一种漆包线自动测径信息传输系统的制作方法
本技术涉及一种能够对分散在漆包线产品生产制造过程中由各条包漆生产线自动检测的品质数据信息进行集中存储管理,当漆包线产品实物生产完工下线进入储存和使用状态的时候,可以快速对该漆包线实物产品的制造过程的在线品质测试的数据进行查看和信息溯源的控制必须用到的测径信息传输装置,属漆包线产品生产制造品质参数自动检测与信息溯源。
背景技术:
1、漆包铜圆线(简称:漆包线),一种连续的圆柱形线状产品,成品下线搬运和使用时是紧排密绕在一种塑料制成的线盘(也可以称作线轴)上。漆包线主要用于电动机和发电机一类设备的电磁转换绕组,也广泛用于电子仪器和家用电器中的电磁转换器件的制造。漆包铜圆线的实际外径的大小是这类产品的一项重要的品质特性指标,尤其是标称规格在0.10mm及以下的用于精密尺寸的绕组和绕组电磁转换要求较高的漆包线产品,其线径的品质特性指标甚至要求生产制造中控制到微米级即0.0005~0.0010mm的范围内。现有技术如要表示产品的实际线径测试数据时一般情况下一批相同规格的产品(最多时有几吨,最少时为1轴)通常只能提供一个直径测试数据,国家标准中的实验室报告提供直径测试数据为3个。
2、包漆生产线,从拉丝机下线的具有规定直径要求的裸铜线,经过包漆生产线的上机、浸漆、涂漆、成型、烘干、涂油和装盘等工序,将具有规定厚度的绝缘漆层包裹且固化在裸铜线的表面。一条包漆生产线一般具有几十个线轴工位(例如36工位),可以同时对几十根相同规格的裸铜线进行包漆加工,例如具有36工位的生产线可以同时对36根相同规格的裸铜线进行包漆加工。一个小型漆包线制造企业一般有十几条至几十条包漆生产线,一个中型漆包线制造企业至少有几十条至上百条包漆生产线。
3、自动测径装置,由安装在包漆生产线上可以在x与y两个方向上做特定往复运动的轨道与伺服系统和具有漆包线线径微小尺寸精密测量数据显示及测量结果数据存储功能的激光测量仪组成。一套自动测径装置只能对其所在的包漆生产线上所属的n个工位的漆包线线径进行轮番的自动测试,其测试结果电子信息只能存储在该包漆生产线上自动测径装置的存储单元。m条包漆生产线需要m套自动测径装置对各自所在的包漆生产线上所属的n个工位的漆包线线径进行轮番的自动测试,其测试结果电子信息均只能存储在各自所属包漆生产线的自动测径装置的存储单元。
4、目前上述背景技术只能将漆包线生产过程在线测试结果的电子信息存储在该包漆生产线上自动测径装置的存储单元上,无法实现对已经实物入库贮存的漆包线产品和发运给客户已经使用中漆包线产品直接查看该特定的实物产品的生产过程中对应时间段的自动测径数据和对查看信息的溯源(溯源,即直接查看到生产过程现场测试的原始记录)。
技术实现思路
1、设计目的:避免背景技术中的不足之处,设计一种能够对在包漆生产线上漆包线制造过程自动检测记录的进行定时读取、标注、传输到云数据库进行集中存储管理的测径信息传输系统,实现对已经实物入库贮存的漆包线产品和发运给客户已经在使用中漆包线产品直接查看该特定的实物产品在生产过程中对应时间段的自动记录的外径测量数据和对查看信息的溯源。
2、设计方案:为了实现上述设计目的。本实用新型采用现有技术对生产过程中的漆包线线径进行自动测量,其具体的方法是:自动测径装置⑵初始工作时轨道和伺服系统将激光测量仪移动到包漆机的第1个线轴的连续不停走线的通道上,激光测量仪测试到包漆机的第1个线轴的漆包线的外径的尺寸,向存储器输入第1个线轴线径测试结果的记录。此后轨道和伺服系统将激光测量仪移动到包漆机的第2个线轴的连续不停走线的通道上,激光测量仪测试到包漆机的第2个线轴的漆包线的外径的尺寸,向存储器输入第2个线轴线径测试结果的记录。再此后轨道和伺服系统将激光测量仪移动到包漆机的第n个线轴的连续不停走线的通道上,激光测量仪测试到包漆机的第n个线轴的漆包线的外径的尺寸,向自动测径装置存储器输入第n个线轴线径测试的结果,直至自动测径装置完成了对该台包漆生产线上全部线轴工位上n条走线的第一遍线径测试和测试结果的存储。
