金属化薄膜和其制造方法与流程
1.本发明涉及金属化薄膜和其制造方法。
背景技术:
2.以往,为了壳体具有设计性、电磁波屏蔽/吸收、天线等功能性,已知对塑料、玻璃等的壳体表面赋予由金属形成的微细图案。作为由金属形成的微细图案的赋予方法,已知有如下方法:对表面的涂装;利用蒸镀、贴合等在表面直接形成金属膜后利用蚀刻形成图案的方法等。
3.然而,涂装中存在精度的限度,难以形成微细的图案。另外,利用蚀刻的直接图案形成非常耗费成本,另外,工艺上消耗大量的热,因此,被限于加工成不易受到热损伤的材质。此外,出于装置上的限制,还存在限定于能加工的壳体的尺寸小者的课题。
4.由此,考虑了如下方法:利用蒸镀等方法在薄的薄膜上形成金属膜后,将薄膜贴合于壳体,对表面赋予金属图案。关于基于对薄膜的蒸镀的技术方法,提出了几种。
5.专利文献1中公开了:层叠有包含金属层的多个层的金属蒸镀层叠薄膜、和将其贴合于曲面部的成型品。另外,专利文献2中公开了一种具有金属膜和粘接剂层的、作为电磁波屏蔽薄膜使用的层叠薄膜。进而,专利文献3中公开了一种具有通过蒸镀形成于薄膜基材的表面的天线部的薄型天线。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2018-144323号公报
9.专利文献2:日本特开2006-007589号公报
10.专利文献3:日本特开2011-061567号公报
技术实现要素:
11.发明要解决的问题
12.然而,专利文献1的蒸镀金属层是以一定厚度形成于整面的(所谓实心蒸镀),虽然可以赋予有光泽感的金属性的设计,但是难以进行设计性更高的图案状的图样所产生的设计性赋予。另外,实心蒸镀中,金属层变厚时,也存在金属层变得容易破裂的课题。特别是,在将金属蒸镀层叠薄膜弯曲时容易发生龟裂的方面,前述课题变得明显。
13.专利文献2中,蒸镀金属层是以恒定的厚度形成于整面的(实心蒸镀),同样地存在容易破裂的课题,此外,未记载可以形成已知作为玻璃窗等面向透明体的电磁波屏蔽通常具有高的效果的、网眼状等的金属图案
14.专利文献3中虽然公开了一种利用了剥离纸所产生的掩蔽的、金属天线图案的形成法,但图案如果变得微细,则存在掩蔽工序变得繁琐、或图案的重现性差的课题。由于工序复杂,因此,还存在成本上的课题。
15.本发明的目的在于,提供:利用基于更简便的金属蒸镀的图案形成方法,解决上述
现有技术中的各种课题,在树脂薄膜上形成有金属图案的金属化薄膜;和其制造方法。具体而言,其目的在于,提供:设计性(外观性)优异、且即使在弯曲的情况下龟裂也被抑制的金属化薄膜。
16.用于解决问题的方案
17.本发明人等进行了深入研究,结果发现:通过以下记载的方案可以实现上述目的,至此完成了本发明。
18.即,本发明包含以下的适合的方式。
19.1.一种金属化薄膜,其特征在于,
20.前述金属化薄膜在树脂薄膜上以图案状形成有(1)铝金属蒸镀部和(2)铝金属非蒸镀部,
21.前述(1)铝金属蒸镀部的膜电阻值为0.2~2.0ω/
□
,
22.前述(2)铝金属非蒸镀部的面积的比率相对于前述金属化薄膜整体的面积为5%以上。
23.2.根据项目1所述的金属化薄膜,其中,构成前述树脂薄膜的树脂为选自由聚酯和聚烯烃组成的组中的至少一种。
24.3.一种项目1或2所述的金属化薄膜的制造方法,其特征在于,所述制造方法如下进行:将树脂薄膜输送至以油掩模的形式将油涂布为图案状的、图案状非蒸镀部形成部,形成图案状非蒸镀部后,输送至产生金属蒸气并实施金属蒸镀的蒸镀部,实施图案状金属蒸镀。
