一种锂离子电池用铝塑复合膜及其制备方法与流程
1.本发明涉及锂电池包装技术领域,更具体地涉及一种锂离子电池用铝塑复合膜及其制备方法。
背景技术:
2.软包锂离子电池用铝塑复合膜的常见的结构是三层结构,外层尼龙层,芯层为铝箔层,内层为聚丙烯层。铝塑复合膜在制成电池过程中,经过封装、注液、化成、二封等工艺,在使用的过程中也需考虑耐电解液性能及安全性能,故而,铝塑复合膜需要保证锂离子电池的安全性,也要兼具其封装性能等生产工艺。
3.铝塑复合膜作为聚合物软包锂离子电池的包装材料,除了具有薄型化的特点,对比铝壳电池聚合物软包锂离子电池而言,其安全性能更突出,当电池内的电解液开始沸腾时铝塑膜会自然鼓包或破裂,不会爆炸。但是目前市面上很多电池仍存在着火的事故,为了进一步提高铝塑复合膜的安全性,中国专利201921105750.x中公开在含氟树脂层的表面设置微孔陶瓷涂层,在使用过程中,能够较好的将热量均匀的从锂电池内部传递至锂电池的整个电池表面,避免局部过热或者热量积聚的问题,能够很好的提升锂电池的抗高温性能,有效的提升锂电池的安全性能,但是该涂层一定程度上不利于铝塑复合膜冲深成型性及封装工艺。
4.故而,需对其进行改进,以解决上述问题。
技术实现要素:
5.为了克服现有技术的缺陷,本发明的目的是提供一种锂离子电池用铝塑复合膜及其制备方法,采用该铝塑复合膜,可在锂离子电池的电解液沸腾时,对电池表面快速降温,降低电池着火或爆炸的风险几率,且能改善膜材表面的爽滑性,助力冲深成型性能的提升。既提高了铝塑复合膜的散热性、爽滑性,又保证了良好的冲深成型性和封装性,使得良好的散热及冲深成型性在电池安全方面相得益彰。
6.为了实现上述目的,本发明公开了一种锂离子电池用铝塑复合膜,包括铝箔层及位于所述铝箔层两侧的热封层和保护层,所述保护层外表面设有涂层,所述涂层由涂料干燥制得,所述涂料包括多元醇溶剂、芥酸酰胺乳液、环己烷、聚丙烯腈乳液、改性环氧树脂、表面活性剂和助剂。
7.与现有技术相比,本发明锂离子电池用铝塑复合膜在保护层外表面设有涂层,涂层由涂料干燥制得,尤其是涂料的制备原料包括芥酸酰胺乳液、聚丙烯腈乳液、改性环氧树脂、表面活性剂,这些材料制得的铝塑复合膜可在锂离子电池的电解液沸腾时,对电池表面快速降温,降低电池着火或爆炸的风险几率,且能改善膜材表面的爽滑性,助力冲深成型性能的提升。既提高了铝塑复合膜的散热性、爽滑性,又保证了良好的冲深成型性和封装性,使得良好的散热及冲深成型性在电池安全方面相得益彰。
8.较佳地,按重量份数计,所述涂料包括10-20份的多元醇溶剂、30-40份的芥酸酰胺
乳液、10-20份的环己烷、10-20份的聚丙烯腈乳液、10-20份的改性环氧树脂、0.5-1份的表面活性剂和0.5-1份的助剂。
9.较佳地,所述改性环氧树脂为环氧树脂经增韧剂改性制得。
10.较佳地,所述表面活性剂选自聚醚改性聚二甲基硅氧烷。
11.较佳地,所述多元醇溶剂选自乙二醇、丙三醇、季戊四醇中的至少一种。
12.较佳地,所述涂层的厚度是0.5-1.5μm。
13.较佳地,所述热封层选自聚丙烯薄膜,所述保护层选自尼龙膜。
