铝箔玻璃棉水胶复合机的制作方法
[0001]
本实用新型涉及一种复合设备,尤其涉及一种铝箔玻璃棉水胶复合机。
背景技术:
[0002]
铝箔和玻璃棉一般都是通过水胶复合机进行复合。现有的水胶复合机在对槽体进行注胶时由于胶槽内已经融化的胶水和新的胶水存在较大温差,导致原先融化的胶水出现冷凝现象,影响了胶水的质量和后期的复合品质,同时,由于铝箔和玻璃棉根据粘接程度的不同需要选用不同比例的水胶,现有的水胶复合机更换水胶时需要将胶槽内的胶水全部清理出去进行更换,需要停机很长时间,耽误工作效率。
技术实现要素:
[0003]
本实用新型所要解决的技术问题是:提供一种工作效率高的铝箔玻璃棉水胶复合机。
[0004]
为了解决上述技术问题,本实用新型采用的技术方案是:铝箔玻璃棉水胶复合机,包括:机架,在所述机架的前端设置有玻璃棉放卷装置,在所述玻璃棉放卷装置后端的机架上设置有张力控制器,在所述张力控制器后端的机架上设置有纠偏装置,在所述纠偏装置后端的机架上设置有涂胶辊,在所述涂胶辊下端的机架上设置有可更换胶槽装置,所述可更换胶槽装置的结构包括:设置在机架下端的横向滑轨,在所述横向滑轨内滑动设置有与其相互配合的横向滑座,在所述横向滑轨上端的机架上通过轴承座转动设置有横向螺杆,所述横向螺杆的一端伸出轴承座与伺服减速电机的电机轴相连接,所述伺服减速电机固定设置在机架上,在所述横向滑座的两侧对称设置有与横向螺杆相互配合的横向螺套,在所述横向滑座的上端两侧对称设置有顶升气缸组,在所述顶升气缸组的活塞杆上端分别设置有槽体,在所述槽体内设置有与涂胶辊相互配合的胶槽,在所述槽体的两侧对称设置有加热管组,在所述槽体的两侧还对称设置有预热腔,所述预热腔位于加热管组远离胶槽的一侧,在所述槽体的下端内部设置有与预热腔相互连通的进料腔,在所述槽体的下端均匀设置有若干通孔,所述通孔与胶槽和进料腔相互连通,在所述槽体的上端两侧对称设置有与预热腔相互连通的进胶口,在所述涂胶辊上端的机架上设置有与涂胶辊相互配合的压辊,在所述压辊后端上方的机架上设置有铝箔放卷装置,在所述压辊前端上方的机架上设置有复合装置,在所述复合装置前端上方的机架上设置有第一导向辊,在所述第一导向辊后端的机架上设置有烘箱,在所述烘箱后端的机架上设置有牵引装置,在所述牵引装置后端的机架上设置收卷装置,在所述牵引装置和收卷装置之间的机架上设置有若干第二导向辊。
[0005]
本实用新型的优点是:上述铝箔玻璃棉水胶复合机,结构新颖,能够利用槽体自身的加热管组对新注入的胶水进行预热,预热后的胶水能够大大缩小与胶槽内已经融化的胶水之间的温差,防止原先融化的胶水出现冷凝现象,保证胶水的质量和后期的复合品质,同时,采用两个槽体能够自由进行快速切换,更换速度快,再利用更换后的槽体的工作间隙对原先的槽体进行胶水清理,合理利用时间,中途停机时间短,提高工作效率。
附图说明
[0006]
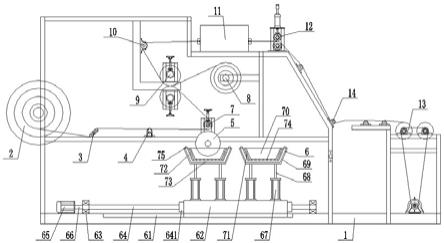
图1为本实用新型铝箔玻璃棉水胶复合机的结构示意图。
[0007]
图中:1、机架,2、玻璃棉放卷装置,3、张力控制器,4、纠偏装置,5、涂胶辊,6、可更换胶槽装置,61、横向滑轨,62、横向滑座,63、轴承座,64、横向螺杆,641、横向螺套,65、伺服减速电机,66、电机轴,67、顶升气缸组,68、活塞杆,69、槽体,70、胶槽,71、加热管组,72、预热腔,73、进料腔,74、通孔,75、进胶口,7、压辊,8、铝箔放卷装置,9、复合装置,10、第一导向辊,11、烘箱,12、牵引装置,13、收卷装置,14、第二导向辊。
具体实施方式
[0008]
下面结合附图和具体实施例详细描述一下本实用新型的具体内容。
[0009]