25.4.一种电子设备,其包含电子电路基板,所述电子电路基板将项目1或2所述的金属化薄膜用于壳体。
26.5.根据项目4所述的电子设备,其中,前述电子电路基板在频率10ghz下的相对介电常数为3.5以下、介质损耗角正切为0.007以下。
27.发明的效果
28.根据本发明,可以提供:设计性(外观性)优异、且即使在弯曲的情况下龟裂也被抑制的金属化薄膜。
附图说明
29.图1-a为包含本发明的本实施方式中的金属化薄膜的俯视图。图1-a中,黑色部分为金属蒸镀部,白色部分为金属非蒸镀部。
30.图1-b为包含本发明的另一本实施方式中的金属化薄膜的俯视图。图1-b中,黑色部分为金属蒸镀部,白色部分为金属非蒸镀部。图1-b的图案是使图1-a的金属蒸镀部和金属非蒸镀部相反的图案。
31.图2为包含本发明的另一本实施方式中的金属化薄膜的俯视图。
32.图3为示出铝金属蒸镀部(金属蒸镀膜)的厚度与电阻值的关系性的图。
33.图4为示出本发明的金属化薄膜的制造方法的一例的图。
具体实施方式
34.1.金属化薄膜
35.对本发明的金属化薄膜的实施方式进行说明。根据需要,参照所附的附图。
36.本实施方式的金属化薄膜的特征在于,其为金属化薄膜,前述金属化薄膜在树脂薄膜上以图案状形成有(1)铝金属蒸镀部和(2)铝金属非蒸镀部,前述(1)铝金属蒸镀部的膜电阻值为0.2~2.0ω/
□
,前述(2)铝金属非蒸镀部的面积的比率相对于前述金属化薄膜整体的面积为5%以上。本实施方式的金属化薄膜也称为金属蒸镀层叠薄膜,另外,也简称为层叠薄膜。
37.构成树脂薄膜的树脂没有限定,可以使用热塑性树脂、热固性树脂,均可。构成树脂薄膜的树脂优选为选自由聚烯烃树脂、聚乙烯基树脂、聚酯树脂、聚醚树脂、聚酰胺树脂、和聚酰亚胺树脂组成的组中的至少1种树脂。需要说明的是,关于各树脂,可以使用具有全同立构、间同立构、无规立构中的任意立构规整性的树脂。例如为聚丙烯的情况下,可以使用全同立构聚丙烯、间同立构聚丙烯、无规立构聚丙烯,均可,另外,为聚苯乙烯的情况下,可以使用全同立构聚苯乙烯、间同立构聚苯乙烯、无规立构聚苯乙烯,均可。
38.聚烯烃树脂是使烯烃聚合而成的聚合物,是使优选碳数2~20、更优选碳数2~10、进一步优选碳数3~6的烯烃聚合而成的聚合物。作为聚烯烃树脂,例如可以举出聚乙烯树脂、聚丙烯树脂、聚(1-丁烯)树脂、聚异丁烯树脂、聚(1-戊烯)树脂、聚(4-甲基戊烯-1)树脂。聚烯烃树脂中,从柔软性优异、且能赋予优异的设计性的观点出发,优选聚丙烯树脂。
39.聚乙烯基树脂是使烯烃以外的、在α位直接键合有极性基团、芳香族基团的乙烯基单体聚合而成的聚合物。作为聚乙烯基树脂,例如可以举出聚乙酸乙烯酯树脂、聚苯乙烯树脂、聚氯乙烯树脂、聚偏二氯乙烯树脂、聚甲基丙烯酸甲酯树脂、聚乙烯醇树脂等。
40.聚酯树脂是在主链上具有酯键的聚合物。作为聚酯树脂,例如可以举出聚对苯二甲酸乙二醇酯树脂(pet)、聚萘二甲酸乙二醇酯树脂、聚对苯二甲酸丁二醇酯树脂、聚苯硫醚树脂、聚碳酸酯树脂、聚乳酸树脂等。优选聚对苯二甲酸乙二醇酯树脂。
41.聚醚树脂是在主链上具有醚键的聚合物。作为醚树脂,例如可以举出聚环氧乙烷树脂、聚缩醛树脂、聚醚酮树脂、聚醚醚酮树脂、聚醚酰亚胺树脂(pei)等。
42.聚酰胺树脂是在主链上具有酰胺键的聚合物。作为聚酰胺树脂,例如可以举出尼龙6树脂、尼龙46树脂、尼龙66树脂、尼龙69树脂、尼龙610树脂、尼龙612树脂、尼龙116树脂、尼龙4树脂、尼龙7树脂、尼龙8树脂、尼龙11树脂和尼龙12树脂等。
