一种全自动音圈音膜组合划线机的制作方法
本发明涉及一种全自动音圈音膜组合划线机。
背景技术:
1、音圈音膜组合划线机(即喇叭音圈引出线和音膜的粘合机),是一种把喇叭的音圈引出线(以一定弧度的形状)用胶水和喇叭音膜粘合到一起的自动化机器,该工位的前面对接音圈音膜组合机,比如,申请号为201620263121x、专利名称为一种音圈和膜片组装粘合装置的设备生产完成后,下一个生产喇叭工艺的自动化机器即为音圈音膜组合划线机。
2、其中,音圈与音膜用胶水贴合到一起的设备已经研发成功,即申请号为201620263121x专利名称为一种音圈和膜片组装粘合装置,而音圈引出线与音膜用胶水贴到一起的研发,一直没有得到突破,主要原因在于:
3、(一)、喇叭音圈引出线抓取困难:
4、在音圈音膜组合划线过程中,由于喇叭音圈引出线是飘忽不定的,对于喇叭音圈引出线定位是非常的困难,导致无法实现全自动整理喇叭音圈引出线和抓取喇叭音圈引出线。
5、(二)、喇叭音圈引出线折线轨迹一致性困难:
6、喇叭音圈引出线的一端固定在音膜上后还需要进行打胶划线处理,由于引出线另一端是自由端且引出线具有飘忽不定的特性,导致打胶划线前很难对引出线进行定位,另外,在实际生产过程中,对于喇叭音圈引出线进行形状成型是非常困难的,常会因喇叭音圈引出线中间叉开或回弹等原因造成引出线形状成型不稳定。因此,现有技术中采用人工方式对引出线进行定位,或者在开始绕线时就对引出线进行控制,无法单独在打胶划线前对引出线进行定位。
7、(三)、喇叭音圈引出线定位困难:
8、喇叭音圈引出线的一端固定在音膜上后还需要进行打胶划线处理,由于引出线另一端是自由端且引出线具有飘忽不定的特性,导致打胶划线前很难对引出线进行定位,因此,现有技术中采用人工方式对引出线进行定位,或者在开始绕线时就对引出线进行控制,无法单独在打胶划线前对引出线进行定位。
9、由于上述技术瓶颈导致音圈音膜组合划线产能不足,无法满足全自动化生产的要求。
技术实现思路
1、针对上述问题,本发明提供一种全自动音圈音膜组合划线机,可以实现喇叭音圈引出线和音膜的粘合全自动化生产;进一步的,实现音圈音膜组合划线过程中对喇叭音圈引出线进行全自动的整理和抓取,提高喇叭的音质;进一步的,实现音圈音膜组合划线过程中音圈引出线的全自动折线,为打胶划线做好路径轨迹;进一步的,对喇叭音圈引出线的自由端进行夹紧定位以实现更好的加工效果。
2、为实现上述技术目的,达到上述技术效果,本发明通过以下技术方案实现:
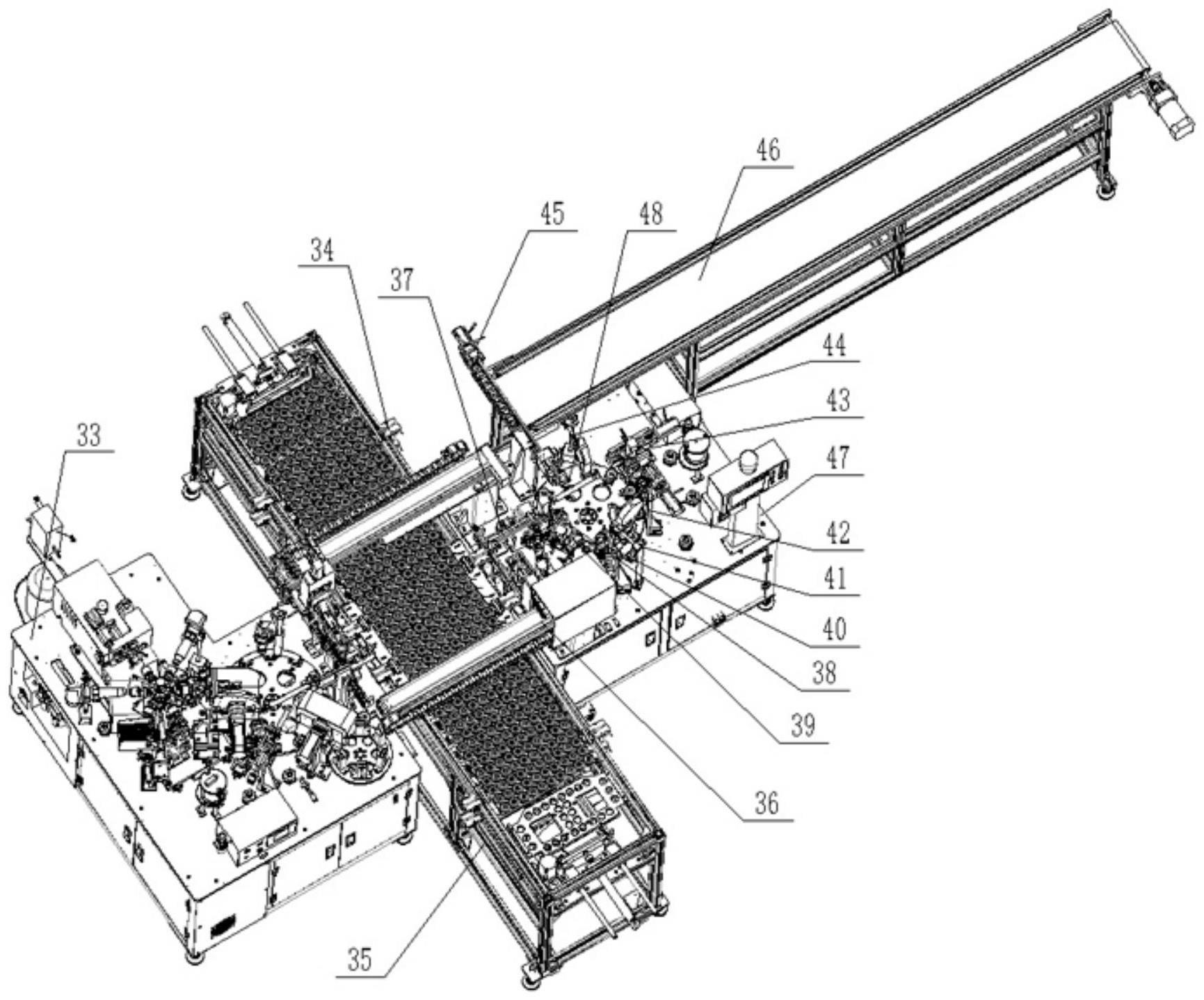
3、一种全自动音圈音膜组合划线机,包括工作台和上料机构,所述工作台上设置有可旋转的转盘,所述转盘上设置有至少1个可放置待加工产品的多功能治具,沿着转盘周边顺次设置有整理喇叭音圈引出线装置、定位夹紧装置、折线装置、第一打胶机构、第一吹风机构、整形机构、第二打胶机构、第二吹风机构和下料机构:
