薄膜复合设备及其复合工艺的制作方法
1.本发明涉及薄膜复合技术领域,尤其涉及一种薄膜无拉伸的复合设备及其复合工艺。
背景技术:
2.传统的pvc印刷彩膜与耐磨层之间的复合通常采用热复合工艺。在复合的过程中,由于受热和张力的影响,印刷彩膜会有5
‑
10%的拉伸,图案受拉伸的影响,颜色会产生变化,批次之间颜色不易把控,尤其是对花的彩膜,拉伸的不定性容易导致对花偏差,难以实现精准对花。此外,在复合过程中一旦出现气泡和褶皱无法消除,容易出现薄膜断裂等缺陷。而且,由于数码打印膜所采用的打印油墨与印刷彩膜不同,数码打印膜无法与耐磨层直接复合。
技术实现要素:
3.本发明针对上述问题,提出了一种薄膜无拉伸、气泡和褶皱可以在线展平消除且适用于数码打印膜和耐磨层复合的薄膜复合设备及其复合工艺。
4.本发明采取的技术方案如下:本发明提供一种薄膜复合设备,包括依次排布的用于第一膜层放卷的第一放卷装置、用于第二膜层放卷的第二放卷装置、用于涂覆uv胶的涂胶装置、以及用于第一膜层和第二膜层复合形成复合膜的压合装置、uv固化装置和收卷装置。第一膜层依次绕卷于所述第一放卷装置上,第二膜层绕卷于所述第二放卷装置和所述涂胶装置上,复合膜依次绕卷于所述压合装置、所述uv固化装置和所述收卷装置上。其中,所述uv固化装置包括展平辊、第一导向辊以及uv灯,所述展平辊位于所述第一导向辊的前侧,所述uv灯与所述第一导向辊正对。
5.第一膜层和第二膜层之间通过uv胶和uv灯相配合复合并固化,相对于热复合工艺,uv胶固化可以采用led冷光源固化,第一膜层和第二膜层不会产生任何拉伸,对花更精准。uv灯照射uv胶固化为瞬间固化,固化速度快,生产效率高,且能够适用于传统的pvc印刷彩膜和数码打印膜,适用范围更广。
6.由于第一膜层和第二膜层在复合过程中在拉伸应力的作用下,复合膜可能会产生褶皱或存在气泡的问题,第一导向辊之前设置展平辊,在uv胶水固化之前无粘性,可以进一步消除褶皱和气泡。而且,展平辊和第一导向辊之间的距离相对较近,可以避免拉伸距离过大导致的褶皱问题。
7.可选地,所述第一放卷装置和所述第二放卷装置均包括机架、以及设置于所述机架上的两个气胀辊、一个第一胶辊和一个第二导向辊,所述第一胶辊和所述第二导向辊位于两个所述气胀辊的中间下方位置,所述第一胶辊通过推板铰接于机架上,所述推板连接有驱动所述第一胶辊靠近或远离所述第二导向辊的气缸。
8.气胀辊是经过高压充气后表面可以突起,放气后表面部份迅速缩回的辊轴,进而锁紧放置于其上的膜卷。第一胶辊为用于涂覆胶水的辊轴。第二导向辊作导向用,同时可以
与第一胶辊配合压接两个膜卷上的膜接头,使其粘接在一起。
9.气胀辊的数量为两个,分别放置两卷待复合的薄膜,其中一个膜卷用完后,通过气缸驱动第一胶辊接合两个膜卷的接头,使得不同膜卷上的薄膜能够粘接起来,保证薄膜复合的连续化生产。
10.机架上还设有用于薄膜展平和导向的张力辊,以便各部件和各装置之间薄膜的顺畅运动。
11.可选地,所述涂胶装置包括胶槽、第二胶辊、压辊以及调节组件。第二胶辊通过轴承转动设置于所述胶槽内。压辊与所述第二胶辊正对设置。调节组件与所述压辊连接,并控制所述压辊往靠近或远离所述第二胶辊的方向运动。
12.通过调节组件可以调整压辊和第二胶辊之间的间距。第二膜层运动时可以连动第二胶辊和压辊的转动,第二胶辊通过转动能够均匀地在其表面粘附胶水。具体地,调节组件可以是用手转动控制的结构,可以针对不同膜层厚度调整,以便通过压辊将第二膜层压向第二胶辊处均匀涂胶,且第二膜层能够顺畅运动。