43.本发明中,构成树脂薄膜的树脂可以为1种树脂,也可以组合2种以上的树脂而使用。前述树脂中,从柔软性优异、且可以赋予优异的设计性的观点出发,优选为选自由聚酯和聚烯烃组成的组中的至少一种。
44.树脂薄膜的厚度没有限定,分别优选1μm以上、3μm以上、5μm以上、7μm以上、10μm以上,分别优选120μm以下、100μm以下、75μm以下、50μm以下、30μm以下、15μm以下。
45.对于树脂薄膜的层构成,可以为单层,可以为2层以上的多层。树脂薄膜的层构成为2层以上的多层的情况下,构成各层的树脂如前述,可以为1种树脂,也可以组合2种以上的树脂而使用。另外,构成前述各层的树脂可以分别相同或不同。
46.树脂薄膜可以为未经拉伸的无拉伸薄膜,也可以为经单轴拉伸的单轴拉伸薄膜,还可以为经双轴拉伸的双轴拉伸薄膜。
47.树脂薄膜除树脂之外根据需要可以还含有至少1种添加剂。添加剂只要为通常树脂中使用的添加剂就没有特别限制。这种添加剂中,例如包含抗氧化剂、氯吸收剂、紫外线
吸收剂等稳定剂、润滑剂、增塑剂、阻燃化剂、抗静电剂、着色剂、成核剂等。这种添加剂在不有损本发明的效果的范围内可以添加至树脂薄膜中。
48.树脂薄膜中,出于改善金属蒸镀膜的密合性的目的,可以使用实施了电晕放电处理而成者。电晕放电处理可以在树脂薄膜制造工序中利用公知的方法在线或离线进行。作为气氛气体,优选使用空气、二氧化碳气体、氮气、或它们的混合气体而进行。
49.另外,树脂薄膜中,出于改善金属蒸镀膜的密合性的目的,可以使用利用涂布等公知的方法设有底漆层而成者。底漆层没有特别限定,例如可以含有聚酯系、丙烯酸氨基甲酸酯系、聚氯乙烯系、氯乙烯/乙酸乙烯基共聚物系、缩丁醛系等的树脂。
50.本实施方式的金属化薄膜以图案状形成有(1)铝金属蒸镀部和(2)铝金属非蒸镀部。作为图案,没有特别限定,例如,优选(1)铝金属蒸镀部与(2)铝金属非蒸镀部沿流动方向和宽度方向连续地以图案状形成。需要说明的是,本实施方式中,流动方向也称为md方向(mechanical direction),是指卷出或纺出树脂薄膜的方向。本实施方式中,宽度方向也称为td方向(transverse direction),前述md方向是指垂直的方向。
51.作为前述图案状的一例,可以举出图1-a或图1-b中记载的网格状。另外,如图2中记载,可以仅一部分的区域成为网格状。另外,作为前述图案状,可以单纯地沿单向(例:流动方向、或宽度方向)以线状形成。需要说明的是,关于前述图案状,形成图案的线的区域可以为铝金属非蒸镀部(以下,也简单表示为“非蒸镀部”),也可以为铝金属蒸镀部(以下,也简单表示为“蒸镀部”)。例如,关于图1-a和图1-b中记载的网格状图案,为了形成条纹图样而交叉的单向的线与另一条线可以为非蒸镀部,也可以蒸镀部。为了形成条纹图样而交叉的单向的线与另一条线为非蒸镀部的情况下(图1-a)、前述各条线所围成的四边形的区域成为蒸镀部,为了形成条纹图样而交叉的单向的线与另一条线为蒸镀部的情况下(图1-b),前述各条线所围成的各四边形的区域成为非蒸镀部。图1-b中记载的网格状图案是使图1-a中记载的网格状图案中的蒸镀部与非蒸镀部反转而成的图案。
52.铝金属蒸镀部(金属蒸镀膜)的厚度只要为本实施方式的范围内就没有特别限定。铝金属蒸镀部的厚度优选35~150nm、更优选85~130nm。本实施方式中的铝金属蒸镀部的厚度出于与膜电阻值的关系、根据换算值而计算。
