一种绝热板材、制造绝热板材的方法、防排烟风管以及建筑构造与流程
1.本发明涉及建筑防排烟系统领域,尤其涉及一种绝热板材、制造绝热板材的方法、防排烟风管以及建筑构造。
背景技术:
2.防排烟系统是防烟系统和排烟系统的总称。防烟系统可以采用机械加压送风方式或自然通风方式,防止烟气进入疏散通道的系统。排烟系统也可以采用机械排烟方式或自然通风方式,将烟气排至建筑物外的系统。
3.防排烟系统可以包括防排烟管道,防排烟管道主要用于送风或者排烟。2018年8月1日实施的国家标准gb51251-2017《建筑防烟排烟系统技术标准》对防排烟管道提出了具体耐火时间要求,即要求防排烟管道的耐火极限不应低于0.5h;当确有困难时,防排烟管道可直接设置在室内,但管道的耐火极限不应小于1.0h。
4.在现有技术中,为了使防排烟管道能满足国标的要求,需要在铁皮风管外围设耐火板等耐火材料。同时,为了将耐火板固定在铁皮风管的外围,还需要在耐火板外套设龙骨。例如,中国专利201910936364.3公开了一种防火保温一体复合风管,该复合风管包括,形成风管主体框架的钢制管道、包覆在钢制管道外周面的保温隔热层和固定在保温隔热层外周面的耐火层,其中,耐火层通过龙骨和螺钉外包固定在保温隔热层外周面。但是因为耐火板自身较重,且还需要龙骨固定,使得此类复合风管的整体质量较重使得安装较为困难,且成本较高。
5.因此,提供一种安装较为简单且成本较低并且能符合国家标准的防排烟管道是亟需解决的问题。
技术实现要素:
6.针对上述问题,本发明的目的在于提供了一种绝热板材、制造绝热板材的方法、防排烟风管以及建筑构造,用于解决上述问题中的至少一个。
7.为了实现上述目的,本发明提供了一种绝热板材,该绝热板材包括:
8.玻璃纤维层,所述玻璃纤维层具有相对的第一表面和第二表面;以及
9.耐火涂层,所述耐火涂层至少部分覆盖在所述玻璃纤维层的至少一个表面上;其中
10.所述耐火涂层通过将混合料涂覆在所述玻璃纤维的至少一个所述表面上并固化而形成;以及
11.所述混合料包括耐火涂料,所述耐火涂料在所述混合料中的质量百分比为10%~99%。
12.相较于现有技术中防排烟风管一般使用耐火板,本发明的玻璃纤维层在满足隔热和耐火的前提下,其重量较轻,使得通过该绝热板材制造的防排烟风管的质量较轻,进而使
得安装较为方便。
13.耐火涂料作为混合料的主要成分,耐火涂料用于在受热时发生膨胀,进而阻断热源和其覆盖的绝热板材之间的接触,进而起到防火隔热的作用。
14.通过将玻璃纤维层上形成有耐火涂层,耐火涂层能使得绝热板材具有耐火的特性,进而形成的绝热板材同时兼具耐火涂料的耐火特性和玻璃纤维板的保温特性,进而能通过使用该绝热板材而提供一种安装较为简单且成本较低并且能符合国家标准的防排烟风管。
15.在一实施例中,所述混合料通过加热烘干、气流烘干以及自然干燥中的至少一种方式固化。
16.通过发泡后涂覆和干燥处理,进而能提高绝热板材的生产效率。
17.在一实施例中,所述耐火涂层通过将所述混合料发泡后涂覆在所述玻璃纤维的至少一个所述表面上并固化形成。
18.在一实施例中,所述混合料包括稳泡剂。
19.耐火涂料包括稳泡剂,进而提高耐火涂料的性能和稳定性。
20.在一实施例中,所述稳泡剂的百分比含量为0.01%~5%,所述稳泡剂包括:高分子类稳泡剂、脂肪醇类稳泡剂以及氨基酸类稳泡剂中的至少一种。
21.在一实施例中,所述混合料包括表面活性剂。
22.在一实施例中,所述表面活性剂的百分比含量为0.01%~5%,所述表面活性剂包括:阴离子表面活性剂、非离子表面活性剂、两性表面活性剂以及氨基酸类表面活性剂中的至少一种。
