层叠体、包装袋及其制造方法与流程
层叠体、包装袋及其制造方法
发明领域
1.本发明涉及层叠体、包装袋及其制造方法。
背景技术:
2.在日本,从环保的观点出发,pet(polyethylene terephthalate,聚对苯二甲酸乙二醇酯)瓶和塑料制容器包装成为了再循环的对象。pet瓶通常仅含有pet(聚对苯二甲酸乙二醇酯)作为树脂,所以容易再循环,已经确立了水平再循环(水平
リサイクル
)。另一方面,塑料制容器包装通常含有多种树脂,所以这些树脂难以分离,所获得的再生品的价值低。
3.作为提升塑料制容器包装的再生品价值的方法之一,可列举仅使用单一树脂作为构成塑料制容器包装的树脂的方法(单一材料化)。该方法中,塑料制容器包装仅含有单一树脂作为树脂,所以无需进行每种树脂的分离,能够容易地进行再循环。另外,由于所获得的再生品的纯度高,所以能够提供具有高价值的再生品。
4.另一方面,液体用替换装袋子等包装袋通常是由层叠体形成,所述层叠体由作为热封用粘结层的聚乙烯层、具有耐热性及耐针孔性的尼龙层、及根据需要的具有气味阻隔性的pet层层叠而成。具体来说,该层叠体具有聚乙烯层/尼龙层、聚乙烯层/pet层/尼龙层等层结构。包装袋可以通过例如如下方式进行制造:从该层叠体的尼龙层侧抵接密封棒,使密封棒的温度上升而使该聚乙烯层熔融,从而使该层叠体彼此粘结。由于该包装袋属于塑料制容器包装,所以被再循环,但从提高所述再生品价值的观点来看,业界仍期待单一材料化。
5.例如专利文献1至10中公开了一种含有聚乙烯作为树脂的层叠体。
6.现有技术文献
7.专利文献
8.专利文献1:特开昭64-51940号公报
9.专利文献2:特公平6-77135号公报
10.专利文献3:特开昭60-134852号公报
11.专利文献4:特开2018-8456号公报
12.专利文献5:特开2018-62072号公报
13.专利文献6:特开2018-62073号公报
14.专利文献7:特开2019-171860号公报
15.专利文献8:特开2019-171861号公报
16.专利文献9:特开2019-189333号公报
17.专利文献10:特开2019-189334号公报
技术实现要素:
18.[发明要解决的课题]
[0019]
本发明人等从单一材料化的观点出发,使用仅由聚乙烯层组成的膜制作了包装
袋,以代替使用在聚乙烯层上层叠尼龙层或pet层而成的层叠体。但是,如果在热封时提高密封棒的温度,则密封棒熔合在聚乙烯层的表面,从而无法在足够高的温度下进行热封,不能在密封部获得足够的密封强度。另外,由于密封棒熔合在聚乙烯层的表面,从而产生了包装袋的外观不良。
[0020]
本发明的目的在于提供一种热封性优异且适合再利用的层叠体。
[0021]
[解决课题的手段]
[0022]
本发明所涉及的层叠体包含第一层和第二层,
[0023]
所述第一层仅含有第一聚乙烯作为树脂,具有熔点tm1;
[0024]
所述第二层仅含有第二聚乙烯作为树脂,具有熔点tm2;
[0025]
所述第一层及所述第二层分别配置在所述层叠体的最外表面,
[0026]
tm1-tm2≥24.0℃。
[0027]
本发明所涉及的包装袋包括本发明所涉及的层叠体。
[0028]
本发明所涉及的包装袋的制造方法包括对本发明所涉及的层叠体进行热封的工序。
[0029]
[发明效果]
[0030]
根据本发明,可以提供一种热封性优异且适合再利用的层叠体。
附图说明
[0031]
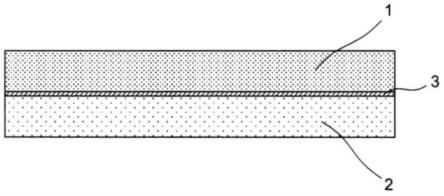
图1是示出本发明所涉及的层叠体的一个示例的剖视图。
[0032]