53.本实施方式中的铝金属蒸镀部的厚度如前述,可以通过将膜电阻值设定为适当的范围而调整。膜电阻值过低、即蒸镀部过厚的情况下,金属蒸镀工序中,由于高温的金属蒸气所产生的基材的热损伤的影响而基材发生变形,产生褶皱,担心无法制造期望品质的金属化薄膜。另外,膜电阻值如果过低,则与基材的密合性降低而变得容易剥离。还有使金属化薄膜弯曲时金属蒸镀部中产生龟裂等问题。另一方面,膜电阻值过高、即蒸镀部过薄的情况下,蒸镀部作为金属膜的外观品质、电性能变得不充分,不适合。
54.由此,本实施方式的金属化薄膜中的、铝金属蒸镀部的膜电阻值为0.2~2.0ω/
□
。铝金属蒸镀部的膜电阻值优选0.2~1.0ω/
□
、更优选0.2~0.5ω/
□
。膜电阻值如果小于0.2ω/
□
,则金属蒸镀部过厚,因此,发生蒸镀时的褶皱、金属蒸镀部的龟裂,与基材的密合性降低,因此不适合。另外,膜电阻值如果大于2.0ω/
□
,则金属蒸镀部过薄,变得不产生规定的外观品质、电性能,因此不适合。
55.本实施方式的金属化薄膜中的、铝金属非蒸镀部的面积的比率相对于前述金属化薄膜整体的面积为5%以上。亦即,相对于金属化薄膜整体的面积,铝金属非蒸镀部的面积
的比率为5%以上。本实施方式的金属化薄膜中的铝金属非蒸镀部的面积的比率相对于前述金属化薄膜整体的面积为5%以上,因此,金属化薄膜的外观评价优异。具体而言,具有可以充分得到金属光泽、能清楚地识别蒸镀部和非蒸镀部的程度的对比度。铝金属非蒸镀部的面积的比率相对于前述金属化薄膜整体的面积,优选98%以下、更优选96%以下。另外,关于铝金属非蒸镀部的面积相对于金属化薄膜整体的面积的比率的上限值,分别进一步优选90%以下、80%以下、70%以下、60%以下、50%以下、40%以下、30%以下、20%以下、10%以下。另外,关于铝金属非蒸镀部的面积相对于金属化薄膜整体的面积的比率的下限值,分别更优选10%以上、20%以上、30%以上、40%以上、50%以上、60%以上、70%以上、80%以上、90%以上。
56.2.金属化薄膜的制造方法
57.本发明的金属化薄膜的制造方法为一种金属化薄膜的制造方法,其特征在于,如下进行:将树脂薄膜输送至以油掩模的形式将油涂布为图案状的、图案状非蒸镀部形成部,形成图案状非蒸镀部后,输送至产生金属蒸气并实施金属蒸镀的蒸镀部,实施图案状金属蒸镀。以下,用图进行说明。
58.图4为对金属化薄膜1的制造方法进行说明的图。制造装置具备:树脂薄膜供给部101、图案形成部103、蒸镀部104和卷取辊105。根据需要,可以具备图案非形成部102。
59.树脂薄膜供给部101支撑卷绕有树脂薄膜2的树脂薄膜辊2r,供给树脂薄膜2。将自树脂薄膜辊2r供给的树脂薄膜2输送至图案状非蒸镀部形成部103。
60.图案状非蒸镀部形成部103中,在树脂薄膜2的一面2a上以与金属蒸镀层3的图案大致对应的图案涂布油,形成油掩模。油掩模用于防止蒸镀工序中金属颗粒附着在金属化薄膜1中成为图案状非蒸镀部的部分的情况。图案状非蒸镀部形成部103具有:油罐103a、网纹辊103b、转印辊103c、印版辊103d和支承辊103e。油罐103a将贮藏的油气化从喷嘴喷出。网纹辊103b与转印辊103c以自油罐103a的喷嘴喷出的油附着于其外周面的状态旋转。
61.在印版辊103d的外周面设有具有对应于铝金属蒸镀部的图案的图案形状的凸版部103da,印版辊103d通过与树脂薄膜2的输送同时旋转,从而在树脂薄膜2的面2a涂布对应于铝金属蒸镀部的图案的图案的油,形成油掩模。