13.胶槽的长度与第二胶辊的长度适配,胶槽的宽度大于第二胶辊的直径。胶槽的宽度可以为第二胶辊直径的1.5
‑
2.5倍。第二胶辊设置于胶槽的靠近第二放卷装置的一侧,第二膜层在往压合装置方向运动时,由于惯性的作用以及胶水的重力作用下,会有部分胶水下滴,而胶槽可以承接住下滴的胶水。
14.可选地,所述涂胶装置还包括固定座、升降杆、旋转关节、安装座、水平杆以及刮胶刀,所述固定座沿竖直方向设置,所述升降杆与所述固定座滑动配合,所述安装座沿水平方向设置,所述水平杆与所述安装座滑动配合,所述旋转关节包括两个相互铰接的连接臂,两个所述连接臂分别连接所述升降杆和所述安装座,所述刮胶刀设于所述水平杆上,且所述刮胶刀朝向所述第二胶辊设置。
15.刮胶刀能够在竖直方向、水平方向以及圆周方向进行调整,使得刮胶刀能够刮匀第二胶辊上的胶水,或刮除第二胶辊上多余的胶水。
16.固定座上还可以设置有驱动轮,驱动轮和升降杆通过啮合齿啮合传动,结构紧凑,传动精准。
17.可选地,所述压合装置包括压合第一膜层和第二膜层的压合辊组、绕卷第一膜层的第一牵引辊以及绕卷第二膜层的第二牵引辊,所述第一牵引辊和所述第二牵引辊的角速度相等,且所述第一牵引辊和所述第二牵引辊相互对齐。
18.即第一牵引辊的两端分别与第二牵引辊的两端对齐,在压合之前,可以对第一膜层和第二膜层起到对正作用,以保证后续的压合质量。第一牵引辊和第二牵引辊的角速度相等,保证第一膜层和第二膜层复合的表面平整无褶皱。
19.可选地,所述第二牵引辊在竖直方向上的位置比所述第二胶辊高。其中,复合时第二膜层位于上层,第一膜层位于下层,涂胶装置在第二膜层的下侧面涂覆uv胶。绕卷在第二牵引辊和第二胶辊上的涂覆有胶水的第二膜层往第二胶辊的方向倾斜,第二膜层上的胶水能够沿着第二膜层流回至胶槽内。
20.可选地,所述压合辊组包括沿竖直方向上下布设的第一压合辊和第二压合辊,所述第二压合辊的直径大于所述第一压合辊的直径。
21.第一压合辊和第二压合辊的直径不同,从而导致该处两个压合辊表面具有不同的
线速度,因此这两个配对工作的压合辊对复合膜的挤压效果更好。此外,第二压合辊的直径大于第一压合辊,压合结构更稳定。
22.收卷装置上设置有多组展平辊,可以压实复合膜。收卷装置上还设有气动控制的裁切机构,裁切机构正对收卷装置上的收卷辊,满卷时切断复合膜,方便下卷。
23.本发明还提供一种上述的薄膜复合设备的复合工艺,包括以下步骤:
24.通过第一放卷装置对第一膜层进行放卷,同时通过第二放卷装置对第二膜层进行放卷;
25.采用涂胶装置对第二膜层涂覆uv胶;
26.通过角速度相等的第一牵引辊和第二牵引辊分别将第一膜层和第二膜层牵引至压合装置压合成复合膜;
27.复合膜经展平辊压实并展平,然后被牵引至第一导辊处,uv灯照射并固化复合膜中的uv胶;
28.固化后通过导辊牵引至收卷装置上,并收卷。
29.本发明的有益效果是:本发明提供的薄膜符合设备及其符合工艺,第一膜层和第二膜层之间通过uv胶和uv灯相配合复合并固化,相对于热复合工艺,uv胶固化可以采用led冷光源固化,第一膜层和第二膜层不会产生任何拉伸,对花更精准。uv灯照射uv胶固化为瞬间固化,固化速度快,生产效率高,且能够适用于传统的pvc印刷彩膜和数码打印膜,适用范围更广。此外,由于第一膜层和第二膜层在复合过程中在拉伸应力的作用下,复合膜可能会产生褶皱或存在气泡的问题,第一导向辊之前设置展平辊,在uv胶水固化之前无粘性,可以进一步消除褶皱和气泡。而且,展平辊和第一导向辊之间的距离相对较近,可以避免拉伸距离过大导致的褶皱问题。
