不锈钢复合材料制品、不锈钢复合材料复合体及制备方法与流程
1.本技术涉及金属材料技术领域,更具体地说,涉及一种不锈钢复合材料制品及其制备方法和不锈钢复合材料复合体及其制备方法。
背景技术:
2.随着工业品等对材料强度、外观等物理化学性质要求的提高,传统不锈钢制品难以满足新的要求。因而需要将不锈钢与塑料等其他材料体结合形成不锈钢复合材料制品。
3.如何有效地解决不锈钢与塑胶等材料体结合强度差等问题,是目前本领域技术人员需要解决的问题。
技术实现要素:
4.有鉴于此,本技术的目的在于提供一种不锈钢复合材料制品及其制备方法和不锈钢复合材料复合体及其制备方法,以有效地解决不锈钢与塑胶等材料体结合强度差的问题。
5.为了达到上述目的,本技术提供如下技术方案:
6.一种不锈钢复合材料制品,包括:
7.金属层;
8.不锈钢层,所述不锈钢层与所述金属层连接,且所述不锈钢层的表面具有腐蚀层和微米孔,所述微米孔穿过所述腐蚀层,自所述腐蚀层向所述不锈钢层的内部延伸。
9.进一步地,上述不锈钢复合材料制品中,所述腐蚀层中包括若干不规则孔,至少部分相邻的所述不规则孔相互连通,所述不规则孔的孔径小于所述微米孔的孔径。
10.进一步地,上述不锈钢复合材料制品中,所述腐蚀层的厚度范围为10μm-30μm。
11.进一步地,上述不锈钢复合材料制品中,所述微米孔的孔径为r,所述r的范围为20μm≤r≤200μm。
12.进一步地,上述不锈钢复合材料制品中,所述微米孔的深度为h,所述h的范围为h≥300微米。
13.进一步地,上述不锈钢复合材料制品中,所述微米孔的孔密度为p,所述p的范围为30%≤p≤80%。
14.进一步地,上述不锈钢复合材料制品中,所述微米孔的孔壁具有沿所述微米孔的径向方向向所述不锈钢层的内部凸出的若干凸出部。
15.进一步地,上述不锈钢复合材料制品中,所述凸出部为盲孔,且所述凸出部的宽度由所述微米孔的孔壁向所述凸出部延伸的方向逐渐缩小。
16.进一步地,上述不锈钢复合材料制品中,所述金属层为铝层或铝合金层。
17.一种不锈钢复合材料复合体,包括:
18.不锈钢复合材料制品,所述不锈钢复合材料制品为上述任一种不锈钢复合材料制品;
19.材料体,成型于所述不锈钢复合材料制品的不锈钢层表面,所述材料体包括结合部,所述结合部设置于所述腐蚀层上及所述微米孔内,以使所述材料体与所述不锈钢复合材料制品结合。
20.进一步地,上述不锈钢复合材料复合体中,所述材料体包括塑胶、金属、陶瓷、玻璃及氧化物中的至少一种。
21.一种不锈钢复合材料制品的制备方法,包括:
22.将不锈钢复合材料基体进行一次电化学刻蚀,以在不锈钢复合材料基体的不锈钢层表面形成腐蚀层;
23.将具有所述腐蚀层的不锈钢复合材料基体进行二次电化学刻蚀,以形成自所述腐蚀层向所述不锈钢层的内部延伸的微米孔,所述微米孔贯穿所述腐蚀层。
24.进一步地,上述不锈钢复合材料制品的制备方法中,所述一次电化学刻蚀的刻蚀液为酸性刻蚀液,并采用恒电流密度控制模式且电流密度范围为3asd-15asd,刻蚀温度的范围为20℃-35℃,刻蚀反应时间的范围为5min-30min。
25.进一步地,上述不锈钢复合材料制品的制备方法中,所述酸性蚀刻液,按质量分数计,包括硫酸钠1%-5%、硝酸1.5%-5%、硫酸3%-10%、葡萄糖酸钠0.1%-0.5%、余量为水。
26.进一步地,上述不锈钢复合材料制品的制备方法中,所述二次电化学刻蚀采用恒电流密度控制模式,且电流密度范围为3asd-8asd,刻蚀温度范围为30℃-60℃,刻蚀反应时间范围为10min-30min。