图2是示出本发明所涉及的层叠体的另一个示例的剖视图。
[0033]
图3是示出作为本发明所涉及的包装袋的一个示例的液体用替换装袋子的例子的示意图。
具体实施方式
[0034]
[层叠体]
[0035]
本发明所涉及的层叠体包含第一层和第二层,所述第一层仅含有第一聚乙烯作为树脂,具有熔点tm1;所述第二层仅含有第二聚乙烯作为树脂,具有熔点tm2。所述第一层及所述第二层分别配置在所述层叠体的最外表面。也就是说,所述第一层是所述层叠体的一个最外表面层,所述第二层是所述层叠体的另一个最外表面层。在此,熔点tm1和熔点tm2具有tm1-tm2≥24.0℃的关系。
[0036]
本发明所涉及的层叠体中,熔点差为24.0℃以上的2个层分别作为最外表面层而进行层叠。作为高熔点层的第一层由于具有高耐热性,因此通过将密封棒抵至第一层进行热封,即使提高密封棒的温度仍可抑制与密封棒熔合,能够在高温下进行热封。另外,作为低熔点层的第二层由于在低温下熔融,所以容易由于从第一层传来的热而熔融,能够以足够的密封强度进行粘结。因此,本发明所涉及的层叠体的热封性优异。另外,由于第一层及第二层仅含有聚乙烯作为树脂,所以适合再利用,能够提供纯度高且价值高的再生品。
[0037]
本发明所涉及的层叠体至少包含第一层及第二层作为最外表面层,也可以包含其他层作为中间层。作为其他层,可列举:层叠体的再生层、粘结层、易粘结层、印刷层、阻隔层、赋予易开封性的层等功能层。另外,功能层可以一层具有多种功能。层叠体可以包含这
些层的一种,也可以包含两种以上。
[0038]
从再利用层叠体时提高再生品的纯度的观点出发,相对于层叠体所含有的全部树脂100质量%,层叠体所含有的聚乙烯质量的比率优选为90质量%以上,更优选为95质量%以上,进一步优选为99质量%以上,特别优选为100质量%,也就是说,特别优选该层叠体仅含有聚乙烯作为树脂。值得注意的是,层叠体可以不含尼龙。作为尼龙,可列举尼龙6、尼龙6,6、尼龙11、尼龙12等。
[0039]
除了树脂以外,层叠体还可以含有热固性树脂、金属、金属氧化物等其他成分。但是,从再利用层叠体时提高再生品的纯度的观点出发,相对于层叠体100质量%,所述其他成分的含量优选为5质量%以下,更优选为1质量%以下。
[0040]
层叠体整体的厚度优选为10~500μm,更优选为50~200μm。相对于层叠体整体的厚度100%,第一层的厚度和第二层的厚度的合计比率优选为1%~100%,更优选为5%~100%。
[0041]
将本发明所涉及的层叠体的一个实例示于图1。图1所示的层叠体具有第一层1、第二层2、及粘结层3,其中,所述第一层1为第一聚乙烯的拉伸膜,所述第二层2为第二聚乙烯的未拉伸膜,所述粘结层3将第一层1和第二层2粘结起来。第一层1的熔点tm1比第二层2的熔点tm2高24.0℃以上。值得注意的是,从再利用层叠体时提高再生品纯度的观点出发,优选粘结层3的厚度较薄,在能够将第一层1与第二层2直接粘结的情况下,优选省略粘结层3。
[0042]
将本发明所涉及的层叠体的另一个实例示于图2。图2所示的层叠体具有第一层1、第二层2、及层叠体的再生层4,其中,所述第一层1为第一聚乙烯的拉伸膜,所述第二层2为第二聚乙烯的未拉伸膜。另外,该层叠体在第一层1与再生层4、第二层2与再生层4之间分别具有粘结层3。第一层1的熔点tm1比第二层2的熔点tm2高24.0℃以上。与图1所示的层叠体同样地,优选粘结层3的厚度较薄,在能够将第一层1与再生层4、第二层2与再生层4直接粘结的情况下,优选省略粘结层3。值得注意的是,层叠体可以具有多个再生层4,还可以具有其他层。
