防火无机饰面板材及其制作方法与流程
[0001]
本发明涉及板材及其制作方法,尤其涉及一种防火无机饰面板材及其制作方法。
背景技术:
[0002]
随着国内装配式建筑规范的出台和装配式装修的推广和普及,装配式装修成为整个装修行业的趋势,传统墙面饰面乳胶漆或墙纸工艺存在工序复杂,施工周期长、易发霉难清洗的问题,装配式墙面饰面墙板成为饰面装饰主流装修方案。
[0003]
伴随着室内装饰行业的发展,装配式装修工艺取得了显著的成绩,使墙面a级无机成品饰面墙板得到大量运用,但在墙板运用过程中,经常遇到墙面转角位置,但由于现有a级防火无机墙板主要为硅酸钙板和硫氧镁基材板为主,饰面材质采用pvc膜包覆、三聚氰胺纸热压或uv转印处理等工艺;因传统墙面硅酸钙板和硫氧镁基材板均属于硬质脆性材料,无法直接折弯,同时表面饰面材质比较薄,直接折弯处理会损伤饰面。故常规a级无机成品饰面墙板转角位置均需要采用金属或其他材质收边条进行收边拼接,拼接位置必需有拼接缝。收边条工艺增加了现场施工成本和收购效率,同时极大影响设计效果,使墙面阳角或阴角位置出现拼接缝,降低产品品质。
[0004]
因此,亟待解决上述问题。
技术实现要素:
[0005]
发明目的:本发明的第一目的是提供一种适配性强具有容错空间且可实现墙板在折弯转角饰面的统一无拼接缝的防火无机饰面板材。
[0006]
本发明的第二目的是提供一种防火无机饰面板材的制作方法。
[0007]
技术方案:为实现以上目的,本发明公开了一种防火无机饰面板材,包括依次叠设的基层板、铝皮层和饰面层,沿所述基层板的厚度方向在所述基层板上开设有梯形槽,所述梯形槽的开口朝向为远离所述铝皮层方向,所述梯形槽的中心轴线与所述铝皮层(2)相垂直,所述梯形槽的高度与所述基层板厚度相同,所述梯形槽的延伸方向为垂直于板材截面的直线方向,绕所述梯形槽上底中心处折弯板材使板材与所装配墙角相贴合,折弯后的梯形槽内填充粘接胶水。
[0008]
其中,所述所装配墙角为阳角,梯形槽的开口角度为105
°
~120
°
,绕梯形槽上底中心处向基层板一侧折弯板材使其与所装配阳角相贴合。
[0009]
优选的,折弯后的板材拐角处为圆弧角。
[0010]
再者,所述所装配墙角为阴角,梯形槽的开口角度为5
°
~10
°
,绕梯形槽上底中心处向远离基层板一侧折弯板材使其与所装配阴角相贴合。
[0011]
进一步,折弯后的板材拐角处为圆弧角。
[0012]
优选的,所述饰面层为pvc膜皮层、三聚氰胺纸层、滚涂饰面层、喷涂氟碳层或uv转印饰面层。
[0013]
再者,所述基层板为a级防火无机基层板或b级防火无机基层板。
[0014]
进一步,所述铝皮层的厚度为0.2mm~0.5mm。
[0015]
本发明一种防火无机饰面板材的制作方法,包括如下步骤:
[0016]
(1)、先将基层板进行表面砂光处理,再进行涂胶处理;
[0017]
(2)、将经过表面砂光和涂胶处理的基层板和铝皮层在冷压机压贴8~12小时,压力50~100吨;
[0018]
(3)、在压贴后的铝皮层上进行饰面处理形成饰面层;
[0019]
(4)、沿基层板厚度方向在基层板上用v型铣刀机铣出梯形槽,梯形槽的开口角度为105
°
~120
°
,梯形槽的开口朝向为远离铝皮层方向,梯形槽的中心轴线与铝皮层相垂直,梯形槽的高度与基层板厚度相同,梯形槽的延伸方向为垂直于板材截面的直线方向;
[0020]
(5)、采用靠尺在梯形槽上底中心处向基层板一侧折弯板材至其与所装配阳角相贴合;
[0021]