27.进一步地,上述不锈钢复合材料制品的制备方法中,所述二次电化学刻蚀的蚀刻液,以质量分数计,包括有机溶剂20%-50%、硫酸2%-8%、柠檬酸1%-5%、氯化钠1%-5%、余量为水。
28.进一步地,上述不锈钢复合材料制品的制备方法中,所述有机溶剂为乙二醇、正丙醇、1-丁醇、1-氯-2-丁醇、三甲基甲醇、乙酸乙酯或乳酸等中的一种或多种。
29.一种不锈钢复合材料复合体的制备方法,包括:
30.采用如上述任一种不锈钢复合材料制品的制备方法制备不锈钢复合材料制品;
31.施加包含材料体的物质至所述不锈钢复合材料制品的不锈钢层的表面;
32.定型包含所述材料体的物质以形成不锈钢复合材料复合体。
33.应用本技术提供的不锈钢复合材料制品及其制备方法和不锈钢复合材料复合体及制备方法,首先通过以一次电化学刻蚀,在不对复合材料造成过腐蚀的同时,在不锈钢表面形成腐蚀层,进而提高了不锈钢表面粗糙度,有利于第二次电化学蚀刻在不锈钢表面造孔。而后,进而二次电化学刻蚀,以形成自腐蚀层向不锈钢层的内部延伸的微米孔,且微米孔贯穿腐蚀层。综上,通过两步电化学蚀刻,在不对复合材料造成过腐蚀的同时,在不锈钢表面形成腐蚀层与微米孔的双层粗糙结构,从而具有更多的限位结构以及结合路径,使得不锈钢与塑胶等材料体的结合能力更强。
附图说明
34.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本
申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
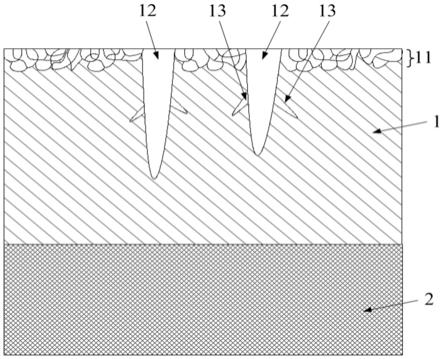
35.图1a为本技术一个具体实施例的不锈钢复合材料制品的结构示意图;
36.图1b为腐蚀层使用基恩士测试的厚度测试图;
37.图1c和图1d分别为本技术一个实施例中不锈钢复合材料制品在不同倍率基恩士下的形貌图;
38.图1e为本技术一个具体实施例的不锈钢复合材料复合体的结构示意图;
39.图2为本技术一个具体实施例的不锈钢复合材料制品的制备方法的流程示意图;
40.图3a和图3b分别为经一次电化学刻蚀后不锈钢表面在不同倍率基恩士下的形貌图;
41.图4a和图4b分别为本技术经一次和二次电化学刻蚀后不锈钢表面在不同倍率显微镜下的形貌图;
42.图5a和图5b分别为仅经二次电化学刻蚀后不锈钢表面在不同倍率基恩士下的形貌图;
43.图5c为仅经二次电化学刻蚀后不锈钢表面的切片形貌图;
44.图6为本技术一个具体实施例的不锈钢复合材料复合体的制备方法的流程示意图。
45.附图中标记如下:
46.不锈钢层1,腐蚀层11,微米孔12,凸出部13,金属层2,不锈钢复合材料制品10,材料体20,结合部21。
具体实施方式
47.本技术实施例公开了一种不锈钢复合材料制品及其制备方法和不锈钢复合材料复合体及其制备方法,以提升不锈钢与复合材料的结合强度。
48.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
49.在一个具体实施例中,请参阅图1a,本技术提供的不锈钢复合材料制品,包括金属层2和不锈钢层1。其中,金属层2具体可以为铝层或铝合金层,即不锈钢复合材料为钢铝复合材料。金属层2可以位于不锈钢层1的上表面或下表面。