3、自动测径装置⑵完成第一遍线径测试和测试结果的记录后,轨道和伺服系统将激光测量仪重新移动到包漆机的第1个线轴的走线的通道上,经设定的停等时间后自动测径装置开始第二遍的线径测试和测试结果的记录,自动测径装置就是按照这样的节拍周而复始持续地对连续运转的包漆机上的每一根漆包线产品进行生产过程的线径测量和记录。
4、包漆生产线下线的漆包线实物产品在入库前进行称重打标签后经包装进入库房⑺储存,信息管理系统⑹在称重打标签同时生成的入库明细表电子信息中写入包含该轴产品的唯一性编号和信息溯源特征码经互联网传送到云数据库⑻进行集中存储,入库的漆包线实物产品可根据客户订单经物流发运到各客户使用或继续保留在库房内⑺储存。
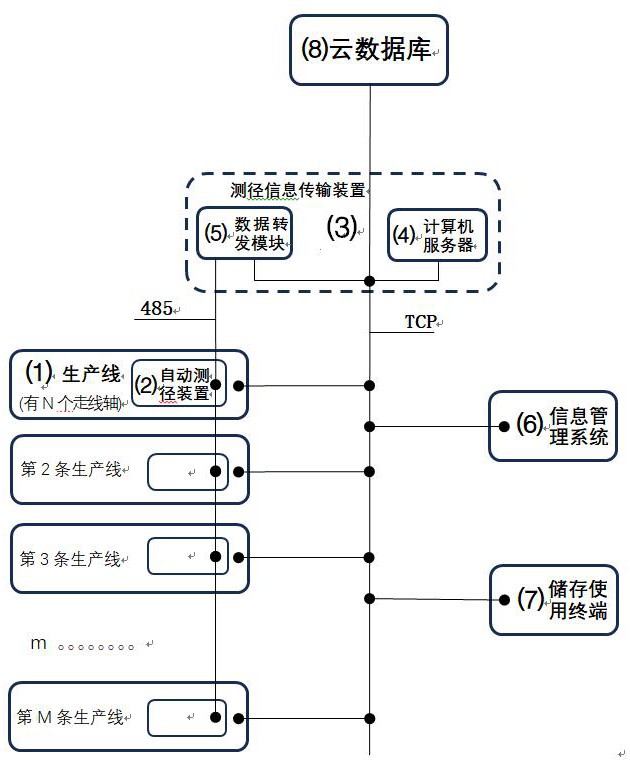
5、测径信息传输装置,测径信息传输装置⑶由通用的ptc/485数据接收转发模块⑸和通用计算机服务器⑷构成。计算机服务器上安装了通用的自动控制系统组态王软件,自动控制系统用于编制程序供测径信息传输装置⑶自动执行程序中的命令;数据接收转发模块⑸执行计算机服务器⑷的指令用于向各条包漆生产线⑴上自动测径装置⑵的存储器读取所属各工位轴上的线径测试记录;计算机服务器⑷用于存放可执行程序、提供定时运行程序的环境条件、将外部读写数据进行临时存放和通过数据接收转发模块⑸读取m台包漆生产线上的n条走线轴的漆包线产品在t个时间段由自动测径装置⑵在线测量和记录在存储器上的线径测试结果,在向云数据库⑻转发这些自动测径记录的过程前在每一个自动测径记录上完成日期、时间、计划号、机台号、轴号、班次和产品编号组成的信息溯源特征码的标注。
6、信息管理系统⑹根据客户或产品使用人中有信息溯源需求者提供的任何一轴处于库房⑺贮存或客户使用中的漆包线产品入库标签上的信息,即可根据其唯一性编号在云数据库⑻中快速精准地查询到该轴产品在包漆生产过程的时间段范围经包漆生产线上自动测径装置测试的各个测试时间点的线径测试记录。
7、本实用新型与背景技术相比,实现了由具有现场制造参数自动检测与记录功能的包漆生产线制造的漆包线实物在产品的储存和使用期间能对制造过程自动检测数据的快速精准查看和信息的溯源管理。
技术特征:
1.一种漆包线自动测径信息传输系统,其特征是:包漆生产线⑴上设有自动测径装置⑵,自动测径装置⑵对包漆生产线⑴各工位生产中漆包线线径进行自动测量,测径信息传输装置⑶与自动测径装置⑵进行线径测试数据交换后传输到云数据库⑻集中存储,计算机终端⑺与自动测径装置⑵、测径信息传输装置⑶和云数据库⑻数据交换。
2.根据权利要求1所述的漆包线自动测径信息传输系统,其特征是:测径信息传输装置⑶由通用的ptc/485数据接收转发模块⑸和通用计算机服务器⑷构成。
3.根据权利要求2所述的漆包线自动测径信息传输系统,其特征是:数据接收转发模块⑸执行计算机服务器⑷的指令定时向各条包漆生产线⑴上的自动测径装置⑵读取所属各工位轴上走线的线径测试记录传送给计算机服务器⑷。
技术总结
本技术涉及一种漆包线自动测径信息传输系统,测径信息传输装置⑶定时读取M条包漆生产线上由自动测径装置⑵完成的N个工位线轴上漆包线线径在一个最小产品单元生产周期内自动测试的T个测试记录,按所在包漆生产线的工况对每一个读取测试数据进行溯源特征码标记并传输到云数据库⑻集中存储,实现信息管理系统⑹对M条包漆生产线生产的任一轴漆包线产品入库后无论在储存还是使用状态⑺都可以凭唯一性入库编号在云数据库中快速精准查到该轴产品所在第m条包漆生产线第n个工位线轴生产过程经该生产线上自动测径装置的T个测试时间点的线径测试记录。
技术研发人员:高青松,盛泉根
受保护的技术使用者:杭州弘通线缆有限公司
技术研发日:20230721
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!