14.较佳地,所述涂料的制备方法如下:
15.(1)将所述多元醇和所述芥酸酰胺乳液加入反应装置中,搅拌及升温至50-150℃;
16.(2)加入所述环己烷、所述聚丙烯腈乳液和所述助剂,继续搅拌;
17.(3)加入所述表面活性剂,继续搅拌,待反应结束,冷却,得到涂料半成品;
18.(4)将所述涂料半成品与所述改性环氧树脂及所述环己烷混合搅拌均匀,得到涂料。
19.本发明还提供一种上述锂离子电池用铝塑复合膜的制备方法,包括步骤:
20.提供铝箔层;
21.在所述铝箔层一侧设有热封层;
22.在所述铝箔层另一侧设有保护层;
23.在所述保护层外表面涂布涂料,于70-95℃干燥,形成涂层。
24.较佳地,所述涂料的粘度为300-400cp。
具体实施方式
25.为详细说明本发明的技术内容、构造特征、所实现目的及效果,以下结合实施方式详予说明。
26.本发明提供一种锂离子电池用铝塑复合膜,包括铝箔层及位于所述铝箔层两侧的热封层和保护层,所述保护层外表面设有涂层,涂层由涂料干燥制得,所述涂料包括多元醇溶剂、芥酸酰胺乳液、环己烷、聚丙烯腈乳液、改性环氧树脂、表面活性剂和助剂。
27.其中,热封层为聚丙烯薄膜(cpp),优先采用多层流延聚丙烯薄膜。优选地,多层流延聚丙烯薄膜的峰值熔点为165℃,熔程为145-165℃,可提高封装强度,使铝塑复合膜具有更高的安全性性能。
28.可以理解的是,保护层为尼龙膜,在保护层与铝箔层之间设有胶黏剂层,在热封层与铝箔层之间设有胶黏剂层,涂层设在保护层的外表面,涂层具有散热及改善膜层的爽滑性的特点,且有利于改善冲深成形性能及封装工艺。
29.在一个优选地实施例中,按重量份数计,所述涂料包括10-20份的多元醇溶剂、30-40份的芥酸酰胺乳液、10-20份的环己烷、10-20份的聚丙烯腈乳液、10-20份的改性环氧树脂、0.5-1份的表面活性剂和0.5-1份的助剂。其中,多元醇溶剂可为但不限于10份、12份、14份、16份、18份、20份;芥酸酰胺乳液可为但不限于30份、32份、34份、36份、38份、40份;环己烷可为但不限于10份、12份、14份、16份、18份、20份;聚丙烯腈乳液可为但不限于10份、12份、14份、16份、18份、20份;改性环氧树脂可为但不限于10份、12份、14份、16份、18份、20份;表面活性剂可为但不限于0.5份、0.6份、0.7份、0.8份、0.9份、1.0份;助剂可为但不限于0.5
份、0.6份、0.7份、0.8份、0.9份、1.0份。
30.在一个优选地实施例中,改性环氧树脂为环氧树脂经增韧剂改性制得。需要说明的是,由于环氧树脂具有苯环、杂环官能团,分子链柔性小,具有较高的不易变形的交联结构,固化后一般刚性较强、韧性不足,且粘接强度及冲深成型性不佳,不利于铝塑复合膜冲深成型,而将环氧树脂经增韧剂改性制得改性环氧树脂,具有较好的柔韧性,显著提高铝塑复合膜的冲深成型。具体地,改性环氧树脂可选用hexion epon 58006、adeka树脂ep-4000、三木集团sm716、m172、远淑bpa-po中的至少一种,但不限于此。