50.不锈钢层1与金属层2连接,且不锈钢层1的表面具有腐蚀层11和微米孔12,微米孔12穿过腐蚀层11,自腐蚀层11向不锈钢层1的内部延伸。需要说明的是,此处的微米孔12,指孔径尺寸为微米级的孔。腐蚀层11即经腐蚀形成的结构,具体可以包括若干不规则的腐蚀孔。腐蚀层11及微米孔12形成双层粗糙结构,进而增大了不锈钢层1表面的限位结构及结合路径。
51.具体的,腐蚀层11中包括若干不规则孔,至少部分相邻的不规则孔相互连通,不规则孔的孔径小于微米孔12的孔径。由于腐蚀层11中有若干不规则孔且相互连通,则可在材料体成型时增加与材料体的结合面积,提升结合力。同时由于腐蚀层11的存在,使得微米孔
12更易形成。一方面,由于腐蚀层11中存在大量不规则孔,因而形成微米孔12的腐蚀液能够更充分地与不锈钢表面接触以长孔。同时,腐蚀层11改善了不锈钢表面因加工而导致局部应力集中从而使不锈钢表面难以腐蚀的问题,局部应力集中形成刀纹,刀纹处不易被腐蚀,而经过形成腐蚀层11,释放了应力,因而使微米孔12更易形成,且形成的微米孔12更均匀。
52.腐蚀层11的厚度范围具体为10μm-30μm,优选为15μm-25μm。具体请参阅图1b,图1b为腐蚀层使用基恩士测试的厚度测试图,其为不锈钢复合材料基体进行一次电化学刻蚀后的用基恩士拍摄的形貌图,也就是仅形成有腐蚀层11,未进一步形成微米孔12时的状态。由图1b可见,图中取第一点至第五点测量高度,其相对于基准面(未腐蚀的不锈钢层表面)z=0的高度分别为-10.52μm、-12.31μm、-10.96μm、-7.88μm、-9.25μm。
53.具体的,微米孔12的孔径为r,r的范围为20μm≤r≤200μm。孔径r的下限具体可以为22μm、33μm、52μm、67μm、73μm、86μm、98μm、112μm、126μm、146μm、156μm、172μm、189μm、198μm;孔径r的上限具体可以为23μm、35μm、61μm、71μm、82μm、93μm、110μm、132μm、151μm、163μm、185μm、199μm。其中,孔径r的下限和上限的选择需满足下限小于上限。
54.微米孔12的深度为h,h的范围为h≥300微米。孔深h的下限具体可以为301μm、310μm、320μm、330μm等。
55.微米孔12的孔密度为p,孔密度指不锈钢层1中微米孔12在不锈钢层1的表面的面积和不锈钢层1未被腐蚀前的总表面积的百分比,p的范围为30%≤p≤80%。孔密度p的下限可以为31%、36%、42%、53%、66%、78%,孔密度p的上限可以为35%、41%、51%、62%、71%、79%。其中,孔密度p的下限和上限的选择需满足下限小于上限。
56.请一并参阅图1a、图1c和图1d,微米孔12的孔壁具有沿微米孔12的径向方向向不锈钢层1的内部凸出的若干凸出部13。需要说明的是,此处沿微米孔12的径向方向凸出指在平行于不锈钢层11表面的截面上凸出部13沿在微米孔12的径向凸出即可。具体的,凸出部13为盲孔,且凸出部13的宽度由微米孔12的孔壁向凸出部13延伸的方向逐渐缩小。需要说明的是,凸出部13的宽度由微米孔12的孔壁向凸出部13延伸的方向逐渐缩小即凸出部13连接于微米孔12的孔壁的根部位置尺寸大,而远离根部的头端位置尺寸小,从而使得其整体呈刺状。也就是微米孔12的孔壁具有明显的倒刺结构,因而在与塑胶等材料体结合时,能够显著提高与材料体间的结合力,进而提高结合强度。具体的,微米孔12的孔壁相应具有不规则粗糙结构,则在与塑胶等材料体结合时,能够进一步提高与材料体间的结合力,进而提高结合强度。