[0043]
(第一层)
[0044]
本发明所涉及的第一层仅含有第一聚乙烯作为树脂。也就是说,第一层所含有的树脂全部为第一聚乙烯,第一层不含第一聚乙烯以外的其他树脂。值得注意的是,第一聚乙烯可以包含多种聚乙烯。另外,本发明中,“树脂”是指能够进行熔融挤出成形加工的热塑性树脂。
[0045]
作为第一聚乙烯,例如可列举:高密度聚乙烯(hdpe)、中密度聚乙烯(mdpe)、线性低密度聚乙烯(lldpe)、低密度聚乙烯(ldpe)、乙烯-α-烯烃共聚物等。第一聚乙烯可以含有这些聚乙烯的一种,也可以含有两种以上。其中,从具有高熔点的观点出发,作为第一聚乙烯,优选为高密度聚乙烯(hdpe)。在第一聚乙烯包含hdpe的情况下,相对于第一聚乙烯100质量%,hdpe的质量的比率优选为50质量%以上,更优选为70质量%以上。另外,第一聚乙烯可以由hdpe组成,也可以由hdpe和lldpe组成。另外,第一聚乙烯可以来自石油原料、来自植物原料,还可以是它们的混合物。另外,第一聚乙烯也可以含有再生材料。
[0046]
第一层优选为第一聚乙烯的拉伸膜。通过对第一聚乙烯进行拉伸,能够提高第一层的熔点。另外,由于通过拉伸提高了耐针孔性(穿刺强度),所以层叠体特别适合用于储存液体的包装袋。拉伸倍率优选为1.2倍~10倍,更优选为2倍~6倍,另外,拉伸可以是单轴拉
伸,也可以是双轴拉伸。
[0047]
第一层的熔点tm1比第二层的熔点tm2高24.0℃以上,优选高27.0℃以上,更优选高30.0℃以上。通过使熔点差(tm1-tm2)为24.0℃以上,不仅能够提高第一层的耐热性,并且使第二层在低温下熔融,从而提高热封性。所述熔点差范围的上限没有特别限定,例如可为50.0℃以下。值得注意的是,本发明中,层的熔点是依据jis k 7121-1987,利用dsc法,在升温速度为10℃/分钟的条件下进行测定的值。
[0048]
第一层的熔点tm1只要比第二层的熔点tm2高24.0℃以上即可,没有特别限定,从能够以更高的温度进行热封的观点出发,tm1优选为130.0℃以上,更优选为132.0℃以上,进一步优选为135.0℃以上。
[0049]
从提升热封时对第二层的导热性的观点出发,第一层的厚度优选为40μm以下,更优选为30μm以下。第一层的厚度范围的下限没有特别限定,例如可为1μm以上。另外,从提升热封时对第二层的导热性及提升粘结性的观点出发,相对于层叠体整体的厚度100%,第一层的厚度的比率优选为10%~50%,更优选为15%~45%。进一步优选为20%~40%。
[0050]
除了第一聚乙烯以外,第一层还可以含有例如润滑剂、抗氧化剂、防粘连剂等通常用于聚乙烯系膜的添加剂作为树脂以外的其他成分。但是,相对于第一层100质量%,第一聚乙烯的质量的比率优选为90质量%以上,更优选为95质量%以上,进一步优选为99质量%以上,特别优选为100质量%,也就是说,特别优选第一层由第一聚乙烯构成。
[0051]
第一层的表面可以使用能够在再生工序中去除的油墨施加印刷。
[0052]
(第二层)
[0053]
本发明所涉及的第二层仅含有第二聚乙烯作为树脂。也就是说,第二层所含有的树脂全部为第二聚乙烯,第二层不含第二聚乙烯以外的其他树脂。值得注意的是,第二聚乙烯也可以含有多种聚乙烯。另外,第二聚乙烯可以是与第一聚乙烯种类不同的聚乙烯,也可以是同种聚乙烯。
[0054]