23.耐火涂料包括表面活性剂,进而能提高耐火涂料的发泡率和发泡效果,进而有利于对耐火涂料进行发泡处理。
24.在一实施例中,所述混合料的单位面积涂布量大于50g/m2。
25.在一实施例中,所述耐火涂层的受热膨胀倍率大于或等于20倍。
26.在一实施例中,所述耐火涂层的受热膨胀倍率为20倍~60倍。
27.合适的受热膨胀倍率能保证绝热板材在具有符合标准的耐火性能的前提下不会过分膨胀。
28.在一实施例中,所述玻璃纤维层包括玻璃纤维棉板和玻璃纤维棉毡中的至少一种;
29.所述玻璃纤维棉板的密度为40kg/m3至100kg/m3之间,所述玻璃纤维棉板的厚度为20mm至100mm之间;以及
30.所述玻璃纤维棉毡的密度为12kg/m3至48kg/m3之间,以及所述玻璃纤维棉毡的厚度为30mm至250mm之间。
31.玻璃纤维棉板以及玻璃纤维棉毡具有密度较轻且具有较好的保温特性,进而能保证使用玻璃纤维棉板或毡的绝热板材同样具有密度较轻且具有较好的保温特性,且因为密度较轻而安装方便。
32.在一实施例中,还包括贴合层,所述贴合层至少部分覆盖在所述玻璃纤维层的至少一个所述表面上。
33.贴合层可以贴合在玻璃纤维层的表面,进而保证绝热板材外表的平整和美观且能
对玻璃纤维层提供保护。
34.在一实施例中,所述耐火涂层至少部分覆盖在所述玻璃纤维层的第一表面和/或第二表面上,所述贴合层至少部分覆盖在所述玻璃纤维层的第一表面和/或第二表面上。
35.在一实施例中,所述贴合层包括隔离层和加强层,以及所述加强层至少部分贴合在所述隔离层的内表面和/或外表面。
36.在一实施例中,所述隔离层包括金属箔、聚丙烯膜、聚酯膜、聚乙烯膜及涂层中的至少一种;
37.所述加强层包括玻璃纤维布、玻璃纤维无纺毡、玻璃纤维加强筋、聚酯纤维加强筋、牛皮纸以及棉布中的至少一种;以及
38.所述加强层至少部分贴合在所述隔离层的内表面上。
39.本发明还提供了一种制造如上任意一项所述的绝热板材的方法,包括步骤:
40.形成一玻璃纤维层,所述玻璃纤维层具有第一表面和第二表面;
41.将混合料涂覆在所述玻璃纤维的至少一个表面上以形成耐火涂层;其中
42.所述混合料包括耐火涂料,所述耐火涂料在所述混合料中的质量百分比为10%~99%。
43.该防排烟风管安装较为简单且成本较低并且能符合国家标准。
44.本发明还提供了一种建筑构造,所述建筑构造包括如上所述的防排烟风管,所述建筑构造设置在建筑内。
45.参照后文的说明和附图,详细公开了本发明的特定实施方式,指明了本发明的原理可以被采用的方式。应该理解,本发明的实施方式在范围上并不因而受到限制。在所附权利要求的精神和条款的范围内,本发明的实施方式包括许多改变、修改和等同。
46.针对一种实施方式描述和/或示出的特征可以以相同或类似的方式在一个或更多个其它实施方式中使用,与其它实施方式中的特征相组合,或替代其它实施方式中的特征。
附图说明
47.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
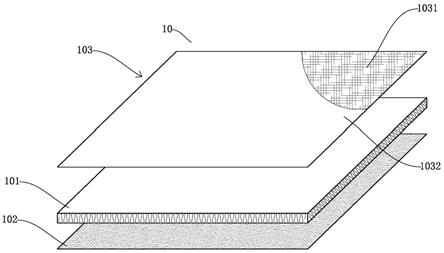
48.图1为本发明的实施例提供的绝热板材的结构示意图;
49.图2为本发明的实施例提供的防排烟风管的结构示意图;
50.图3为本发明的实施例还提供了一种制造绝热板材的方法的流程图。
具体实施方式
