一种玻璃自动压合设备的制作方法
1.本实用新型属于玻璃加工设备技术领域,具体涉及一种玻璃自动压合设备。
背景技术:
2.复合玻璃在生产过程中,需要将多层不同的材料压合在一起,不同的压合方式对复合玻璃的质量有很大的影响,现有技术是通过人工手动点胶加工的,生产效率低,人工成本高,不利于企业的发展。
3.综上可知,相关技术亟待完善。
技术实现要素:
4.本实用新型的目的在于:针对现有技术的不足,而提供一种玻璃自动压合设备,能够对复合玻璃进行压合加工,且进行自动点胶,操作简单,使用方便,提高了生产效率。
5.为实现上述目的,本实用新型采用如下技术方案:
6.一种玻璃自动压合设备,包括工作台、涂胶装置和两个压合装置,所述涂胶装置和两个所述压合装置均设置于所述工作台,所述涂胶装置设置于两个所述压合装置之间,所述压合装置包括第一线性模组、载物台、uv灯、厚度探测机构、机架和压辊,所述载物台与所述第一线性模组的输出端连接,所述机架架设于所述第一线性模组上方,所述uv灯、所述厚度探测机构、所述压辊均设置于所述机架,所述uv灯、所述厚度探测机构、所述压辊均与所述第一线性模组对应。在工作中,将底板玻璃放置在载物台上,然后涂胶装置对底板玻璃进行点胶,接着工作人员将第一层薄玻璃叠放在底板玻璃上,然后,第一线性模组带动载物台运动,将载物台运送到uv灯和厚度探测机构的正下方,接着uv灯对载物台上的玻璃进行光照,第一层薄玻璃与底板玻璃之间的胶水受到光照后固化,将第一层薄玻璃与底板玻璃牢牢地粘接在一起,与此同时厚度探测机构测量玻璃的厚度;接着第一线性模组带动载物台运动,将载物台运送到上料端,接着,涂胶装置对第一层薄玻璃进行点胶,接着工作人员将第二层薄玻璃叠放在底板玻璃上,然后第一线性模组带动载物台运动,将载物台运送到uv灯和厚度探测机构的正下方,接着uv灯对载物台上的玻璃进行光照,第二层薄玻璃与第一层薄玻璃之间的胶水受到光照后固化,将第二层薄玻璃与第一层薄玻璃牢牢地粘接在一起,与此同时厚度探测机构测量玻璃的厚度;依次将多层薄玻璃叠装在底板玻璃上,直到玻璃达到工艺要求的厚度;最后,第一线性模组带动载物台运动,使得载物台上的多层玻璃经过压辊的滚压,对多层玻璃进行滤泡,该玻璃自动压合设备能够对复合玻璃进行压合加工,且进行自动点胶,操作简单,使用方便。
7.作为本实用新型所述的玻璃自动压合设备的一种改进,所述厚度探测机构包括第二线性模组和接触式位移传感器,所述第二线性模组设置于所述机架,所述接触式位移传感器与所述第二线性模组的输出端连接,所述接触式位移传感器与所述第一线性模组对应。在工作中,第二线性模组带动接触式位移传感器运动,对载物台上的玻璃进行接触式测量,以获得玻璃的厚度信息。
8.作为本实用新型所述的玻璃自动压合设备的一种改进,所述涂胶装置包括机器人和点胶嘴,所述点胶嘴与所述机器人的输出端连接。在工作中,机器人带动点胶嘴运动,对玻璃进行点胶。
9.作为本实用新型所述的玻璃自动压合设备的一种改进,所述机器人为六轴机械手。除此之外,机器人还可以是能够达到相同效果的其他型号,根据实际情况可以灵活地设置。
10.作为本实用新型所述的玻璃自动压合设备的一种改进,所述压辊为胶轮滚筒。这种结构设计有利于对玻璃进行压合。
11.作为本实用新型所述的玻璃自动压合设备的一种改进,所述压辊通过轴承与所述机架连接。这种结构设计有利于压辊进行转动压合。
12.作为本实用新型所述的玻璃自动压合设备的一种改进,两个所述压合装置平行并列设置。这种结构设计有利于两个压合装置同步工作,同时有利于涂胶装置同时与两个压合装置配合工作进行点胶工作。