作为第二聚乙烯,例如可列举:高密度聚乙烯(hdpe)、中密度聚乙烯(mdpe)、线性低密度聚乙烯(lldpe)、低密度聚乙烯(ldpe)、乙烯-α-烯烃共聚物等。第二聚乙烯可以含有这些聚乙烯中的一种,也可以含有两种以上。从具有低熔点的观点出发,其中优选为线性低密度聚乙烯(lldpe)。在第二聚乙烯包含lldpe的情况下,相对于第二聚乙烯100质量%,lldpe的质量的比率优选为50%以上,更优选为70%以上。另外,第二聚乙烯可以由lldpe组成,也可以由lldpe和ldpe组成。在第二聚乙烯由lldpe和ldpe组成的情况下,lldpe和ldpe的质量比率优选为lldpe/ldpe=50~90/50~10。通过使第二聚乙烯除了lldpe以外还含有ldpe,熔融张力提高,因此成形加工性提高。另外,第二聚乙烯可以来自石油原料、来自植物原料,还可以是它们的混合物。另外,第二聚乙烯也可以含有再生材料。
[0055]
第二层优选为第二聚乙烯的未拉伸膜。通过未对第二聚乙烯进行拉伸,能够使第二层的熔点降低。
[0056]
第二层的熔点tm2只要比第一层的熔点tm1低24.0℃以上即可,没有特别限定,从能够以更低的温度充分地熔融,获得高密封强度的观点出发,tm2优选为115.0℃以下,更优选为110.0℃以下,进一步优选为107.0℃以下
[0057]
从热封时能够充分粘结的观点出发,第二层的厚度优选为50μm以上,更优选为60μm以上。第二层的厚度范围的上限没有特别限定,例如可为400μm以下。从提升热封时对第二
层的导热性及提升粘结性的观点出发,相对于层叠体整体的厚度100%,第二层的厚度的比率优选为50%~90%,更优选为55%~85%,进一步优选为60%~80%。
[0058]
从提升热封时对第二层的导热性及提升粘结性的观点出发,相对于第一层和第二层的总厚度100%,第二层的厚度的比率优选为50%~90%,更优选为55%~85%,进一步优选为60%~80%。
[0059]
第二层除了第二聚乙烯以外,还可以含有例如润滑剂、抗氧化剂、防粘连剂等通常用于聚乙烯系膜的添加剂作为树脂以外的其他成分。但是,相对于第二层100质量%,第二聚乙烯的质量的比率优选为90质量%以上,更优选为95质量%以上,进一步优选为99质量%以上,特别优选为100质量%,也就是说,特别优选第二层由第二聚乙烯构成。
[0060]
(再生层)
[0061]
从环保的观点出发,除了所述第一层及所述第二层以外,本发明所涉及的层叠体优选还包含本发明所涉及的层叠体的再生层。该再生层例如可以通过如下方式进行制造:将在本发明所涉及的层叠体及使用该层叠体制造而成的包装袋的制造过程中产生的边角料或次品、上市后被使用过的层叠体或包装袋进行粉碎、清洗、再熔融挤出,并成形为膜状。
[0062]
从再利用层叠体时提高再生品的纯度的观点出发,相对于再生层所含有的全部树脂100质量%,再生层所含有的聚乙烯的质量的比率优选为90质量%以上,更优选为99质量%以上。
[0063]
再生层的厚度没有特别限定,优选为2~400μm,更优选为10~200μm。相对于层叠体整体的厚度100%,再生层的厚度的比率优选为1%~99%,更优选为10%~90%。
[0064]
值得注意的是,层叠体所含有的层为再生层可以通过例如具有2种以上的玻璃转化温度或熔点、或者含有粘结剂等进行判断。玻璃转化温度、熔点可以通过dsc(differential scanning calorimetry)法来确认。粘结剂的有无可以通过ir(infrared spectroscopy,红外光谱)等化学分析来确认。
[0065]
(粘结层)
[0066]
本发明所涉及的层叠体可以任意地包含粘结层,所述粘结层用以粘结构成层叠体的各层。例如,在第一层为拉伸膜的情况下,膜状的第一层和其他层可以介由粘结层彼此粘结。作为粘结层所含有的粘结剂,例如可列举聚氨酯系、酸改性聚烯烃系、聚酯系、聚醚系、聚酰胺系的粘结剂等。粘结层可以含有一种这些粘结剂,也可以含有两种以上。