51.下面将结合附图和具体实施方式,对本发明的技术方案作详细说明,应理解这些实施方式仅用于说明本发明而不用于限制本发明的范围,在阅读了本发明之后,本领域技术人员对本发明的各种等价形式的修改均落入本技术所附权利要求所限定的范围内。
52.实施例
53.参照图1所示,本发明的实施例公开了一种绝热板材10。该绝热板材10可以为以沿
长度和宽度方向延伸的片状结构。该绝热板材10可以用于制造防排烟风管。该绝热板材10为复合板,其至少可以包括玻璃纤维层101和耐火涂层102。该玻璃纤维层101具体可以为玻璃纤维棉板和玻璃纤维棉毡中的至少一种。例如,当玻璃纤维层101为玻璃纤维棉板时,绝热板材10为具有一定硬度的板;当玻璃纤维层101为玻璃纤维棉毡时,绝热板材10为毡。
54.其中,所述玻璃纤维棉板的密度可以为40kg/m3至100kg/m3之间,所述玻璃纤维棉板的厚度为20mm至100mm之间。所述玻璃纤维棉毡的密度为12kg/m3至48kg/m3之间,所述玻璃纤维棉毡的厚度为30mm至250mm之间。例如,玻璃纤维棉板的密度可以为75kg/m3,玻璃纤维棉板的厚度可以为50mm。相较于现有技术中防排烟风管使用的耐火板,本实施例的玻璃纤维棉板在满足隔热和耐火的前提下,其重量较轻,使得通过该绝热板材10制造的防排烟风管的质量较轻,进而使得安装较为方便。
55.玻璃纤维层101可以为一板状结构,其可以具有在厚度方向上的相背对的第一表面和第二表面。耐火涂层102可以至少部分覆盖在玻璃纤维层101的第一表面和/或第二表面上。例如,耐火涂层102可以只覆盖在玻璃纤维层101的第一表面上,或者第一表面和第二表面均可以覆盖。为了制造满足耐火极限要求的绝热板材10,形成耐火涂层102的混合料的单位面积涂布量可以大于50g/m2。例如,混合料的单位面积涂布量在50g/m2到500g/m2之间,对应的厚度为0.1mm到0.7mm之间。可以理解的,单位面积涂布量指的是单位面积下涂覆在玻璃纤维层101表面的混合料的质量。实际生产过程中,实际的单位面积涂布量可以根据耐火涂层102的厚度以及耐火性能要求而确定。
56.在制造绝热板材10的过程中,耐火涂层102是通过将混合料涂覆在玻璃纤维的第一表面和/或第二表面上并固化形成,其中,涂覆的方式可以包括直接人工涂覆或者使用涂覆设备(例如辊轮)涂覆。当然,为了提高绝热板材10的制造效率,优选的为使用涂覆设备涂覆。例如,可以将混合料先通过发泡装置发泡,然后通过设置在生产线上的涂覆设备直接涂覆在玻璃纤维棉板上,最后对玻璃纤维棉板上的混合料进行固化处理以形成耐火涂层102。其中,固化的方式包括干燥混合料进而使其固化;混合料可以通过加热烘干、气流烘干以及自然干燥中的至少一种方式进行固化处理。
57.在一实施例中,混合料可以包括耐火涂料以及表面活性剂、稳泡剂以及水中的至少一种。例如,混合料可以为耐火涂料和稳泡剂的混合物,或者为耐火涂料、稳泡剂以及表面活性剂的混合物,或者为耐火涂料、表面活性剂、稳泡剂以及水的混合物。
58.耐火涂料作为混合料的主要成分,耐火涂料的百分比含量可以为10%~99%之间。耐火涂料用于在受热时发生膨胀,进而阻断外部火源和其覆盖的绝热板材10之间的接触,进而起到防火的作用。因此,耐火涂层102的受热膨胀倍率可以大于或等于20倍。例如,所述耐火涂层的受热膨胀倍率为20倍~60倍。耐火涂料可以为市场上销售的耐火涂料。例如,akzo nobel公司生产的1120。
