一种纹理装饰膜及其制备方法与流程
1.本发明涉及膜及其加工制作领域,尤其涉及一种纹理装饰膜及其制备方法。
背景技术:
2.近年,装饰行业快速发展,对装饰膜的需求也越来越高。在室内装饰、橱柜板装饰、家用电器装饰领域都可以用到大量的装饰膜,尤其是带有纹理的装饰膜越来越受到欢迎。
3.申请号为“cn201380036261.2”的一篇名为“具有横向发纹的内饰膜及其制造方法”中公开了,主要采用uv转印在透明塑料膜上形成横向的uv发丝纹。在uv发丝纹下方形成金属沉积层,在金属沉积层和uv层之间还有一层底漆层,作为连接金属镀层和uv层的中间层。该专利需要介质层来实现pvd镀层的良好粘结和附着。
4.从现有的公开专利文献中看来,在进行pvd镀膜前,都需要做底涂前处理,无论是uv纹理还是pet机械拉丝纹理,都要涂一层底涂层来增强金属镀层附着力。底涂层会严重影响纹理的精细度,造成纹理的失真,纹理是高低起伏的,涂布底涂液时,纹理凹陷位置往往底涂液比较多,造成部分纹理失真。此外,现有底涂工艺制得的金属镀膜层附着力很难提高,为解决这些问题,特提出本发明。
技术实现要素:
5.本发明针对现有技术中存在的需要通过涂一层底涂层来增强金属镀层附着力,底涂层会严重影响纹理的精细度,造成纹理的失真,纹理是高低起伏的,涂布底涂液时,纹理凹陷位置往往底涂液比较多,造成部分纹理失真的缺陷,提供了新的一种纹理装饰膜及其制备方法。
6.为了解决上述技术问题,本发明通过以下技术方案实现:
7.一种纹理装饰膜的制备方法,包括,
8.a1、取一卷uv拉丝膜进行真空镀膜,将uv拉丝膜通过气相沉积法处理后制得第一半成品,所述第一半成品中uv拉丝膜带拉丝花纹一侧的表面具有沉积形成的金属镀层;
9.uv拉丝膜在本发明中作为模具起到拓印拉丝花纹的作用,上述步骤起到先将金属镀层在uv拉丝膜上成型的效果。
10.a2、取一卷第一半成品进行放卷,在其金属镀层一侧的表面涂布一层胶水,将涂布完胶水的第一半成品送入烘箱内进行干燥,形成第二半成品;
11.将胶水涂布在第一半成品上,使胶水能够填充满已经覆盖有金属镀层的拉丝花纹,一方面能够确保拓印下来的拉丝花纹的形状完整;另一方面使其能够与拉丝花纹上的金属镀层充分接触,确保最终得到的产品上金属镀层完整。
12.a3、取一卷基材膜,对其表面进行硬化处理与消光处理后,将其与第二半成品上带有胶水的一侧覆合后采用热压合辊压合并收卷,形成第三半成品;
13.a4、将第三半成品静置在熟化房内进行静态熟化步骤,熟化时长控制在72小时,熟化房内温度控制在45~65摄氏度;
14.静态熟化步骤使胶水完全固化,并在静态熟化的过程能够使胶水与金属镀层以及基材膜的黏合更加充分。
15.a5、将经过静态熟化步骤的第三半成品进行放卷,并对其上的uv拉丝膜进行剥离,使金属镀层与uv拉丝膜分离,并随胶水剥离到基材膜一侧得到第四半成品;
16.uv拉丝膜进行剥离的步骤中,由于胶水对于金属镀层的附着力大于uv拉丝膜对于金属镀层的附着力,金属镀层被能够完整的转移,得到第四半成品相比于市场上现有的纹理装饰膜纹理更清晰且完整。
17.a6、对在第四半成品的金属镀层进行防氧化处理得到最终成品。
18.对第四半成品的金属镀层进行防氧化处理,使最终成品具有更好的抗氧化、抗腐蚀性能,同时更耐磨,延长其使用寿命。