附图说明
30.图1是本发明实施例的薄膜复合设备的结构示意图;
31.图2是本发明实施例的薄膜复合设备的部分结构示意图;
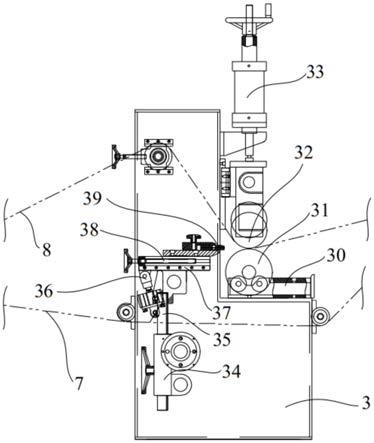
32.图3是本发明实施例的压合装置的结构示意图;
33.图4是本发明实施例的展平辊的辊轴上纹路的结构示意图。
具体实施方式
34.下面结合各附图,通过具体实施例,对本发明进行详细、完整的描述。
35.请参考图1
‑
3所示,本发明提供一种薄膜复合设备,包括依次排布的第一放卷装置1、第二放卷装置2、涂胶装置3、压合装置4、uv固化装置5和收卷装置6。第一膜层7可以为耐磨层,第二膜层8可以为彩膜层。
36.第一膜层7依次绕卷于第一放卷装置1上。第二膜层8绕卷于第二放卷装置2和涂胶装置3上。复合膜9依次绕卷于压合装置4、uv固化装置5和收卷装置6上。具体地,复合时第二膜层8位于上层,第一膜层7位于下层,涂胶装置3在第二膜层8的下侧面涂覆uv胶。
37.第一放卷装置1用于第一膜层7的放卷。第二放卷装置2用于第二膜层8的放卷。涂胶装置3用于在第二膜层8的表面涂覆uv胶。压合装置4将第一膜层7和第二膜层8压实复合形成复合膜9。uv固化装置5将复合膜9中的uv胶固化,使得第一膜层7和第二膜层8紧密地粘
附在一起。固化后的复合膜9通过收卷装置6卷成卷。
38.其中,uv固化装置5包括展平辊51、第一导向辊52以及uv灯53,展平辊51位于第一导向辊52的前侧,uv灯53与第一导向辊52正对。
39.展平辊51包括两个相互配合压实的辊轴,第一导向辊52的数量为四个,uv灯53的数量为两个。四个第一导向辊52沿复合膜9的复合运动方向布设,展平辊51位于四个第一导向辊52的前侧,两个uv灯53与其中两个第一导向辊52正对,且这两个第一导向辊52上绕卷的复合膜9的uv胶固化面与uv灯53正对。四个第一导向辊52沿水平方向上下交错排列设置,相邻两个导向辊之间的间距为40cm,使得复合膜在整个固化过程中一直处于紧绷状态。请参考图4所示,展平辊51的辊轴上设有交叉缠绕螺旋形的双向纹路,使得展平辊51在膜层保持稳定张力的时候,可以将膜往两边受力展平。其中,展平辊中的上下两个辊轴上的纹路形状和方向相对应,使得第一膜层7和第二膜层8展平程度一致。
40.uv胶的型号为广东希贵光固化材料有限公司的m
‑
g013
‑
mx1,其在自然光条件下不会发生固化,只会在无氧环境下,并通过led uv光源照射才会完全固化。
41.其中,两个uv灯的型号相同,第一uv灯(靠近展平辊的uv灯)能量低于第二uv灯(靠近收卷装置的uv灯)能量。具体地,第一uv灯的uva能量为80~160mj/cm2,uvv能量为600~1000mj/cm2。具体地,第一uv灯uva能量不能超过160mj/cm2,uvv能量不能超过1000mj/cm2,uv胶在此能量下未完全固化,还具有一定韧性,在运动过程中还可以展平,从而消除褶皱;但是,第一uv灯uva能量不能少于80mj/cm2,uvv能量不能小于600mj/cm2,以避免固化能量过小使得uv胶流动性过大。第二uv灯照射的波长为395nm,uva能量为280~400mj/cm2,功率为750mw/cm2;uvv能量为1200~2115mj/cm2,功率775mw/cm2,使得uv胶能够完全固化。