59.构成耐火涂料的成分一般可以包括碳源、酸源以及气体源。碳源、酸源以及气体源在耐火涂料中各占的百分比可以根据实际的使用需求,例如耐火性能、涂料稳定性等需求来确定。碳源是构成防火涂料膨胀后整体骨架的物质。碳源的主要原料包括高碳羟基化合物(carbon-rich polyhydric compound),例如:淀粉(starch),葡萄糖(glucose),四醇(pentaerythritol)等。酸源是使碳源脱水形成碳骨架的原料。例如:磷酸铵(ammonium phosphate),磷酸氢二铵(diammonium phosphate)或其他磷酸物质。气体源是受热后促使
防火涂层膨胀的动力,例如:氮化物(nitrogen compound)或卤化物(halogen compound)、尿素(urea)、三聚氰胺(melamine)、磷酸三聚氰胺(melamine phosphate),氯化石蜡(chlorinated paraffins)等。
60.通过将玻璃纤维层101上形成有耐火涂层102而形成的绝热板材10,使得绝热板材10同时兼具耐火涂料的耐火特性和玻璃纤维板的保温特性,进而能通过使用该绝热板材10而提供一种安装较为简单且成本较低并且能符合国家标准的防排烟风管。
61.混合料中的表面活性剂的百分比含量为0.01%~5%,表面活性剂包括:阴离子表面活性剂、非离子表面活性剂、两性表面活性剂以及氨基酸类表面活性剂中的至少一种。例如,表面活性剂可以为丙基甜菜碱水溶液。耐火涂料包括表面活性剂,能提高耐火涂料的发泡率和发泡效果,进而有利于对包括有耐火涂料的混合料进行发泡处理。
62.混合料中的稳泡剂的百分比含量为0.01%~5%,稳泡剂包括:高分子类稳泡剂、脂肪醇类稳泡剂以及氨基酸类稳泡剂中的至少一种。耐火涂料包括稳泡剂,进而能保证经过发泡处理后的耐火涂料中泡沫的稳定,进而保持发泡的状态。
63.另外,关于混合料中水的含量,可以根据实际的生产需要进行选择。例如,可以通过调节水的加入量而调节混合料的粘稠度。例如,在一具体的实施例中,混合料可以由10l的1120、13l的水以及20l的表面活性剂混合而成,将该混合料发泡后,固态泡沫不易破裂,方便涂覆设备涂覆,且因发泡后的混合料具有丰富的泡沫,使得固化后形成的耐火涂层的孔隙率处于合适的范围,进而能整体提高绝热板材的耐火性能和隔热性能。在另一实施例中,例如,表面活性剂可以为丙基甜菜碱水溶液时,混合料可以由15l的1120、30l的水以及250l的丙基甜菜碱水溶液混合而成。
64.对于前述的各原料,为了能实现生产的连续性和高效性,混合料一般使用涂覆设备进行涂覆。因此混合料中的各原料可以先通过搅拌设备进行混合搅拌,然后再通过发泡装置对混合料进行发泡,然后将发泡后的混合料通过涂覆设备涂覆玻璃纤维层101的第一表面和/或第二表面上,最后对涂覆在玻璃纤维层101的混合料进行固化处理以形成耐火涂层102。例如,混合料可以通过加热烘干、气流烘干以及自然干燥中的至少一种方式固化,其中,加热烘干包括通过鼓吹热风的干燥设备进行加热烘干。
65.在另一可选的实施例中,为了使绝热板材10的外表面平整美观,该绝热板材10还可以包括贴合层103。该贴合层103至少部分覆盖在玻璃纤维层101的第一表面和/或第二表面上。例如,贴合层103可以覆盖在玻璃纤维层101的第二表面上,耐火涂层102可以覆盖在玻璃纤维层101的第一表面上,其中,耐火涂层102靠近铁皮风管。贴合层103可以包括隔离层1032和加强层1031。加强层1031至少部分贴合在隔离层1032的内表面和/或外表面。例如,金属箔,例如铝箔和铜箔以及聚丙烯膜、聚酯膜、聚乙烯膜、铜箔及涂层中的至少一种。加强层1031可以包括玻璃纤维布、玻璃纤维无纺毡、玻璃纤维加强筋、聚酯纤维加强筋、牛皮纸以及棉布中的至少一种。例如,参照图1所示,当隔离层1032为铝箔以及加强层103为玻璃纤维布时,玻璃纤维布可以先贴合在铝箔的内表面上进而形成贴合层103,然后再将贴合层103贴合在玻璃纤维层101的第二表面上,玻璃纤维层101的第一表面上形成有耐火涂层102。