19.作为优选,上述所述的一种纹理装饰膜的制备方法,所述基材膜为厚度范围在15-125μm的pc板或pet膜。
20.作为优选,上述所述的一种纹理装饰膜的制备方法,所述金属镀层为铝、铜、不锈钢、镍中的一种。
21.作为优选,上述所述的一种纹理装饰膜的制备方法,所述步骤a1中的拉丝花纹为横拉丝、竖拉丝、立体拉丝、发丝纹中的一种。
22.作为优选,上述所述的一种纹理装饰膜的制备方法,所述步骤a1中的uv拉丝膜包括基材层、uv层,所述uv层设置在基材层上且其表面设置有拉丝花纹,所述uv层由uv胶水固化后形成。
23.uv胶水的型号为jy-2390-05k、生产商为湖南君元新材料科技有限公司,且uv拉丝膜能够通过外购的方式获得,从而降低工艺要求,便于不具备生产制造uv拉丝膜的生产商进行后续的生产制造。
24.作为优选,上述所述的一种纹理装饰膜的制备方法,所述步骤a2中的胶水的涂布厚度范围在10~30μm之间。
25.该胶水采用生产商为湖南君元新材料科技有限公司,型号为u2001a的胶水,控制胶水的涂布厚度范围在10~30μm之间,确保胶水能够完全覆盖并填充在uv拉丝膜所形成的花纹内,一方面能够确保拓印下来的拉丝花纹的形状完整;另一方面使其能够与拉丝花纹上的金属镀层充分接触,确保最终得到的产品上金属镀层完整。
26.作为优选,上述所述的一种纹理装饰膜的制备方法,所述步骤a3中的硬化处理包括:
27.a31、取基材膜放卷,利用涂布机在基材膜上涂布一层热固性树脂涂料;
28.a32、将完成热固性树脂涂料涂布的基材膜放入烘箱烘烤,热固性树脂涂料固化后在基材膜上形成硬化层;
29.a33、将带有硬化层的基材膜收卷放入熟化房进行熟化。
30.热固性树脂涂料固化后会形成一层致密的涂层,且该涂层具备一定的硬度,具有耐刮、耐划的效果,起到延长产品使用寿命的作用。
31.作为优选,上述所述的一种纹理装饰膜的制备方法,所述步骤a3中的消光处理为在步骤a32中所述热固性树脂涂料内添加消光粒子。
32.在热固性树脂涂料中加入重量百分比为5~30%的消光粒子,使热固性树脂涂料
固化后具有消光的作用和效果。
33.作为优选,上述所述的一种纹理装饰膜的制备方法,所述步骤a6中的防氧化处理包括在所述金属镀层上涂布聚氨酯涂层或者在所述金属镀层上覆合pvc或pet薄膜。
34.一种纹理装饰膜,上述所述的一种纹理装饰膜的制备方法制得。
附图说明
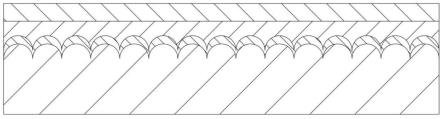
35.图1为本发明中第三半成品的结构示意图;
36.图2为本发明中第四半成品的结构示意图。
37.图1中的层状结构从上到下依次为基材膜、胶水、金属镀层、uv拉丝膜;图2中的层状结构从上到下依次为金属镀层、胶水、基材膜。
具体实施方式
38.下面结合附图1-2和具体实施方式对本发明作进一步详细描述,但它们不是对本发明的限制:
39.实施例1
40.一种纹理装饰膜的制备方法,包括,
41.a1、取一卷uv拉丝膜进行真空镀膜,将uv拉丝膜通过气相沉积法处理后制得第一半成品,所述第一半成品中uv拉丝膜带拉丝花纹一侧的表面具有沉积形成的金属镀层;
42.a2、取一卷第一半成品进行放卷,在其金属镀层一侧的表面涂布一层胶水,将涂布完胶水的第一半成品送入烘箱内进行干燥,形成第二半成品;
43.a3、取一卷基材膜,对其表面进行硬化处理与消光处理后,将其与第二半成品上带有胶水的一侧覆合后采用热压合辊压合并收卷,形成第三半成品;
