涉及一种具有超窄互连宽度的有机太阳电池组件及其制备方法。
背景技术:
1、随着全球对能源日益增长的需求,发展清洁和可再生能源受到广泛关注。有机太阳电池由于其重量轻、机械柔韧性好、易于溶液加工等优点,在大规模的商业应用中具有巨大的潜力。
2、有机太阳电池一般由基底、透明导电薄膜、下界面层、活性层、上界面层和背电极五部分构成。透明导电薄膜例如氧化铟锡(ito)的电阻率对于小面积器件(<1cm2)可以忽略不计,但对于大面积器件却不能忽略不计。有两种方法可以减轻电阻造成的损失:(1)像晶硅电池一样使用金属网格收集电流;(2)将大面积膜分割成窄的多个串联连接的子电池。金属网格策略非常适合晶硅电池,但当不切割时电流会随着面积放大而增大,金属网格策略并不适用于平方米级别的电池,比如一个1平方米的电池,25ma/cm2电流密度输出将产生250a的电流。有机太阳电池非常容易实现平米级别的涂布印刷,因此有机太阳电池往往采用分隔成小面积子电池串联的策略。
3、串联策略可以通过化学刻蚀、硬物划刻等方法来分割活性区域。随着激光技术的进步,激光已被引入到有机太阳电池组件的制备过程中。激光刻蚀线之间的区域是有机太阳电池组件的非活性部分称为互连宽度,又称为死区。几何填充因子是有效活性面积和孔径面积的比值,也等同于单个子电池的死区宽度与单个子电池的有效活性区域宽度的比值。2015年德国德国埃尔朗根-纽伦堡大学c.j.brabeca课题组报道使用超快飞秒520nm绿光激光器实现了高达98.5%的几何填充因子,其单个子电池死区宽度为80um。在随后几年世界上多个课题组都陆续报道了激光刻蚀的有机太阳电池组件,然而这些报道中有机太阳电池组件的死区宽度都在200um以上,其原因是他们大多采用纳秒红外光或者可见光激光器,且使用价格昂贵的飞秒或皮秒级别的激光器。
4、因此,如何使用低成本激光器制造高几何填充因子的有机太阳电池组件,成为本领域技术人员急需解决的问题。
技术实现思路
1、本发明提供了一种具有超窄互连宽度的有机太阳电池组件及其制备方法,其目的是为了解决背景技术存在的上述问题。
2、为了达到上述目的,本发明的实施例提供了一种具有超窄互连宽度的有机太阳电池组件的制备方法,包括如下步骤:
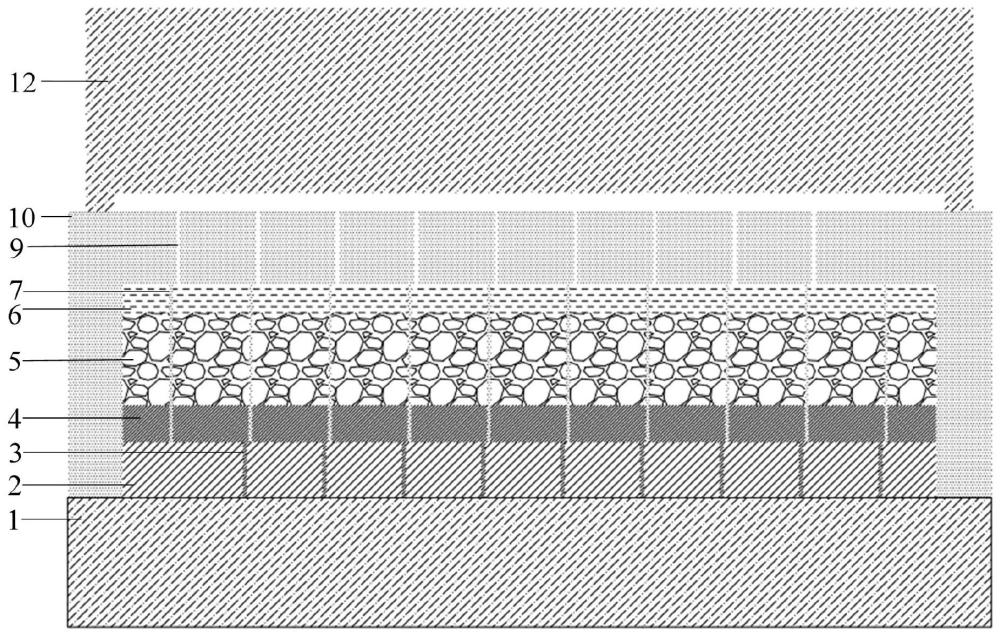
3、s1:在含有透明导电薄膜的基底上进行p1刻蚀,得到具有多条p1刻蚀线的导电基底;
4、s2:在所述导电基底上沉积功能层;其中,功能层为由下至上沉积电子传输层、有机吸收层、空穴传输层;
5、s3:在所述功能层上进行p2刻蚀,形成多条p2刻蚀线;
6、s4:先刻蚀去掉所述功能层边缘区域;
7、s5:在空穴传输层上沉积金属背电极层;
8、s6:在基底上进行p4刻蚀,得到具有多条p4刻蚀线的金属背电极;
9、s7:在金属背电极层上进行p5刻蚀,形成多条p5刻蚀线;
10、s8:制备盖板并将盖板倒扣在步骤s7的p5刻蚀后材料的涂有uv固化胶的边缘,经uv固化灯照射,即得。其中,在盖板四个边缘采用uv固化胶粘结凸起物,得到凹槽盖板;再将凹槽盖板倒扣在步骤s7中p5刻蚀后材料的四个边缘,且边缘涂有uv固化胶,经uv固化灯照射,照射时使用不透uv光的遮挡板遮挡住其余部分以保护有效区域。
11、优选地,刻蚀的激光器参数为:紫外脉冲激光、脉冲宽度10fs~1000ns、脉冲重复频率为1khz~10mhz、平均功率1mw~50w,刻蚀速度1~4000mm/s,刻蚀单条线宽1~500um,加工次数1~100次。
12、优选地,步骤s1中多条p1刻蚀线将透明导电薄膜完全分隔为多个相互绝缘的区域。
13、优选地,步骤s2中还包括:沉积功能层前将导电基底进行清洗干燥。
14、优选地,步骤s2中电子传输层厚度为5~100nm,有机吸收层厚度为50~1000nm,空穴传输层厚度为5~100nm。
15、优选地,步骤s3中p2刻蚀线与p1刻蚀线相距1~3000um。
16、优选地,步骤s4中边缘区域为功能层边缘宽度2~30mm的区域,且刻蚀直至裸露出基底。
17、优选地,步骤s5中金属背电极层的厚度为10~200nm。