57.微米孔12的孔密度更高、孔深更深、孔壁具有明显的由凸出部13形成的倒刺结构均有助于提高塑胶等注塑成型于不锈钢表面时灌入微米孔12内的塑胶量,进而增加金属与塑胶的结合面积,提升金属与塑胶的结合强度。
58.本技术还提供了一种不锈钢复合材料复合体,在一个具体实施例中,请一并参阅图1e,不锈钢复合材料复合体包括不锈钢复合材料制品10和材料体20。其中,不锈钢复合材料制品10为上述实施例中任意一种不锈钢复合材料制品10;材料体20成型于不锈钢复合材料制品的不锈钢层1表面,材料体20包括结合部21,结合部21设置于腐蚀层11及微米孔12内,以使材料体20与不锈钢复合材料制品结合。材料体20包括塑胶、金属、陶瓷、玻璃及氧化物中的至少一种。具体结合部21的形貌与成型方式及材料体的材料相关,此处不做具体限定。
59.本技术提供的不锈钢复合材料制品及不锈钢复合材料复合体,在不锈钢表面形成腐蚀层11与微米孔12的双层粗糙结构,从而具有更多的限位结构以及结合路径,使得不锈钢与塑胶等材料体的结合能力更强。
60.请参阅图2,本技术还提供了一种不锈钢复合材料制品的制备方法,在一个具体实施例中,包括以下步骤:
61.s11:将不锈钢复合材料基体进行一次电化学刻蚀,以在不锈钢复合材料基体的不锈钢层表面形成腐蚀层。
62.s12:将具有腐蚀层的不锈钢复合材料基体进行二次电化学刻蚀,以形成自腐蚀层向不锈钢层的内部延伸的微米孔,微米孔贯穿腐蚀层。
63.步骤s11中,具体的,一次电化学刻蚀的刻蚀液为酸性刻蚀液,并采用恒电流密度控制模式,刻蚀温度的范围为20℃-35℃,刻蚀反应时间范围为5min-30min。具体电流密度可以为3asd-15asd。刻蚀反应时间范围优选为10-25min。具体电流密度可以为3asd-15asd,优为5asd-10asd。需要说明的是电流密度的单位asd即a/dm2。
64.其中,酸性蚀刻液,按质量分数计,包括硫酸钠1%-5%、硝酸1.5%-5%、硫酸3%-10%、葡萄糖酸钠0.1%-0.5%、余量为水。当然,各组分的总含量应为100%。
65.通过上述工艺控制,保证铝合金等金属层不会过腐蚀的同时,在不锈钢层表面形成均匀的腐蚀结构。请参阅图3a和图3b,可见,经一次电化学刻蚀后不锈钢表面形成了明显的粗糙结构,进而有利于第二步电化学蚀刻在不锈钢表面造孔。
66.步骤s12中,将具有腐蚀层不锈钢复合材料基体进行二次电化学刻蚀,需要说明的是,此处的一次电化学刻蚀与二次电化学刻蚀表示先后经过两步电化学刻蚀,具体二次电化学刻蚀采用恒电流密度控制模式,具体电流密度范围可以为3asd-8asd。刻蚀温度范围为30℃-60℃,优选为40℃-50℃;刻蚀反应时间范围为10min-30min,优选为15min-25min。二次电化学刻蚀的蚀刻液,以质量分数计,具体包括有机溶剂20%-50%、硫酸2%-8%、柠檬酸1%-5%、氯化钠1%-5%,余量为水。当然,各组分的总含量应为100%。其中,有机溶剂具体可以为乙二醇、正丙醇、1-丁醇、1-氯-2-丁醇、三甲基甲醇、乙酸乙酯或乳酸等中的一种或多种。在二次电化学刻蚀中,通过引入有机体系溶剂,合理控制电参数及阴阳极间距,保证铝合金不会过腐蚀的同时,在不锈钢表面制备出孔径20μm-200μm,孔深达300μm以上,孔密度30%-80%的孔结构。具体可以通过调整刻蚀反应时间来控制微米孔的孔深。请参阅图4a和图4b,经过两步电化学刻蚀工艺后,不锈钢表面形成砂面腐蚀层与微米孔的双层粗糙结构。