[0067]
粘结层的厚度没有特别限定,例如可为0.1~10μm。另外,相对于层叠体整体的厚度100%,粘结层的厚度的比率例如可为0.01%~10%。值得注意的是,在层叠体具有多层粘结层的情况下,所述比率表示相对于层叠体整体的厚度100%,所有粘结层的厚度的合计比率。另外,从再利用层叠体时提高再生品的纯度的观点出发,优选粘结层的厚度较薄,更优选为不设置粘结层。
[0068]
(层叠体的物性)
[0069]
本发明所涉及的层叠体的穿刺强度优选为5n以上,更优选为6n以上,进一步优选为6.5n以上。通过使穿刺强度处于所述范围内,特别是在使用该层叠体制造储存液体用包装袋的情况下,耐针孔性高,能够充分抑制漏液。该穿刺强度的范围的上限没有特别限定。穿刺强度依据jis z 1707(1997)进行测定,测定数n=3,将平均值作为测定值。
[0070]
(层叠体的制造方法)
[0071]
本发明所涉及的层叠体的制造方法没有特别限定,例如可以通过将构成第一层的材料、构成第二层的材料、及根据需要的再生层等其他层的材料进行共挤出而制造。另外,在第一层为拉伸膜的情况下,例如可以通过将第一层的膜、第二层的膜、及根据需要的再生层等其他层介由所述粘结层进行粘结而制造。
[0072]
[包装袋]
[0073]
本发明所涉及的包装袋包括本发明的层叠体。本发明所涉及的包装袋可以由本发明所涉及的层叠体构成。本发明所涉及的包装袋可以通过将本发明所涉及的层叠体的第二层作为粘结面进行热封来形成,由于能够在高温下进行热封,所以具有高密封强度。因此,例如在包装袋的内部填充了液体的情况下,也能够抑制漏液。另外,即便使密封棒与层叠体的第一层的表面接触并在高温下进行热封,也抑制了其表面的熔融,因此包装袋的外观良好。另外,由于该包装袋由本发明所涉及的层叠体构成,所以适合再利用。特别是在第一层为拉伸膜的情况下,由于具有高耐针孔性,因此适宜作为储存液体用包装袋。
[0074]
作为本发明所涉及的储存液体用包装袋的一个实例,图3中示出液体用替换装袋子的例子。图3所示的液体用替换装袋子具有主体部5和底部6。主体部5是由2张本发明所涉及的层叠体构成,底部6是由1张本发明所涉及的层叠体构成。通过对构成主体部5的2张层叠体进行热封,形成了侧封7及顶封9。另外,通过将构成主体部5的2张层叠体和构成底部6的1张层叠体进行热封,形成了底封8。在主体部5上部的一角设置有朝上方突出的管嘴部10。管嘴部10设置有撕裂线11,通过在撕裂线11处撕开管嘴部10的前端部分12来拆封,形成将内容物取出的注出口。将该注出口插入到塑料瓶或玻璃瓶等其他容器的注入口,倾斜替换装袋子,由此能够将内容物注入到其他容器内。作为液体用替换装袋的内容物,例如可列举洗涤剂、漂白剂、柔顺剂、洗衣用浆粉、洗发水、护发素、化妆品、除臭剂等。
[0075]
[包装袋的制造方法]
[0076]
本发明所涉及的包装袋的制造方法包括对本发明所涉及的层叠体进行热封的工序。利用该方法使用本发明所涉及的层叠体来制造包装袋,因此可以获得热封性优异、密封部具有高密封强度的包装袋。另外,由于能够在热封时抑制表面熔融,所以可以获得外观良好的包装袋。
[0077]
以下示出本发明所涉及的包装袋的制造方法的一个实例。首先,准备两张本发明所涉及的层叠体,以使第二层彼此对向的方式将两张层叠体重叠。接着,将设定为预定温度的密封棒抵在与密封部相对应的第一层表面。对层叠体进行热封时的温度虽然也取决于第一层的熔点tm1,但从使第二层充分熔融,获得高密封强度的观点出发,热封温度优选为130℃以上,更优选为145℃以上,进一步优选为160℃以上。形成密封部时可以留下一边用来填充内容物。由此可以获得包装袋。然后,从保留的开口一边填充内容物,并将该边热封,由此获得填充有内容物的包装袋。