(6)、在折弯后的梯形槽内粘接胶水,使折弯处的基层板粘接牢固。
[0022]
本发明一种防火无机饰面板材的制作方法,包括如下步骤:
[0023]
(1)、先将基层板进行表面砂光处理,再进行涂胶处理;
[0024]
(2)、将经过表面砂光和涂胶处理的基层板和铝皮层在冷压机压贴8~12小时,压力50~100吨;
[0025]
(3)、在压贴后的铝皮层上进行饰面处理形成饰面层;
[0026]
(4)、沿基层板厚度方向在基层板上用v型铣刀机铣出梯形槽,梯形槽的开口角度为5
°
~10
°
,梯形槽的开口朝向为远离铝皮层方向,梯形槽的中心轴线与铝皮层相垂直,梯形槽的高度与基层板厚度相同,梯形槽的延伸方向为垂直于板材截面的直线方向;
[0027]
(5)、采用靠尺在梯形槽上底中心处向远离基层板一侧折弯板材至其与所装配阳角相贴合;
[0028]
(6)、在折弯后的梯形槽内粘接胶水,使折弯处的基层板粘接牢固。
[0029]
有益效果:与现有技术相比,本发明具有以下显著优点:本发明在基层板依次叠设铝皮层和饰面层,在基层板上开梯形槽再折弯板材,并在折弯后的梯形槽内填充粘接胶水;通过压贴铝皮层改进基材板的韧性,实现在室内装饰墙板的整体折弯;本发明可实现墙板在折弯转角饰面的统一,无拼接缝,无其他材质的收边线条,美观品质高;本发明的梯形槽的开口角度为105
°
~120
°
是为了保障折弯后的梯形槽仍然具有一定开口角度,便于在折弯后的梯形槽内填充粘接胶水,使得本发明的板材适用性强,具有容错空间,可包容实际使用过程中的墙角角度偏差现象,再利用胶水将开槽两侧的板材连成一体,便于运输;本发明板材在折弯后在饰面层侧形成圆弧角增加了板材的安全性可避免使用过程中出现划伤现象。
附图说明
[0030]
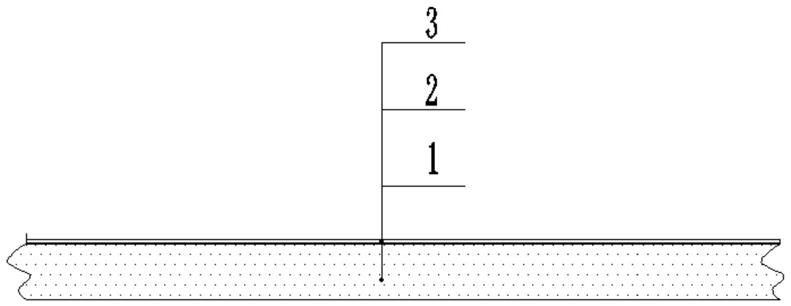
图1为本发明中板材的结构示意图;
[0031]
图2为本发明实施例1中开设梯形槽的结构示意图;
[0032]
图3为本发明实施例1中板材折弯的状态示意图;
[0033]
图4为本发明实施例1中折弯后板材的结构示意图;
[0034]
图5(a)~图5(c)为本发明的制作过程示意图;
[0035]
图6为本发明实施例2中开设梯形槽的结构示意图;
[0036]
图7为本发明实施例2中折弯后板材的结构示意图。
具体实施方式
[0037]
下面结合附图对本发明的技术方案作进一步说明。
[0038]
实施例1
[0039]
如图1所示,本发明一种防火无机饰面板材,包括基层板1、铝皮层2和饰面层3,基层板1、铝皮层2和饰面层3依次叠设,基层板1为a级防火无机基层板或b级防火无机基层板,铝皮层2可以为薄铝皮,铝皮层2的厚度为0.2mm~0.5mm,饰面层3可以为pvc膜皮层、三聚氰胺纸层、滚涂饰面层、喷涂氟碳层或uv转印饰面层等等。
[0040]
如图2、图3和图4所示,沿基层板厚度方向在基层板上开设有梯形槽4,该梯形槽4的开口朝向为远离铝皮层方向,梯形槽4的中心轴线与铝皮层相垂直,梯形槽4的高度与基层板1厚度相同,梯形槽4的延伸方向为垂直于板材截面的直线方向,其中延伸方向是指梯形槽的纵向,即梯形槽的长度。本发明绕梯形槽上底中心处折弯板材使其与所装配墙角相贴合,折弯后的梯形槽内填充粘接胶水5。所装配墙角为阳角,梯形槽4的开口角度为105
°
~120
°
,绕梯形槽上底中心处向基层板一侧折弯板材使其与所装配阳角相贴合,折弯后的板材拐角处为圆弧角6,折弯后的梯形槽4的开口角度为锐角,是折弯前梯形槽4的开口角度减去墙角的度数,一般墙角度数为90