13.本实用新型的有益效果是:在工作中,将底板玻璃放置在载物台上,然后涂胶装置对底板玻璃进行点胶,接着工作人员将第一层薄玻璃叠放在底板玻璃上,然后,第一线性模组带动载物台运动,将载物台运送到uv灯和厚度探测机构的正下方,接着uv灯对载物台上的玻璃进行光照,第一层薄玻璃与底板玻璃之间的胶水受到光照后固化,将第一层薄玻璃与底板玻璃牢牢地粘接在一起,与此同时厚度探测机构测量玻璃的厚度;接着第一线性模组带动载物台运动,将载物台运送到上料端,接着,涂胶装置对第一层薄玻璃进行点胶,接着工作人员将第二层薄玻璃叠放在底板玻璃上,然后第一线性模组带动载物台运动,将载物台运送到uv灯和厚度探测机构的正下方,接着uv灯对载物台上的玻璃进行光照,第二层薄玻璃与第一层薄玻璃之间的胶水受到光照后固化,将第二层薄玻璃与第一层薄玻璃牢牢地粘接在一起,与此同时厚度探测机构测量玻璃的厚度;依次将多层薄玻璃叠装在底板玻璃上,直到玻璃达到工艺要求的厚度;最后,第一线性模组带动载物台运动,使得载物台上的多层玻璃经过压辊的滚压,对多层玻璃进行滤泡,该玻璃自动压合设备能够对复合玻璃进行压合加工,且进行自动点胶,操作简单,使用方便。
附图说明
14.此处所说明的附图用来提供对本实用新型的进一步理解,构成本实用新型的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
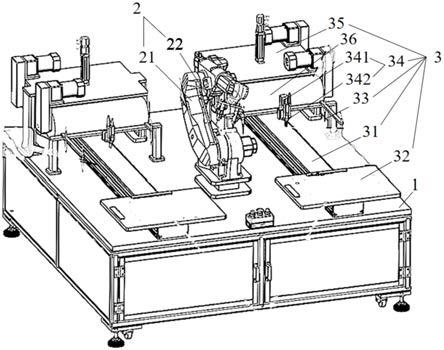
15.图1为本实用新型实施例中的结构示意图;
16.其中:1
‑
工作台;2
‑
涂胶装置;21
‑
机器人;22
‑
点胶嘴;3
‑
压合装置;31
‑
第一线性模组;32
‑
载物台;33
‑
uv灯;34
‑
厚度探测机构;341
‑
第二线性模组;342
‑
接触式位移传感器;35
‑
机架;36
‑
压辊。
具体实施方式
17.如在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名
称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”为一开放式用语,故应解释成“包含但不限定于”。“大致”是指在可接受的误差范围内,本领域技术人员能够在一定误差范围内解决所述技术问题,基本达到所述技术效果。
18.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
19.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
20.以下结合附图对本实用新型作进一步详细说明,但不作为对本实用新型的限定。
21.实施例
22.如图1所示,一种玻璃自动压合设备,包括工作台1、涂胶装置2和两个压合装置3,涂胶装置2和两个压合装置3均设置于工作台1,涂胶装置2设置于两个压合装置3之间,压合装置3包括第一线性模组31、载物台32、uv灯33、厚度探测机构34、机架35和压辊36,载物台32与第一线性模组31的输出端连接,机架35架设于第一线性模组31上方,uv灯33、厚度探测机构34、压辊36均设置于机架35,uv灯33、厚度探测机构34、压辊36均与第一线性模组31对应。