18、优选地,步骤s6中多条p4刻蚀线与p2刻蚀线相距1~3000um。
19、优选地,步骤s7中多条p5刻蚀线垂直位于多条p1刻蚀线构成有效面积上下两侧边缘,p5刻蚀线随子电池长度而变化;且p5刻蚀线刻断功能层以实现断路。
20、基于一个发明总的构思,本发明的实施例提供了上述制备方法获得的一种具有超窄互连宽度的有机太阳电池组件。
21、本发明的上述方案有如下的有益效果:
22、(1)本发明将紫外脉冲激光器首次引入到有机太阳电池模组的制备过程中;与红外光和可见光相比,紫外光能量更强,激光刻蚀时作用时间会减短,单个点直径变小,线宽将进一步变窄,单个子电池的死区宽度降低,几何填充因子得到提高。
23、(2)本发明在激光图案化过程中全程采用单一波长的紫外激光进行烧蚀,可以降低有机太阳电池组件制备的工艺成本,利于其产业化应用。
24、(3)本发明引入凹槽盖板用于封装,避免与有效活性区域的接触,且只需要uv照射四个边缘,从而避免了uv照射有效活性区域。同时也避免了有效活性区域与uv封装胶的接触,降低了对uv封装胶与活性区域相互作用的顾虑,增加了uv封装胶的种类选择。
技术特征:
1.一种具有超窄互连宽度的有机太阳电池组件的制备方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种具有超窄互连宽度的有机太阳电池组件的制备方法,其特征在于,刻蚀的激光器参数为:紫外脉冲激光、脉冲宽度10fs~1000ns、脉冲重复频率为1khz~10mhz、平均功率1mw~50w,刻蚀速度1~4000mm/s,刻蚀单条线宽1~500um,加工次数1~100次。
3.根据权利要求1所述的一种具有超窄互连宽度的有机太阳电池组件的制备方法,其特征在于,步骤s1中多条p1刻蚀线将透明导电薄膜完全分隔为多个相互绝缘的区域。
4.根据权利要求1所述的一种具有超窄互连宽度的有机太阳电池组件的制备方法,其特征在于,步骤s2中还包括:沉积功能层前将导电基底进行清洗干燥;电子传输层厚度为5~100nm,有机吸收层厚度为50~1000nm,空穴传输层厚度为5~100nm。
5.根据权利要求1所述的一种具有超窄互连宽度的有机太阳电池组件的制备方法,其特征在于,步骤s3中p2刻蚀线与p1刻蚀线相距1~3000um。
6.根据权利要求1所述的一种具有超窄互连宽度的有机太阳电池组件的制备方法,其特征在于,步骤s4中边缘区域为功能层边缘宽度2~30mm的区域,且刻蚀直至裸露出基底。
7.根据权利要求1所述的一种具有超窄互连宽度的有机太阳电池组件的制备方法,其特征在于,步骤s5中金属背电极层的厚度为10~200nm。
8.根据权利要求1所述的一种具有超窄互连宽度的有机太阳电池组件的制备方法,其特征在于,步骤s6中多条p4刻蚀线与p2刻蚀线相距1~3000um。
9.根据权利要求1所述的一种具有超窄互连宽度的有机太阳电池组件的制备方法,其特征在于,步骤s7中多条p5刻蚀线垂直位于多条p1刻蚀线构成有效面积上下两侧边缘,p5刻蚀线随子电池长度而变化;且p5刻蚀线刻断功能层以实现断路。
10.如权利要求1~9任一项所述的制备方法获得的一种具有超窄互连宽度的有机太阳电池组件。
技术总结
本发明提供了一种具有超窄互连宽度的有机太阳电池组件及其制备方法。该方法包括如下步骤:在含有透明导电薄膜的基底上进行P1刻蚀,得到具有多条P1刻蚀线的导电基底;在所述导电基底上沉积功能层;其中,功能层为由下至上沉积电子传输层、有机吸收层、空穴传输层;在所述功能层上进行P2刻蚀,形成多条P2刻蚀线;先刻蚀去掉所述功能层边缘区域;在空穴传输层上沉积金属背电极层;在基底上进行P4刻蚀,得到具有多条P4刻蚀线的金属背电极;在金属背电极层上进行P5刻蚀,形成多条P5刻蚀线;进行盖板封装,即得。本发明采用紫外激光烧蚀,可以缩短单个子电池的死区宽度,提高几何填充因子,降低制备成本,利于产业化应用。
技术研发人员:阳军亮,冯二明,常建辉,张楚俊,李恒月
受保护的技术使用者:中南大学
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!