4、所述上料机构将待加工产品移动至整理喇叭音圈引出线装置;
5、所述整理喇叭音圈引出线装置用于全自动整理喇叭音圈引出线;
6、所述定位夹紧装置用于对音圈引出线的自由端进行定位夹紧;
7、所述折线装置用于对喇叭音圈引出线进行全自动折线处理,为打胶划线做好路径轨迹;
8、所述第一打胶机构用于对音圈引出线和音膜进行点胶;
9、所述第一吹风机构用于吹风进行胶水初期干燥;
10、所述整形机构用于压音圈引出线与音膜,使音圈引出线与音膜贴合;
11、所述第二打胶机构用于对音圈引出线和音膜进行划引线胶;
12、所述第二吹风机构用于吹风进行胶水进一步干燥;
13、所述下料机构用于把加工后的产品取走;
14、通过转盘的旋转使得多功能治具依次旋转至各工位对待加工产品进行处理。
15、优选,所述整理喇叭音圈引出线装置包括支撑架,所述支撑架上设置有可水平移动的前后取料气缸机构,所述前后取料气缸机构的前端设置有可竖直移动的上下取料伺服机构,所述上下取料伺服机构的底部设置有可吸附喇叭音膜的真空吸嘴,间距真空吸嘴下方设定的距离设置有用于顶起音膜的顶起机构,所述真空吸嘴和顶起机构之间形成取料工位,所述支撑架上还设置有前后理线气缸机构、理线夹线气缸机构和用于夹持喇叭音圈引出线的夹线机构,所述夹线机构通过前后理线气缸机构实现水平移动且通过理线夹线气缸机构实现夹紧喇叭音圈引出线。
16、优选,所述折线装置包括支撑板,所述支撑板上设置有上下伺服机构,所述上下伺服机构的底部连接有上旋转伺服且上下伺服机构带动上旋转伺服上下移动,所述上旋转伺服底部连接有上旋转治具,所述上旋转治具下方可正对多功能治具,所述上旋转治具和多功能治具之间形成放置喇叭音膜的空腔且通过上旋转治具和多功能治具的同步旋转对音圈引出线进行折线定型。
17、优选,所述支撑板上还设置有压治具气缸,所述压治具气缸带动治具固定盖上下移动,所述治具固定盖套设在上旋转治具外侧且位于多功能治具的上方,治具固定盖带动多功能治具上下移动。
18、优选,所述多功能治具的底部设置有可抽气的第一吸附机构,所述多功能治具自上而下贯穿设置有与第一吸附机构相连通的气体通道,所述第一吸附机构底部设置有第二气缸,所述第二气缸带动第一吸附机构靠近或远离多功能治具。
19、优选,所述多功能治具还包括设置在多功能治具外周的、用于夹紧喇叭音膜引出线自由端的夹线座,所述多功能治具中心设置有可旋转的转轴且转轴中心为空心的气体通道,所述多功能治具还设置有转轴定位销,所述转轴定位销的底部设置有限位块且转轴定位销的顶部设置有第一压簧,所述转轴定位销连接有第二顶块,所述多功能治具下方还设置有第一气缸,所述第一气缸连接有位于第二顶块下方的第一顶块,所述第一气缸带动第一顶块上下移动从而带动第二顶块上下移动从而带动转轴定位销与限位块脱离或者卡合。