°
,但实际会碰到墙角角度存在偏差的情况,本发明的梯形槽4的开口角度为105
°
~120
°
是为了保障折弯后的梯形槽仍然具有一定开口角度,便于在折弯后的梯形槽内填充粘接胶水,使得本发明的板材适用性强,具有容错空间,可包容实际使用过程中的墙角角度偏差,再利用胶水将开槽两侧的板材连成一体,便于运输。
[0041]
如图5(a)~图5(c)所示,本发明一种防火无机饰面板材的制作方法,包括如下步骤:
[0042]
(1)、先将基层板进行表面砂光处理,再进行涂胶处理;
[0043]
(2)、将经过表面砂光和涂胶处理的基层板和铝皮层在冷压机压贴8~12小时,压力50~100吨;
[0044]
(3)、在压贴后的铝皮层上进行饰面处理形成饰面层;
[0045]
(4)、沿基层板厚度方向在基层板上用v型铣刀机铣出梯形槽,同时保证铝皮层不会被铣断,并保证在梯形槽的上底处有一端横向铝皮层外露;梯形槽的开口角度为105
°
~120
°
,梯形槽的开口朝向为远离铝皮层方向,梯形槽的中心轴线与铝皮层相垂直,梯形槽的高度与基层板厚度相同,梯形槽的延伸方向为垂直于板材截面的直线方向;
[0046]
(5)、采用靠尺在梯形槽上底中心处向基层板一侧折弯板材至其与所装配阳角相贴合;板材在折弯后在饰面层侧形成圆弧角增加了板材的安全性可避免使用过程中出现划伤现象;
[0047]
(6)、在折弯后的梯形槽内粘接胶水,使折弯处的基层板粘接牢固。
[0048]
实施例2
[0049]
如图6和图7所示,本发明一种防火无机饰面板材,包括基层板1、铝皮层2和饰面层3,基层板1、铝皮层2和饰面层3依次叠设,基层板1为a级防火无机基层板,铝皮层2为薄铝皮,铝皮层2的厚度为0.2mm~0.5mm,饰面层3为pvc膜皮层、三聚氰胺纸层、滚涂饰面层、喷涂氟碳层或uv转印饰面层。
[0050]
沿基层板厚度方向在基层板上开设有梯形槽4,该梯形槽4的开口朝向为远离铝皮层方向,梯形槽4的中心轴线与铝皮层相垂直,梯形槽4的高度与基层板1厚度相同,梯形槽4的延伸方向为垂直于板材截面的直线方向,绕梯形槽上底中心处折弯板材使其与所装配墙角相贴合,折弯后的梯形槽内填充粘接胶水5。所装配墙角为阴角,梯形槽4的开口角度为5
°
~10
°
,绕梯形槽上底中心处向远离基层板一侧折弯板材使其与所装配阴角相贴合。折弯后的板材拐角处为圆弧角6。
[0051]
本发明一种防火无机饰面板材的制作方法,包括如下步骤:
[0052]
(1)、先将基层板进行表面砂光处理,再进行涂胶处理;
[0053]
(2)、将经过表面砂光和涂胶处理的基层板和铝皮层在冷压机压贴8~12小时,压力50~100吨;
[0054]
(3)、在压贴后的铝皮层上进行饰面处理形成饰面层;
[0055]
(4)、沿基层板厚度方向在基层板上用v型铣刀机铣出梯形槽,同时保证铝皮层不会被铣断,并保证在梯形槽的上底处有一端横向铝皮层外露;梯形槽的开口角度为5
°
~10
°
,梯形槽的开口朝向为远离铝皮层方向,梯形槽的中心轴线与铝皮层相垂直,梯形槽的高度与基层板厚度相同,梯形槽的延伸方向为垂直于板材截面的直线方向;
[0056]
(5)、采用靠尺在梯形槽上底中心处向远离基层板一侧折弯板材至其与所装配阳角相贴合;板材在折弯后在饰面层侧形成圆弧角增加了板材的安全性可避免使用过程中出现划伤现象;
[0057]
(6)、在折弯后的梯形槽内粘接胶水,使折弯处的基层板粘接牢固。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1