62.支承辊103e隔着树脂薄膜2与印版辊103d对置,抵接于树脂薄膜2的面2b。
63.将通过图案非形成部102和图案状非蒸镀部形成部103的树脂薄膜2输送至蒸镀部104。
64.蒸镀部104具备:金属蒸气生成部104a、和隔着树脂薄膜2与金属蒸气生成部104a对置的冷却辊104c。金属蒸气生成部104a如下:加热作为金属蒸镀层3的材料的金属使其蒸发,产生金属蒸气,使所产生的金属蒸气蒸镀在树脂薄膜2的面2a。需要说明的是,金属蒸气生成部104a中产生的金属蒸气附着于形成于树脂薄膜2的面2a上的油掩模以外的部分,从而形成金属蒸镀层3。冷却辊104c抵接于树脂薄膜2,将树脂薄膜2冷却。需要说明的是,蒸镀部104可以还具备金属蒸气生成部104b。
65.将树脂薄膜2上形成由蒸镀部104形成铝金属蒸镀部的金属化薄膜1输送至卷取辊105并卷取。
66.如此,通过使用了实施方式中的制造装置的制造方法,可以在树脂薄膜2的面2a上形成期望的铝金属蒸镀部。
67.需要说明的是,对于金属蒸镀中的各条件(例如张力、线速度、铝蒸发源功率、al送丝等),为了调整期望的金属蒸镀量而适宜调节即可,只要可以适合地制作本实施方式的金属化薄膜就没有特别限定。
68.3.电子设备
69.本发明的电子设备为一种电子设备,其包含电子电路基板,所述电子电路基板将上述金属化薄膜用于壳体。
70.对于本发明的金属化薄膜,由于即使在弯曲的情况下龟裂也被抑制,因此,通过作为电磁波吸收/屏蔽薄膜,粘附在包含电子电路基板的电子设备的壳体的内侧或外侧等而使用,从而可以发挥作为电子设备的优异的性能。另外,作为薄膜天线,可以使用粘附在与电子电路基板(壳体)的电子电路相反侧的面等而使用。本发明的金属化薄膜尤其可以对5g(低介电)用的电子电路基板充分发挥本发明的效果。
71.本发明的电子设备中使用的上述金属化薄膜即使在弯曲的情况下龟裂也被抑制,金属蒸镀时不易产生褶皱,金属蒸镀层的密合性优异,因此,作为电磁波吸收/屏蔽薄膜、薄膜天线是优异的。因此,可以适合用于要求相对介电常数和介质损耗角正切小的、使用3~100ghz的高频率区域的电磁波的电子设备。
72.本发明的电子设备所包含的电子电路基板在频率10ghz下的相对介电常数优选3.5以下、更优选3.3以下、进一步优选3.1以下。另外,上述相对介电常数的下限没有特别限定,越低越优选,可以为0。
73.本发明的电子设备所包含的电子电路基板在频率10ghz下的介质损耗角正切优选0.007以下、更优选0.005以下、进一步优选0.004以下。另外,上述介质损耗角正切的下限没有特别限定,越低越优选,可以设为0。
74.本发明的电子设备所包含的电子电路基板更优选:在频率10ghz下的相对介电常数为3.5以下、介质损耗角正切为0.007以下。
75.在上述频率10ghz下的相对介电常数和介质损耗角正切可以利用分离介质电介质共振器(agilent technologies公司制)、在温度23℃、湿度50%的条件下测定。
76.以上说明的本实施方式的金属化薄膜可以适合用于装饰薄膜用途、电磁波吸收/屏蔽薄膜用途、薄膜天线用途、电子电路基板用途、透明电极薄膜用途、隔热/遮光薄膜用途、触摸面板用途等。本发明中,构成树脂薄膜的树脂为热塑性树脂的情况下,热塑性树脂组合物除热塑性树脂之外根据需要可以含有至少1种添加剂。添加剂只要为通常热塑性树脂中使用的添加剂就没有特别限制。这种添加剂中,例如包含抗氧化剂、氯吸收剂、紫外线吸收剂等稳定剂、润滑剂、增塑剂、阻燃化剂、抗静电剂、着色剂、成核剂等。这种添加剂在不有损本发明的效果的范围内添加至热塑性树脂组合物中。