[0078]
实施例
[0079]
以下,基于实施例对本发明更具体地进行说明,但本发明不受这些实施例限定。层的熔点、密封上限温度、密封强度、及穿刺强度可利用以下的方法测得。
[0080]
[层的熔点]
[0081]
各层的熔点依据jis k 7121-1987,利用dsc(perkinelmer公司制造),在升温速度为10℃/分钟的条件下进行测定。在观测到多个峰时,将吸热量最大的主峰作为熔点。
[0082]
[密封上限温度]
[0083]
以使第二层彼此对向的方式将两张层叠体重叠,将设定为预定温度的密封棒抵至第一层,由此进行了热封。此时,将可以在第一层的表面不熔融的情况下密封的极限温度作为密封上限温度。第一层的表面有无熔融通过目视进行确认。
[0084]
[密封强度]
[0085]
密封强度依据jis z 0238(1998),利用autograph(岛津制作所制造)在拉伸速度300mm/min、试片宽度15mm下进行测定。
[0086]
[穿刺强度]
[0087]
层叠体的穿刺强度依据jis z 1707(1997)进行测定。测定数n=3,将平均值作为测定值。
[0088]
[实施例1]
[0089]
制作图1所示的层叠体,所述层叠体由第一层1和第二层2通过粘结层3粘结而成。具体来说,分别准备作为第一层的单轴拉伸hdpe膜(熔点:139.0℃、厚度:25μm)、作为第二层的未拉伸lldpe膜(熔点:107.0℃、厚度:60μm)。使用聚氨酯系粘结剂(涂布量3.5g/m2)将该第一层与该第二层干式层压,由此获得层叠体。利用所述方法测定第一层及第二层的熔点、密封上限温度、密封强度、及穿刺强度。将结果示于表1。
[0090]
[实施例2]
[0091]
使用单轴拉伸hdpe膜(熔点:132.2℃、厚度:25μm)作为第一层。除此以外,与实施例1同样地制作层叠体,并进行评价。将结果示于表1。
[0092]
[实施例3]
[0093]
使用单轴拉伸hdpe膜(熔点:132.2℃、厚度:30μm)作为第一层。除此以外,与实施例1同样地制作层叠体,并进行评价。将结果示于表1。
[0094]
[实施例4]
[0095]
制作图2所示的层叠体,所述层叠体由第一层1与再生层4、第二层2与再生层4分别用粘结层3粘结而成。利用塑料粉碎机将下述实施例6中制得的包装袋粉碎。将该粉碎物供给到附带造粒设备的双螺杆挤出机(料筒设定温度:240℃),进行再造粒。进一步,将该再造颗粒供给到附带t型模头(300mm宽)及卷膜设备的单螺杆挤出机(t型模头及料筒设定温度:255℃),制造厚度为30μm的再生膜。
[0096]
然后,将以lldpe/ldpe=7/3的质量比混合lldpe树脂(mfr:0.8g/min)和ldpe树脂(mfr:2.0g/min)而成的共混颗粒供给到附带t型模头(300mm宽)及卷膜设备的单螺杆挤出机(t型模头及料筒设定温度:200℃),制造厚度为30μm的作为第二层的膜。该膜的熔点为107.0℃。
[0097]
进一步,为了形成将作为再生层的所述再生膜夹在实施例2中使用的第一层和所述成为第二层的膜之间的结构,使用聚氨酯系粘结剂(涂布量3.5g/m2)对这些膜进行干式层压,从而获得层叠体。
[0098]
[比较例1]
[0099]