31.在一个优选地实施例中,多元醇溶剂选自乙二醇、丙三醇、季戊四醇中的至少一种,采用多元醇溶剂能很好的溶解芥酸酰胺乳液。
32.在一个优选地实施例中,芥酸酰胺在醇类溶剂中于50-100℃搅拌溶解制得芥酸酰胺乳液,芥酸酰胺乳液具有良好的爽滑性,能改善膜材表面的爽滑性,有利于热封。
33.在一个优选地实施例中,聚丙烯腈粉末经过二甲基甲酰胺极性有机溶剂溶解后得聚丙烯腈乳液,聚丙烯腈乳液具有良好的导热性,有利于热封。
34.在一个优选地实施例中,所述表面活性剂选自聚醚改性聚二甲基硅氧烷,既能降低表面张力和增加表面滑爽性,使得涂料具有良好的流平性和重涂性;也能防止百纳德漩涡的形成,改善底材的润湿性。
35.在一个优选地实施例中,助剂可选择消泡剂、平滑剂、附着力促进剂、流平剂等,但不限于此。
36.在一个优选地实施例中,涂层的厚度是0.5-1.5μm,比如涂层厚度可为但不限于0.5μm、0.6μm、0.7μm、0.8μm、0.9μm、1μm、1.1μm、1.2μm、1.3μm、1.4μm、1.5μm。涂布时,涂层厚度太厚,一方面固化时间过长,彻底干透耗时长,效率低下;另一方面涂层厚度太厚,容易产生较大的内应力,易出现涂层干裂、附着力差等问题,同时铝塑复合膜内层封装不良,可能导致电池漏液,使得电池腐蚀甚至引起爆炸。当涂层厚度过薄,在电池内电解液沸腾时起不到保护作用。
37.本发明还提供上述涂料的制备方法,如下:
38.(1)将多元醇和芥酸酰胺乳液加入反应装置中,搅拌及升温至50-150℃;
39.(2)加入环己烷、聚丙烯腈乳液和助剂,继续搅拌;
40.(3)加入表面活性剂,继续搅拌,待反应结束,冷却,得到涂料半成品;
41.(4)将涂料半成品与改性环氧树脂及环己烷混合搅拌均匀,得到涂料。
42.本发明还提供一种锂离子电池用铝塑复合膜的制备方法,包括步骤:
43.提供铝箔层;
44.在铝箔层一侧设有热封层;
45.在铝箔层另一侧设有保护层;
46.在保护层外表面涂布涂料,于70-95℃干燥,形成涂层。
47.在一个优选地实施例中,涂料的粘度为300-400cp,比如粘度可为但不限于300cp、320cp、340cp、360cp、380cp、400cp。粘度过大时,流动性变差,涂层不能均匀覆盖于铝塑复合膜外层,传热效率不一致,铝塑复合膜制备过程容易出现受热不均,均一性差,应用于电池时容易出现电池漏液、或封装不上等缺陷。
48.下面通过具体实施例来进一步对本发明进行阐述。
49.实施例1
50.一种锂离子电池用铝塑复合膜的制备方法,包括步骤:
51.(1)采用熔点为160℃、熔程为145-165℃的多层聚丙烯薄膜,经过内层胶黏剂与铝箔复合后得到半成品p/al,p/al半成品与尼龙膜之间采用外层胶粘剂复合得到p/al/n成品;
52.(2)涂料的制备方法如下:
53.2.1将15份乙二醇和30份芥酸酰胺乳液加入反应装置中,100r/min搅拌及升温至90℃;