77.实施例
78.以下示出实施例和比较例对本发明详细地进行说明。但本发明不限定于实施例。
79.(实施例1)
80.首先,准备pet薄膜(东丽株式会社制lumirror 12s10、厚度12μm、宽度620mm
×
长度3300m)。接着,对于前述pet薄膜进行铝金属蒸镀,从而得到在pet薄膜上以沿流动方向和宽度方向交替地连续的图案状形成有(1)铝金属蒸镀部和(2)铝金属非蒸镀部的金属化薄膜。
81.需要说明的是,以下对进行前述铝金属蒸镀的工序进行说明。如图4,准备具备树脂薄膜供给部101(以下,也称为退卷机)、图案状非蒸镀部形成部103、蒸镀部104和卷取辊105(以下,也称为卷绕机)的制造装置。将自薄膜辊2r供给的pet薄膜2输送至图案状非蒸镀部形成部103。此处,树脂薄膜供给部101支撑卷绕有pet薄膜2的薄膜辊2r,供给pet薄膜2。
82.然后,在图案状非蒸镀部形成部103中,在pet薄膜2的一面2a以与铝金属蒸镀部的图案大致对应的图案涂布油,形成油掩模。油掩模用于防止蒸镀工序中金属颗粒附着于金属化薄膜1中成为图案状非蒸镀部的部分的情况。此处,图案状非蒸镀部形成部103具有:油罐103a、网纹辊103b、转印辊103c、印版辊103d和支承辊103e。油罐103a将贮藏的油气化并从喷嘴喷出。网纹辊103b与转印辊103c以自油罐103a的喷嘴喷出的油附着在其外周面的状态旋转。
83.支承辊103e隔着pet薄膜2与印版辊103d对置,抵接于pet薄膜2的面2b。
84.接着,将通过图案状非蒸镀部形成部103的pet薄膜2输送至蒸镀部104。
85.蒸镀部104具备:金属蒸气生成部104a、和隔着pet薄膜2与金属蒸气生成部104a对置的冷却辊104c。然后,在金属蒸气生成部104a中,加热金属使其蒸发而产生金属蒸气,使所产生的金属蒸气蒸镀于pet薄膜2的面2a。需要说明的是,金属蒸气生成部104a中产生的金属蒸气通过附着于形成于pet薄膜2的面2a上的油掩模以外的部分从而形成铝金属蒸镀部。冷却辊104c抵接于pet薄膜2,将pet薄膜2冷却。
86.将在pet薄膜2上形成蒸镀部104中形成铝金属蒸镀部的金属化薄膜1被输送至卷取辊105并卷取。
87.如此,在作为薄膜2的pet薄膜的面2a上形成沿流动方向和宽度方向连续的期望图案状的铝金属蒸镀部。
88.需要说明的是,实施例1中,蒸镀条件设为以下所述。
89.蒸镀图案:图1-a
90.张力(uw/wd):110n/110n(uw表示退卷机中的张力,wd表示卷绕机中的张力。)
91.线速度:60m/分钟
92.铝蒸发源功率:90%
93.al送丝:500mm/分钟
94.如此得到了实施例1的金属化薄膜。铝金属蒸镀部(金属蒸镀膜)的厚度(计算值)为89nm。
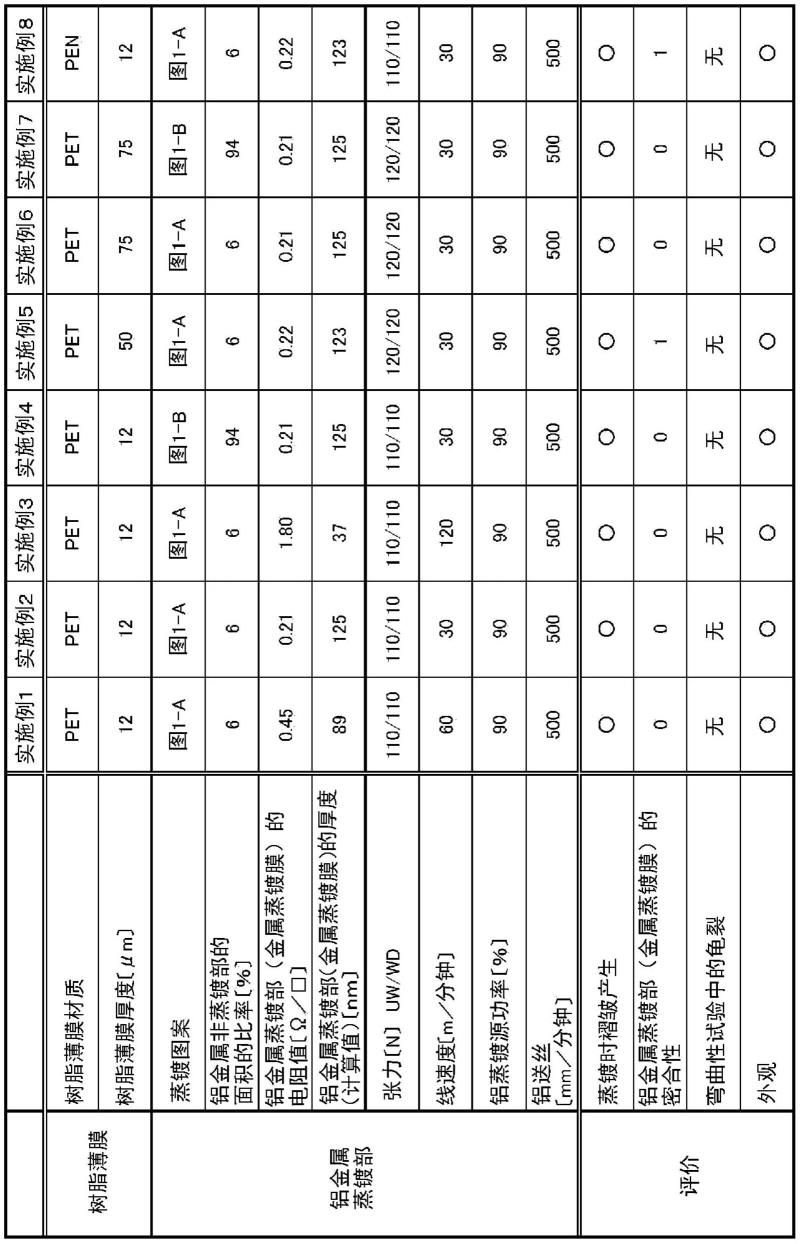
95.(实施例2~8、比较例1~8)
96.实施例1中,如表1和表2变更金属化薄膜的制造条件,除此之外,与实施例1同样地制造实施例2~8、和比较例1~8的金属化薄膜。以下,各实施例和比较例中,对制造金属化薄膜时变更的主要制造条件进行说明。
97.(实施例2)
98.使线速度为30m/分钟代替60m/分钟,调整金属蒸镀量,除此之外,与实施例1同样地得到实施例2的金属化薄膜。
99.(实施例3)
100.实施例1的蒸镀条件中,使线速度为120m/分钟代替60m/分钟,调整金属蒸镀量,除此之外,与实施例1同样地得到实施例3的金属化薄膜。