66.本发明的实施例还提供了一种制造绝热板材10的方法,参照图3,该方法可以包括步骤:
67.s101:形成一玻璃纤维层101,玻璃纤维层101具有第一表面和第二表面;
68.在该步骤中,生产玻璃纤维层101的步骤可以与制造绝热板材10的步骤连续,也可以先将玻璃纤维层101制造好,然后再转运到制造绝热板材10的生产线上来制造绝热板材10。
69.s102:将混合料涂覆在玻璃纤维的第一表面和/或第二表面上并固化形成耐火涂层102。
70.在该步骤中,为了能实现生产的连续性和高效性,混合料一般使用涂覆设备进行涂覆,因此混合料可以先通过发泡装置发泡;将发泡后的混合料通过涂覆设备涂覆玻璃纤维层101的第一表面和/或第二表面上;最后对涂覆在玻璃纤维层101的混合料进行固化处理以形成耐火涂层102。其中,固化的方式包括干燥混合料进而使其固化;混合料可以通过加热烘干、气流烘干以及自然干燥中的至少一种方式进行固化处理。
71.s103:将贴合层103至少部分贴合在玻璃纤维层101的第一表面和/或第二表面上。
72.在该步骤中,为了使绝热板材10的外表面平整美观,该绝热板材10还可以包括贴合层103。该贴合层103至少部分覆盖在玻璃纤维层101的第一表面和/或第二表面上。例如,贴合层103可以覆盖在玻璃纤维层101的第二表面上,耐火涂层102可以覆盖在玻璃纤维层101的第一表面上,其中,耐火涂层102靠近铁皮风管。贴合层103可以包括隔离层1032和加强层1031。加强层1031至少部分贴合在隔离层1032的内表面和/或外表面。例如,金属箔,例如铝箔和铜箔以及聚丙烯膜、聚酯膜、聚乙烯膜、铜箔及涂层中的至少一种。加强层1031可以包括玻璃纤维布、玻璃纤维无纺毡、玻璃纤维加强筋、牛皮纸以及棉布中的至少一种。贴合层103可以通过贴合的方式覆盖在玻璃纤维层101上,其中贴合的方式可以包括粘合或者热压等工艺。
73.步骤s102和步骤s103的顺序并不是固定的。例如,可以先在玻璃纤维层101上形成耐火涂层102,然后再将贴合层103贴合在玻璃纤维层101上,或者可以先将玻璃纤维层101的一个表面上贴合贴合层103,然后再将玻璃纤维层101的另一个表面上形成耐火涂层102。
74.本发明的实施还提供了一种防排烟风管20。参照图2,该防排烟风管20包括铁皮风管21和围设在铁皮风管外的绝热板材10。
75.本发明的实施例还提供了一种建筑构造,该建筑包括有前述的防排烟风管20,防排烟风管20穿设在墙上并通过支架和耐火的穿墙衬垫将其固定。该建筑构造可以为防火构造,其可以设置在建筑内。
76.应该理解,以上描述是为了进行图示说明而不是为了进行限制。通过阅读上述描述,在所提供的示例之外的许多实施方式和许多应用对本领域技术人员来说都将是显而易见的。因此,本教导的范围不应该参照上述描述来确定,而是应该参照所附权利要求以及这些权利要求所拥有的等价物的全部范围来确定。出于全面之目的,所有文章和参考包括专利申请和公告的公开都通过参考结合在本文中。在前述权利要求中省略这里公开的主题的任何方面并不是为了放弃该主体内容,也不应该认为发明人没有将该主题考虑为所公开的发明的一部分。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1