42.第一放卷装置1和第二放卷装置2均包括机架11、以及设置于机架11上的两个气胀辊12、一个第一胶辊13和一个第二导向辊14,第一胶辊13和第二导向辊14位于两个气胀辊12的中间下方位置,第一胶辊13通过推板铰接于机架11上,推板连接有驱动第一胶辊13靠近或远离第二导向辊14的气缸15。
43.两个气胀辊12分别放置两卷待复合的薄膜,其中一个膜卷用完后,通过气缸15驱动第一胶辊13接合两个膜卷的接头,使得不同膜卷上的薄膜能够粘接起来,保证薄膜复合的连续化生产。
44.其中,第一胶辊13和第二导向辊14之间的间隙与气胀辊12上膜卷的圆周切线方向正对,以便膜卷接头伸入第一胶辊13和第二导向辊14之间进行接合操作。两个气胀辊12的相向转动,使得两个膜卷均往第一胶辊13和第二导向辊14之间的间隙方向运动,便于接合。
45.机架11上还设有用于薄膜展平和导向的张力辊16,以便各部件和各装置之间薄膜的顺畅运动。
46.涂胶装置3包括胶槽30、第二胶辊31、压辊32和调节组件33。第二胶辊31通过轴承转动设置于胶槽30内。压辊32与第二胶辊31正对设置。调节组件33与压辊32连接,通过调节组件33可以调整压辊32和第二胶辊31之间的间距。
47.涂胶装置3还包括固定座34、升降杆35、旋转关节36、安装座37、水平杆38以及刮胶刀39,固定座34沿竖直方向设置,升降杆35与固定座34滑动配合,安装座37沿水平方向设置,水平杆38与安装座37滑动配合,旋转关节36包括两个相互铰接的连接臂,两个连接臂分别连接升降杆35和安装座37,刮胶刀39设于水平杆38上,且刮胶刀39朝向第二胶辊31设置。
刮胶刀39能够在竖直方向、水平方向以及圆周方向进行调整,使得刮胶刀39能够刮匀第二胶辊31上的胶水,或刮除第二胶辊31上多余的胶水。
48.其中,第二胶辊31的表面设有雕刻网纹路,第二胶辊31在胶槽30内转动时,表面的网纹可以增大第二胶辊31的挂胶量,然后通过刮胶刀39将多余的胶水刮掉。但是,如果网纹的纹路过深,刮胶刀39挂第二胶辊31表面的胶水时会损坏第二胶辊31,使得第二胶辊31的使用寿命很短;而第二胶辊31的表面光滑(即第二胶辊31的表面不雕刻网纹)时,虽然可以保证刮胶刀39的使用寿命,使用刮胶刀39刮第二胶辊31的表面会导致无涂布量,而不使用刮胶刀39则无法去除气泡。具体地,第二胶辊31表面的网纹深度为0.02
‑
0.04mm,由于网纹深度较浅,胶水中的气泡能够突出于网纹凹槽,当刮胶刀39刮第二胶辊31表面时,能够很好地去除气泡,同时能够在不损坏第二胶辊31的前提下,能够尽可能地增大第二胶辊31的挂胶量。当网纹的纹路为180目时,涂胶量为3
‑
5g/m2;当网纹的纹路为120目时,涂胶量为8
‑
10g/m2。此外,由于第二胶辊31的转动,会将空气带入胶水内,因此胶槽30内的胶水长时间循环使用后会产生一定量的小气泡,小气泡会随涂胶水转移到第二胶辊31上,通过刮胶刀30刮第二胶辊31表面的网纹,可以把胶水中的小气泡刮除。
49.压合装置4包括压合第一膜层7和第二膜层8的压合辊组43、绕卷第一膜层7的第一牵引辊41以及绕卷第二膜层8的第二牵引辊42,第一牵引辊41和第二牵引辊42的角速度相等,且第一牵引辊41和第二牵引辊42相互对齐,即第一牵引辊41的两端分别与第二牵引辊42的两端对齐,在压合之前,可以对第一膜层7和第二膜层8起到对正作用,以保证后续的压合质量。第一牵引辊41和第二牵引辊42的角速度相等。
50.第二牵引辊42在竖直方向上的位置比第二胶辊31高,使得第二膜层8上的胶水能够沿着第二膜层8流回至胶槽30内。