101.(实施例4)
102.实施例1的蒸镀条件中,使蒸镀图案为图1-b(使图1-a的铝金属蒸镀部与铝金属非蒸镀部反转而成的图案)代替图1-a,使线速度为30m/分钟代替60m/分钟,调整金属蒸镀量,除此之外,与实施例1同样地得到实施例4的金属化薄膜。
103.(实施例5)
104.实施例1中,使pet薄膜的厚度为50μm代替12μm,进而实施例1的蒸镀条件中,使张力为120n/120n代替110n/110n,使线速度为30m/分钟代替60m/分钟,调整金属蒸镀量,除此之外,与实施例1同样地得到实施例5的金属化薄膜。
105.(实施例6)
106.实施例1中,使pet薄膜的厚度为75μm代替12μm,进而实施例1的蒸镀条件中,使张力为120n/120n代替110n/110n,使线速度为30m/分钟代替60m/分钟,调整金属蒸镀量,除此之外,与实施例1同样地得到实施例6的金属化薄膜。
107.(实施例7)
108.实施例1中,使pet薄膜的厚度为75μm代替12μm,进而实施例1的蒸镀条件中,使蒸镀图案为图1-b(使图1-a的蒸镀部与非蒸镀部反转而成的图案)代替图1-a,使张力为120n/120n代替110n/110n,使线速度为30m/分钟代替60m/分钟,调整金属蒸镀量,除此之外,与实施例1同样地得到实施例7的金属化薄膜。
109.(实施例8)
110.实施例1中,使树脂薄膜为pen薄膜代替pet薄膜,进而实施例1的蒸镀条件中,使线速度为30m/分钟代替60m/分钟,调整金属蒸镀量,除此之外,与实施例1同样地得到实施例8的金属化薄膜。
111.(比较例1)
112.不形成基于图案状非蒸镀部形成部的图案(即,在pet薄膜的表面整体形成铝金属蒸镀部),和调整金属蒸镀量,除此之外,与实施例1同样地得到比较例1的金属化薄膜。需要说明的是,本说明书中,将在薄膜的表面整体形成铝金属蒸镀部的蒸镀也称为“实心蒸镀”、或“整面实心蒸镀”。
113.(比较例2)
114.不形成基于图案状非蒸镀部形成部的图案(即,在pet薄膜的表面整体形成铝金属蒸镀部),使线速度为30m/分钟,调整金属蒸镀量,除此之外,与实施例1同样地得到比较例2的金属化薄膜。
115.(比较例3)
116.不形成基于图案状非蒸镀部的图案(即,在pet薄膜的表面整体形成铝金属蒸镀部),使线速度为150m/分钟,调整金属蒸镀量,除此之外,与实施例1同样地得到比较例3的金属化薄膜。
117.(比较例4)
118.调整金属蒸镀量,除此之外,与实施例1同样地得到比较例4的金属化薄膜。
119.(比较例5)
120.调整金属蒸镀量,除此之外,与实施例1同样地得到比较例5的金属化薄膜。
121.(比较例6)
122.实施例1中,使pet薄膜的厚度为75μm代替12μm,进而实施例1的蒸镀条件中,使张力为120n/120n代替110n/110n,使线速度为15m/分钟代替60m/分钟,调整金属蒸镀量,除此之外,与实施例1同样地得到比较例6的金属化薄膜。
123.(比较例7)
124.实施例1中,使树脂薄膜为pen薄膜代替pet薄膜,使蒸镀图案为整面实心蒸镀代替图1-a,进而实施例1的蒸镀条件中,使线速度为30m/分钟代替60m/分钟,调整金属蒸镀量,除此之外,与实施例1同样地得到比较例7的金属化薄膜。
125.(比较例8)
126.实施例1中,使树脂薄膜pen薄膜为代替pet薄膜,进而实施例1的蒸镀条件中,使线速度为20m/分钟代替60m/分钟,调整金属蒸镀量,除此之外,与实施例1同样地得到比较例8的金属化薄膜。