67.为了更清楚的比较本技术上述技术方案与单次刻蚀的效果,对上述实施例中的不锈钢复合材料基体直接进行上述的二次电化学刻蚀,即未经过一次电化学刻蚀,仅进行二次电化学刻蚀,其形貌如图5a和5b所示。可见,仅进行第二步的电化学蚀刻,不锈钢表面微米孔密度为20-40%,相同反应时间下孔深为30μm-130μm,倒刺结构不明显,孔洞侧壁亦相对光滑。且经测试,本技术上述实施例中制备的不锈钢复合材料制品相较于仅进行第二步电化学蚀刻,两步电化学蚀刻法制备出的砂面腐蚀层与微米孔的双层粗糙结构,不锈钢与塑胶等材料体的结合强度由27mpa提升至35mpa。
68.请参阅图6,本技术还提供了一种不锈钢复合材料复合体的制备方法,包括以下步骤:
69.s21:施加包含材料体的物质至不锈钢复合材料制品的不锈钢层的表面;
70.s22:定型包含材料体的物质以形成不锈钢复合材料复合体。
71.在步骤s21中,将材料体施加于不锈钢复合材料制品的不锈钢层的表面,其中,不锈钢复合材料制品可采用上述不锈钢复合材料制品的制备方法制备,至少部分材料体会进入腐蚀层及微米孔内。而后经过步骤s22的定型作用,位于腐蚀层及微米孔内的材料体形成结合部,以将材料体与不锈钢复合材料制品结合形成不锈钢复合材料复合体。
72.材料体的定型方式可以根据材料体的材料和状态进行设定。例如,材料体采用金属且其形态为粉末状,则可以采用激光熔融复合进行定型。材料体采用塑料时,若其当其形态为液态,则可以采用蒸发溶剂的方式定型;若其形态为粉末,则可以采用加热融化后冷却定型;若其形态为熔融态,则可以采用注塑的方式定型;若其形态为气体,则可以采用气体原位聚合的技术手段进行定型。材料体采用陶瓷且其形态为粉末状时,则可以采用添加粘结剂粘合或粉末烧结的方式进行定型。材料体采用玻璃时,若其形态为粉末,则可以采用加热熔融然后冷却定型;若其形态为熔融态,则可以采用冷却定型。当然,材料体的材料和定型方式并不限于上述示例说明。具体的,在一个实施方式中,将上述不锈钢复合材料制品置于加热的模具中,将熔融状的塑料注入模具中,并流动至不锈钢复合材料制品的不锈钢层表面,则熔融状的塑料进入的第一孔、第二孔以及第三孔中,注塑成型得到金属复合体。
73.应用本技术提供的不锈钢复合材料制品及其制备方法和不锈钢复合材料复合体及制备方法,首先通过以一次电化学刻蚀,在不对复合材料造成过腐蚀的同时,在不锈钢表面形成腐蚀层,进而提高了不锈钢表面粗糙度,有利于第二次电化学蚀刻在不锈钢表面造孔。而后,进而二次电化学刻蚀,以形成自腐蚀层向不锈钢层的内部延伸的微米孔,且微米孔贯穿腐蚀层。综上,通过两步电化学蚀刻,在不对复合材料造成过腐蚀的同时,在不锈钢表面形成砂面腐蚀层与微米孔的双层粗糙结构,从而具有更多的限位结构以及结合路径,使得不锈钢与塑胶等材料体的结合能力更强。
74.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
75.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本技术。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本技术的精神或范围的情况下,在其它实施例中实现。因此,本技术将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1