使用未拉伸hdpe膜(熔点:130.6℃、厚度:30μm)作为第一层。除此以外,与实施例1同样地制作层叠体,并进行评价。将结果示于表1。
[0100]
[比较例2]
[0101]
使用未拉伸hdpe膜(熔点:128.9℃、厚度:40μm)作为第一层。除此以外,与实施例1同样地制作层叠体,并进行评价。将结果示于表1。
[0102]
[表1]
[0103][0104]
如表1所示,在第一层的熔点tm1与第二层的熔点tm2的差(tm1-tm2)为24.0℃以上的实施例1~4中,密封上限温度高,热封时第二层充分地熔融,所以密封强度高。另外,由于第一层使用的是拉伸膜,所以穿刺强度高。另一方面,在熔点差(tm1-tm2)小于24.0℃的比较例1、2中,与实施例1~4相比,密封上限温度低,密封强度低。另外,由于第一层使用的是未拉伸膜,所以穿刺强度比实施例1~4低。值得注意的是,第一层和第二层的类型一栏中,树脂种类表示作为主成分而含有的树脂的种类。
[0105]
[实施例5]
[0106]
使用实施例1中制得的层叠体,制作一边开口的包装袋(130mm
×
213mm)。具体来说,准备两张实施例1中制得的层叠体,以使第二层彼此对向的方式将两张层叠体重叠。接着,将设定为180℃的密封棒抵至与密封部对应的第一层表面。形成密封部,留下一边用来填充内容物。由此获得了包装袋。其后,从保留的开口一边填充300g水作为内容物,将该边同样地以180℃进行热封,由此制造填充有内容物的包装袋。即便使该填充有内容物的包装袋以与地面平行的姿势从100cm的高度落下5次,也没有发生包装袋破裂。
[0107]
[实施例6]
[0108]
使用实施例2中制得的层叠体作为层叠体,除将密封棒的设定温度变更为155℃以外,与实施例5同样地制作填充有内容物的包装袋。即便使该填充有内容物的包装袋以与地面平行的姿势从100cm的高度落下5次,也没有发生包装袋破裂。
[0109]
[实施例7]
[0110]
使用实施例3中制得的层叠体作为层叠体,除将密封棒的设定温度变更为155℃以外,与实施例5同样地制作填充有内容物的包装袋。即便使该填充有内容物的包装袋以与地面平行的姿势从100cm的高度落下5次,也没有发生包装袋破裂。
[0111]
[实施例8]
[0112]
使用实施例4中制得的层叠体作为层叠体,除将密封棒的设定温度变更为155℃以外,与实施例5同样地制作填充有内容物的包装袋。即便使该填充有内容物的包装袋以与地
面平行的姿势从100cm的高度落下5次,也没有发生包装袋破裂。
[0113]
[比较例3]
[0114]
使用比较例1中制得的层叠体作为层叠体,除将密封棒的设定温度变更为135℃以外,与实施例5同样地制作填充有内容物的包装袋。使该填充有内容物的包装袋以与地面平行的姿态从100cm的高度落下5次,结果包装袋破裂。
[0115]
[比较例4]
[0116]
使用比较例2中制得的层叠体作为层叠体,除将密封棒的设定温度变更为135℃以外,与实施例5同样地制作填充有内容物的包装袋。使该填充有内容物的包装袋以与地面平行的姿势从100cm的高度落下5次,结果包装袋破裂。
[0117]
[符号的说明]
[0118]1ꢀꢀ
第一层
[0119]2ꢀꢀ
第二层
[0120]3ꢀꢀ
粘结层
[0121]4ꢀꢀ
再生层
[0122]5ꢀꢀ
主体部
[0123]6ꢀꢀ
底部
[0124]7ꢀꢀ
侧封
[0125]8ꢀꢀ
底封
[0126]9ꢀꢀ
顶封
[0127]
10 管嘴部
[0128]
11 撕裂线
[0129]
12 前端部分。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1