127.对于如上述制造的实施例和比较例的金属化薄膜,根据以下的方法进行评价。
128.<蒸镀时褶皱发生评价>
129.以目视观察在卷取辊上蒸镀时褶皱发生的有无,计数发生部位的数量,依据下述评价基准进行评价。需要说明的是,评价如果为
○
,则评价为在实际使用中没有问题。
130.○
:0个部位
131.△
:1~2个部位
132.×
:3个部位以上
133.<电阻值的测定方法>
134.铝金属蒸镀部(金属蒸镀膜)的电阻值如下测定。使用株式会社mitsubishi chemical analytech制、低电阻率计loresta gx mcp-t610,使四端子探针接触制得的金属化薄膜的铝金属蒸镀面并测定。测定如下进行:在未形成图案的金属蒸镀膜的部分,在薄膜宽度方向的中央附近沿流动方向每隔约50mm的5个部位进行测定,将平均值作为电阻值。
135.<金属蒸镀部的厚度(计算值)算出方法>
136.得到的金属化薄膜中,难以精度良好地实测铝金属蒸镀部(金属蒸镀膜)的厚度,因此,首先进行用于得到金属蒸镀层的厚度与以上述方法测定的电阻值的关系性(标准曲线、图3)的“膜厚-电阻值标准曲线获得实验”。图3为示出铝金属蒸镀部(金属蒸镀膜)的厚度与电阻值的关系性的图。具体而言,制成使电阻值在0.5~4ω/
□
的范围内较细地变化的金属化薄膜,通过基于比色分析的化学膜厚测定法实测各自的膜厚。得到相对于电阻值标绘了膜厚的实测值的曲线(图3)。将该曲线近似为六次曲线,使用得到的近似表达式,由电阻值算出厚度的计算值。
137.<铝金属蒸镀部的密合性>
138.密合性的评价通过依据jis k5600-5-6的划格试验进行。将试验结果分成0~5,依据下述的jis k5600-5-6中规定的基准评价金属蒸镀膜与树脂薄膜的密合性。需要说明的是,评价如果为0或1,则评价为在实际使用上没有问题。
139.0:切割的边缘完全光滑,且任意网格中也无剥离。
140.1:有切割的交叉点中的小的剥离。划格部分中受到影响者明确不高于5%。
141.2:沿着切割的边缘、和/或在交叉点发生剥离。划格部分中受到影响者明确超过5%,但不高于15%。
142.3:沿着切割的边缘、部分地或整面地产生大剥离,和/或网眼多的部分部分地或整面地发生剥离。划格部分中受到影响者明确超过15%,但不高于35%。
143.4:沿着切割的边缘、部分地或整面地产生大剥离,和/或多处的网眼部分地或整面地发生剥离。划格部分中受到影响者明确不高于35%。
144.5:是也无法分为分类4的剥离程度。
145.<弯曲性试验中的龟裂的评价>
146.由于假定将得到的金属化薄膜粘附于具有曲面的壳体而使用,因此,要求弯折时不发生龟裂。龟裂性的评价通过以依据jis k5600-5-1的耐弯曲性试验进行。使金属化薄膜沿着圆筒形芯棒使得金属蒸镀面成为外侧,评价经1~2秒弯折180
°
后的龟裂的有无。
147.<外观的评价>
148.以目视观察得到的金属化薄膜的外观,依据下述评价基准进行评价。
149.○
:充分得到金属光泽,具有能清楚地识别铝金属蒸镀部与铝金属非蒸镀部的程度的对比度。
150.×
:铝金属非蒸镀部的形成不充分,铝金属蒸镀部的金属光泽不充分,设计性差。
151.将结果示于表1和表2。
152.[表1]
[0153][0154]
[表2]
[0155]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1