54.2.2于搅拌过程中依次缓慢加入10份环己烷、15份聚丙烯腈乳液、0.5份byk-4509,继续搅拌0.5小时后,加入0.5份聚醚改性聚二甲基硅氧烷(国泰华荣化工新材料有限公司),继续搅拌0.5小时,
55.2.3待反应结束,冷却至常温,得到涂料半成品;
56.2.4将涂料半成品与10份改性环氧树脂(hexion epon 58006)、5份环己烷混合搅拌均匀,得到涂料;
57.(3)在p/al/n成品的尼龙膜表面涂布上述涂料,并于温度为90℃、车速为25m/min条件下干燥,得到干膜厚度为1.0μm的涂层,从而制备出本发明的铝塑复合膜。
58.实施例2
59.一种锂离子电池用铝塑复合膜的制备方法,包括步骤:
60.(1)采用熔点为160℃、熔程为145-165℃的多层聚丙烯薄膜,经过内层胶黏剂与铝箔复合后得到半成品p/al,p/al半成品与尼龙膜之间采用外层胶粘剂复合得到p/al/n成品;
61.(2)涂料的制备方法如下:
62.2.1将20份乙二醇和40份芥酸酰胺乳液加入反应装置中,100r/min搅拌及升温至120℃;
63.2.2于搅拌过程中依次缓慢加入10份环己烷、10份聚丙烯腈乳液、1份byk-4509,继续搅拌0.5小时后,加入0.5份聚醚改性聚二甲基硅氧烷(国泰华荣化工新材料有限公司),继续搅拌0.5小时,
64.2.3待反应结束,冷却至常温,得到涂料半成品;
65.2.4将涂料半成品与15份改性环氧树脂(adeka树脂ep-4000)、5份环己烷混合搅拌均匀,得到涂料;
66.(3)在p/al/n成品的尼龙膜表面涂布上述涂料,并于温度为90℃、车速为25m/min条件下干燥,得到干膜厚度为0.5μm的涂层,从而制备出本发明的铝塑复合膜。
67.实施例3
68.一种锂离子电池用铝塑复合膜的制备方法,包括步骤:
69.(1)采用熔点为160℃、熔程为145-165℃的多层聚丙烯薄膜,经过内层胶黏剂与铝箔复合后得到半成品p/al,p/al半成品与尼龙膜之间采用外层胶粘剂复合得到p/al/n成品;
70.(2)涂料的制备方法如下:
71.2.1将10份乙二醇和35份芥酸酰胺乳液加入反应装置中,100r/min搅拌及升温至
80℃;
72.2.2于搅拌过程中依次缓慢加入10份环己烷、20份聚丙烯腈乳液、0.5份byk-4509,继续搅拌0.5小时后,加入1份聚醚改性聚二甲基硅氧烷(国泰华荣化工新材料有限公司),继续搅拌0.5小时,
73.2.3待反应结束,冷却至常温,得到涂料半成品;
74.2.4将涂料半成品与10份改性环氧树脂(三木集团sm716)、10份环己烷混合搅拌均匀,得到涂料;
75.(3)在p/al/n成品的尼龙膜表面涂布上述涂料,并于温度为90℃、车速为25m/min条件下干燥,得到干膜厚度为1.5μm的涂层,从而制备出本发明的铝塑复合膜。
76.对比例1
77.对比例1与实施例1基本相同,不同在于:步骤2.4中,对比例1采用环氧树脂wsr618(e-51),而实施例1采用改性环氧树脂(hexion epon 58006),其余均相同。
78.对比例2