20、优选,所述上旋转治具包括自上而下设置的第二折线压头和第一折线压头,以及若干个贯穿第二折线压头和第一折线压头的针规,所述针规的顶部通过第二压簧和压套轴设置在第二折线压头上;所述上旋转伺服的底部还设置有抽档线轴气缸,所述抽档线轴气缸底部设置有抽芯板,所述抽芯板置于第二折线压头和第一折线压头之间,抽档线轴气缸的上下移动带动抽芯板上下移动进而带动针规脱离或者嵌入多功能治具的空腔内。
21、优选,所述转轴的外周套接有旋转轴套,所述转轴定位销和限位块内置于旋转轴套内,所述第二顶块延伸至旋转轴套的外侧,所述多功能治具的顶部空腔呈上大下小的形状且旋转轴套上设置有复位弹簧。
22、优选,所述定位夹紧装置包括多功能治具的治具本体和设置在治具本体外周的夹线座,所述治具本体底部设置有可抽气的第二吸附机构,所述治具本体自上而下贯穿设置有与第二吸附机构相连通的气体通道,所述夹线座上设置有通孔,所述通孔的一侧自上而下贯穿设置有夹线导块,所述通孔的另一侧设置有l形的夹具连杆,且夹具连杆通过弹簧设置在夹线座上,所述夹具连杆和夹线导块之间设置有线夹胶帽,所述线夹胶帽与夹线导块之间用于夹紧喇叭音膜引出线的自由端。
23、优选,所述夹线机构包括对称设置的“l”形抓手,所述理线夹线气缸机构带动两个抓手向内侧靠拢夹紧喇叭音圈引出线,所述支撑架上还设置有上下压线盖气缸机构,所述上下压线盖气缸机构底部设置有用于下压喇叭音圈引出线的压线盖。
24、本发明的有益效果是:
25、第一、本发明提供的一种音全自动音圈音膜组合划线机,可以实现喇叭音圈引出线和音膜的粘合全自动化生产,减少人工成本,增加音圈音膜组合划线过程的折线轨迹的一致性和稳定性,提高音圈音膜组合划线工作效率。
26、第二、整理喇叭音圈引出线装置解决了音圈音膜组合划线过程中全自动整理喇叭音圈引出线定位,使划线时能够找到喇叭音圈引出线位置的问题,其中,上下压线盖气缸机构实现了上下方向喇叭音圈引出线的收合,理线夹线气缸机构实现了水平方向喇叭音圈引出线的收合,从而实现了整理喇叭音圈引出线,最终实现全自动整理喇叭音圈引出线定位,减少人工成本,增加音圈音膜组合划线过程的稳定性,提高音圈音膜组合划线工作效率,提高喇叭的音质。
27、第三、折线装置通过折线档轴和第一折线压头的旋转带动音膜/音圈组合件和引出线旋转,从而使得折线档轴的外表面带动引出线折弯获得所需的折线轨迹,为下一个工位打划线胶做好折线轨迹。实现了音圈音膜组合划线打胶过程中的全自动折线轨迹,减少人工成本,增加音圈音膜组合划线过程的稳定性,提高音圈音膜组合划线的工作效率。
28、第四、在全自动折线前,先使用喇叭音圈引出线定位夹紧装置对音圈引出线的自由端进行定位夹紧,具体的,将喇叭音膜置于治具内,前工位理好引出线后,可以先通过开启机构向上运动推动线夹胶帽运动,使得线夹胶帽张开,将引出线置于线夹胶帽和夹线导块之间,吸附机构向上运动后开始抽真空使得喇叭音膜吸附在治具内,开启机构向下运动,引出线被夹紧在线夹胶帽与夹线导块之间,至此引出线的定位夹紧动作完成,有效解决了音圈音膜组合划线过程中引出线的定位,使划线时能够精确定位引出线。
- 还没有人留言评论。精彩留言会获得点赞!