如图1所示,铝箔玻璃棉水胶复合机,包括:机架1,在所述机架1的前端设置有玻璃棉放卷装置2,在所述玻璃棉放卷装置2后端的机架1上设置有张力控制器3,在所述张力控制器3后端的机架1上设置有纠偏装置4,在所述纠偏装置4后端的机架1上设置有涂胶辊5,在所述涂胶辊5下端的机架1上设置有可更换胶槽装置6,所述可更换胶槽装置6的结构包括:设置在机架1下端的横向滑轨61,在所述横向滑轨61内滑动设置有与其相互配合的横向滑座62,在所述横向滑轨61上端的机架1上通过轴承座63转动设置有横向螺杆64,所述横向螺杆64的一端伸出轴承座63与伺服减速电机65的电机轴66相连接,所述伺服减速电机65固定设置在机架1上,在所述横向滑座62的两侧对称设置有与横向螺杆64相互配合的横向螺套641,在所述横向滑座62的上端两侧对称设置有顶升气缸组67,在所述顶升气缸组67的活塞杆68上端分别设置有槽体69,在所述槽体69内设置有与涂胶辊5相互配合的胶槽70,在所述槽体69的两侧对称设置有加热管组71,在所述槽体69的两侧还对称设置有预热腔72,所述预热腔72位于加热管组71远离胶槽70的一侧,在所述槽体69的下端内部设置有与预热腔72相互连通的进料腔73,在所述槽体69的下端均匀设置有若干通孔74,所述通孔74与胶槽70和进料腔73相互连通,在所述槽体69的上端两侧对称设置有与预热腔72相互连通的进胶口75,在所述涂胶辊5上端的机架1上设置有与涂胶辊5相互配合的压辊7,在所述压辊7后端上方的机架1上设置有铝箔放卷装置8,在所述压辊7前端上方的机架1上设置有复合装置9,在所述复合装置9前端上方的机架1上设置有第一导向辊10,在所述第一导向辊10后端的机架1上设置有烘箱11,在所述烘箱11后端的机架1上设置有牵引装置12,在所述牵引装置12后端的机架1上设置收卷装置13,在所述牵引装置12和收卷装置13之间的机架1上设置有若干第二导向辊14。
[0010]
使用时,玻璃棉通过玻璃棉放卷装置2放卷依次通过张力控制器3、纠偏装置4、涂胶辊5和压辊7之间到达复合装置9,铝箔通过铝箔放卷装置8放卷到达复合装置9,复合装置9对玻璃棉和铝箔进行复合,复合后的材料依次经过第一导向辊10、烘箱11、牵引装置12、若干第二导向辊14到达收卷装置13进行收卷。
[0011]
对正在工作的胶槽70进行注胶时,胶水从槽体69两侧的进胶口75送入,胶水先进入预热腔72内利用槽体69本身的加热管组71进行预热,由于预热腔72、进料腔73、通孔74和胶槽70相互连通构成连通器,预热腔72和胶槽70内的胶水高度会逐渐处于同一平面,随着胶槽70内的胶水被涂胶辊5使用,预热腔72内经过预热后的胶水也会缓慢流入到胶槽70内供涂胶辊5使用,这样预热后的胶水不会和胶槽70内的胶水温差过大,保证涂胶效果。
[0012]
更换不同胶水时,启动两个顶升气缸组67,顶升气缸组67的活塞杆68分别带动两个槽体69向下移动至涂胶辊5的底部下方,启动伺服减速电机65,伺服减速电机65的电机轴66带动横向螺杆64通过轴承座63在机架1上转动,横向螺杆64带动与其相互配合的横向螺套641向左移动,横向螺套641带动横向滑座62在横向滑轨61上向左滑动,横向滑座62带动两个顶升气缸组67向左移动,两个顶升气缸组67分别带动槽体69向左移动,当右侧槽体69向左移动至涂胶辊5的正下方时,右侧顶升气缸组67复位向上推动右侧槽体69向上移动直至涂胶辊5的下端伸入右侧胶槽70内与胶水接触,然后可以对玻璃棉进行涂胶,左侧更换下来的槽体69可以利用右侧槽体69工作的间隙进行处理,节省时间,提高工作效率。
[0013]
上述铝箔玻璃棉水胶复合机,结构新颖,能够利用槽体自身的加热管组对新注入的胶水进行预热,预热后的胶水能够大大缩小与胶槽内已经融化的胶水之间的温差,防止原先融化的胶水出现冷凝现象,保证胶水的质量和后期的复合品质,同时,采用两个槽体能够自由进行快速切换,更换速度快,再利用更换后的槽体的工作间隙对原先的槽体进行胶水清理,合理利用时间,中途停机时间短,提高工作效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1