51.压合辊组43包括沿竖直方向上下布设的第一压合辊和第二压合辊,第二压合辊的直径大于第一压合辊的直径,两个压合辊表面具有不同的线速度,因此这两个配对工作的压合辊对复合膜9的挤压效果更好。
52.收卷装置6上设置有多组展平辊51,可以压实复合膜9。收卷装置6上还设有气动控制的裁切机构61,裁切机构61正对收卷装置6上的收卷辊,满卷时切断复合膜9,方便下卷。
53.请参考图1
‑
4所示,本发明还提供一种上述的薄膜复合设备的复合工艺,包括以下步骤:
54.通过第一放卷装置1对第一膜层7进行放卷,同时通过第二放卷装置2对第二膜层8进行放卷;
55.采用涂胶装置3对第二膜层8涂覆uv胶;
56.通过角速度相等的第一牵引辊41和第二牵引辊42分别将第一膜层7和第二膜层8牵引至压合装置4压合成复合膜9;
57.复合膜9经展平辊51压实并展平,然后被牵引至第一导辊处,uv灯53照射并固化复合膜9中的uv胶;
58.固化后通过导辊牵引至收卷装置6上,并收卷。
59.实施例1:
60.采用传统的热复合工艺进行数码打印的pvc彩膜层与耐磨层薄膜复合,具体的复合条件如下:钢辊温度为180℃,彩膜层的膜厚度为0.07mm,彩膜层的膜张力6n;耐磨层的膜
厚度为0.15mm,耐磨层的膜张力8n。且在复合生产速度30米/min,在生产300米复合膜时,产生直径大于2mm的气泡8个,小于2mm的气泡32个,褶皱3道,膜收缩达7.8%。
61.实施例2:
62.采用本技术实施例的薄膜复合设备进行数码打印的pvc彩膜层与耐磨层薄膜复合,具体的复合条件如下:uv胶水型号m
‑
g013
‑
mx1,彩膜层的膜厚度为0.07mm,彩膜层的膜张力6n;耐磨层的膜厚度为0.15mm,耐磨层的膜张力8n,第二胶辊的网纹120目,涂胶量10g/m2,温度32℃,第一uv灯的uva能量为120mj/cm2,功率为300mw/cm2;uvv能量为800mj/cm2,功率300mw/cm2;第二uv灯的uva能量为280mj/cm2,功率450mw/cm2;uvv能量为1200mj/cm2,功率470mw/cm2。且在复合生产速度50米/min,生产300米复合膜时,产生直径大于2mm的气泡0个,小于2mm的气泡0个,褶皱0道,膜收缩0.08%。
63.实施例3:
64.与实施例2相比,不同之处在于:第二胶辊的网纹180目,涂胶量5g/m2。且在复合生产速度50米/min,生产300米复合膜时,产生直径大于2mm的气泡1个,小于2mm的气泡8个,褶皱0道,膜收缩0.08%。
65.实施例4:
66.与实施例2相比,不同之处在于:采用本技术实施例的薄膜复合设备进行油性墨水印刷的pvc彩膜层与耐磨层薄膜复合。且在复合生产速度50米/min,生产300米复合膜时,产生直径大于2mm的气泡0个,小于2mm的气泡0个,褶皱0道,膜收缩0.08%。
67.通过对比实施例1、实施例2、实施例3和实施例4可得,采用本技术的薄膜复合设备和复合工艺生产的复合膜,可以大大减少气泡和褶皱,且能够改善薄膜的收缩问题。此外,本技术的薄膜复合设备和复合工艺生产的复合膜,对于数码打印和油性墨水印刷的pvc彩膜层均适用。
68.以上仅为本发明的优选实施例,并非因此即限制本发明的专利保护范围,凡是运用本发明说明书及附图内容所作的等效结构变换,直接或间接运用在其他相关的技术领域,均同理包括在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1