79.对比例2与实施例1基本相同,不同在于:对比例2在涂料制备中不含芥酸酰胺乳液,而实施例1采用芥酸酰胺乳液,其余均相同。
80.对比例3
81.对比例3与实施例1基本相同,不同在于:对比例3在涂料制备中不含聚丙烯腈乳液,而实施例1采用聚丙烯腈乳液,其余均相同。
82.对比例4
83.对比例4与实施例1基本相同,不同在于:对比例4在涂料制备中不含聚醚改性聚二甲基硅氧烷,而实施例1采用聚醚改性聚二甲基硅氧烷,其余均相同。
84.对比例5
85.对比例5与实施例1基本相同,不同在于:对比例5中涂层的厚度为2.0μm,而实施例1中涂层的厚度为1.0μm,其余均相同。
86.对比例6
87.对比例6与实施例1基本相同,不同在于:对比例6中涂层的厚度为0.2μm,而实施例1中涂层的厚度为1.0μm,其余均相同。
88.对比例7
89.对比例7与实施例1基本相同,不同在于:对比例7不含涂层,而实施例1含有涂层,其余均相同。
90.对比例8
91.对比例8与实施例1基本相同,不同在于:对比例8采用熔点为185℃、熔程为165-190℃的多层聚丙烯薄膜,而实施例1采用熔点为160℃、熔程为145-165℃的多层聚丙烯薄膜,其余均相同。
92.对实施例1-3及对比例1-8制得的产品进行性能测试,相关阐述如下:
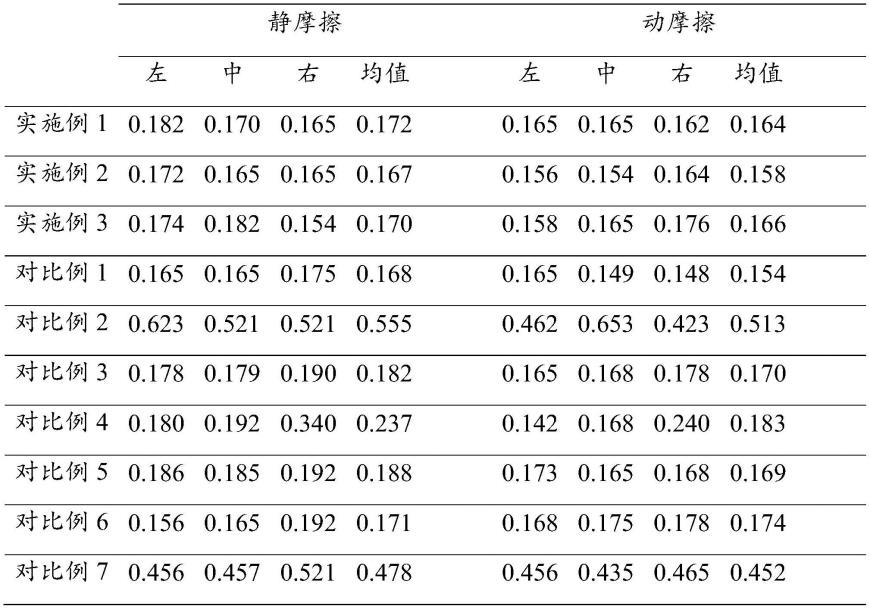
93.其中,以产品表面的摩擦系数来评判其爽滑性,测试方法根据gb10006-88塑料薄膜和膜片摩擦系数的测定方法,其结果如表1所示。
94.表1爽滑性测试结果
[0095][0096][0097]
其中,以铝塑复合膜冲深深度、电池表面的温度来评判其产品安全性,铝塑复合膜冲深深度采用冲模机测试,电池表面的温度在电池表面粘结温度探头,实时监测温度变化,其结果如表2所示。
[0098]
表2塑复合膜冲深深度、电池表面温度测试结果
[0099][0100]
其中,以封装强度来评判铝塑复合膜的封装效果,根据qbt 2358-1998塑料薄膜包装袋热合强度试验方法进行测试,其结果如表3所示。
[0101]
表3铝塑复合膜封装强度测试结果
[0102]
[0103][0104]
从表1-3的数据可知,与对比例7相比,本发明的实施例1-3增加一层特殊涂层,使得该铝塑复合膜在高温下具有良好的散热功能,同时可改善膜材表面的爽滑性,助力冲深成型性能的提升,良好的散热及冲深成型性在电池安全方面相得益彰。在提高铝塑复合膜散热性、爽滑性的同时,保证铝塑复合膜良好的冲深成型性和封装性。
[0105]
参考表2中对比例1-2的数据可知,采用未经增韧剂改性的环氧树脂或不含芥酸酰胺乳液,冲深深度较小,仅为3.5mm。
[0106]
参考表3中对比例8的数据可知,使用了涂层,需使用低熔点的聚丙烯薄膜,否则铝塑复合膜的封装效果不佳。
[0107]
以上所揭露的仅为本发明的优选实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属本发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1