在工作中,将底板玻璃放置在载物台32上,然后涂胶装置2对底板玻璃进行点胶,接着工作人员将第一层薄玻璃叠放在底板玻璃上,然后,第一线性模组31带动载物台32运动,将载物台32运送到uv灯33和厚度探测机构34的正下方,接着uv灯33对载物台32上的玻璃进行光照,第一层薄玻璃与底板玻璃之间的胶水受到光照后固化,将第一层薄玻璃与底板玻璃牢牢地粘接在一起,与此同时厚度探测机构34测量玻璃的厚度;接着第一线性模组31带动载物台32运动,将载物台32运送到上料端,接着,涂胶装置2对第一层薄玻璃进行点胶,接着工作人员将第二层薄玻璃叠放在底板玻璃上,然后第一线性模组31带动载物台32运动,将载物台32运送到uv灯33和厚度探测机构34的正下方,接着uv灯33对载物台32上的玻璃进行光照,第二层薄玻璃与第一层薄玻璃之间的胶水受到光照后固化,将第二层薄玻璃与第一层薄玻璃牢牢地粘接在一起,与此同时厚度探测机构34测量玻璃的厚度;依次将多层薄玻璃叠装在底板玻璃上,直到玻璃达到工艺要求的厚度;最后,第一线性模组31带动载物台32运动,使得载物台32上的多层玻璃经过压辊36的滚压,对多层玻璃进行滤泡,该玻璃自动压合设备能够对复合玻璃进行压合加工,且进行自动点胶,操作简单,使用方便。
23.优选的,厚度探测机构34包括第二线性模组341和接触式位移传感器342,第二线性模组341设置于机架35,接触式位移传感器342与第二线性模组341的输出端连接,接触式位移传感器342与第一线性模组31对应。在工作中,第二线性模组341带动接触式位移传感器342运动,对载物台32上的玻璃进行接触式测量,以获得玻璃的厚度信息。
24.优选的,涂胶装置2包括机器人21和点胶嘴22,机器人21装设于工作台1,点胶嘴22与机器人21的输出端连接。在工作中,机器人21带动点胶嘴22运动,对玻璃进行点胶。
25.优选的,机器人21为六轴机械手。除此之外,机器人21还可以是能够达到相同效果的其他型号,根据实际情况可以灵活地设置。
26.优选的,压辊36为胶轮滚筒。这种结构设计有利于对玻璃进行压合。
27.优选的,压辊36通过轴承与机架35连接。这种结构设计有利于压辊36进行转动压合。
28.优选的,两个压合装置3平行并列设置。这种结构设计有利于两个压合装置3同步工作,同时有利于涂胶装置2同时与两个压合装置3配合工作进行点胶工作,提高了工作的效率。
29.本实用新型的工作原理是:在工作中,将底板玻璃放置在载物台32上,然后涂胶装置2对底板玻璃进行点胶,接着工作人员将第一层薄玻璃叠放在底板玻璃上,然后,第一线性模组31带动载物台32运动,将载物台32运送到uv灯33和厚度探测机构34的正下方,接着uv灯33对载物台32上的玻璃进行光照,第一层薄玻璃与底板玻璃之间的胶水受到光照后固化,将第一层薄玻璃与底板玻璃牢牢地粘接在一起,与此同时厚度探测机构34测量玻璃的厚度;接着第一线性模组31带动载物台32运动,将载物台32运送到上料端,接着,涂胶装置2对第一层薄玻璃进行点胶,接着工作人员将第二层薄玻璃叠放在底板玻璃上,然后第一线性模组31带动载物台32运动,将载物台32运送到uv灯33和厚度探测机构34的正下方,接着uv灯33对载物台32上的玻璃进行光照,第二层薄玻璃与第一层薄玻璃之间的胶水受到光照后固化,将第二层薄玻璃与第一层薄玻璃牢牢地粘接在一起,与此同时厚度探测机构34测量玻璃的厚度;依次将多层薄玻璃叠装在底板玻璃上,直到玻璃达到工艺要求的厚度;最后,第一线性模组31带动载物台32运动,使得载物台32上的多层玻璃经过压辊36的滚压,对多层玻璃进行滤泡,该玻璃自动压合设备能够对复合玻璃进行压合加工,且进行自动点胶,操作简单,使用方便。
30.上述说明示出并描述了本实用新型的若干优选实施例,但如前所述,应当理解本实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述实用新型构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则都应在本实用新型所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1