44.a4、将第三半成品静置在熟化房内进行静态熟化步骤,熟化时长控制在72小时,熟化房内温度控制在45摄氏度;
45.a5、将经过静态熟化步骤的第三半成品进行放卷,并对其上的uv拉丝膜进行剥离,使金属镀层与uv拉丝膜分离,并随胶水剥离到基材膜一侧得到第四半成品;
46.a6、对在第四半成品的金属镀层进行防氧化处理得到最终成品。
47.作为优选,所述基材膜为厚度范围在15μm的pc板或pet膜。
48.作为优选,所述金属镀层为铝、铜、不锈钢、镍中的一种。
49.作为优选,所述步骤a1中的拉丝花纹为横拉丝、竖拉丝、立体拉丝、发丝纹中的一种。
50.作为优选,所述步骤a1中的uv拉丝膜包括基材层、uv层,所述uv层设置在基材层上且其表面设置有拉丝花纹,所述uv层由uv胶水固化后形成。
51.作为优选,所述步骤a2中的胶水的涂布厚度范围在10μm之间。
52.作为优选,所述步骤a3中的硬化处理包括:
53.a31、取基材膜放卷,利用涂布机在基材膜上涂布一层热固性树脂涂料;
54.a32、将完成热固性树脂涂料涂布的基材膜放入烘箱烘烤,热固性树脂涂料固化后在基材膜上形成硬化层;
55.a33、将带有硬化层的基材膜收卷放入熟化房进行熟化。
56.作为优选,所述步骤a3中的消光处理为在步骤a32中所述热固性树脂涂料内添加消光粒子。
57.作为优选,所述步骤a6中的防氧化处理包括在所述金属镀层上涂布聚氨酯涂层或者在所述金属镀层上覆合pvc或pet薄膜。
58.一种纹理装饰膜,上述所述的一种纹理装饰膜的制备方法制得。
59.实施例2
60.一种纹理装饰膜的制备方法,包括,
61.a1、取一卷uv拉丝膜进行真空镀膜,将uv拉丝膜通过气相沉积法处理后制得第一半成品,所述第一半成品中uv拉丝膜带拉丝花纹一侧的表面具有沉积形成的金属镀层;
62.a2、取一卷第一半成品进行放卷,在其金属镀层一侧的表面涂布一层胶水,将涂布完胶水的第一半成品送入烘箱内进行干燥,形成第二半成品;
63.a3、取一卷基材膜,对其表面进行硬化处理与消光处理后,将其与第二半成品上带有胶水的一侧覆合后采用热压合辊压合并收卷,形成第三半成品;
64.a4、将第三半成品静置在熟化房内进行静态熟化步骤,熟化时长控制在72小时,熟化房内温度控制在65摄氏度;
65.a5、将经过静态熟化步骤的第三半成品进行放卷,并对其上的uv拉丝膜进行剥离,使金属镀层与uv拉丝膜分离,并随胶水剥离到基材膜一侧得到第四半成品;
66.a6、对在第四半成品的金属镀层进行防氧化处理得到最终成品。
67.作为优选,所述基材膜为厚度范围在125μm的pc板或pet膜。
68.作为优选,所述金属镀层为铝、铜、不锈钢、镍中的一种。
69.作为优选,所述步骤a1中的拉丝花纹为横拉丝、竖拉丝、立体拉丝、发丝纹中的一种。
70.作为优选,所述步骤a1中的uv拉丝膜包括基材层、uv层,所述uv层设置在基材层上且其表面设置有拉丝花纹,所述uv层由uv胶水固化后形成。
71.作为优选,所述步骤a2中的胶水的涂布厚度范围在30μm之间。
72.作为优选,所述步骤a3中的硬化处理包括:
73.a31、取基材膜放卷,利用涂布机在基材膜上涂布一层热固性树脂涂料;
74.a32、将完成热固性树脂涂料涂布的基材膜放入烘箱烘烤,热固性树脂涂料固化后在基材膜上形成硬化层;
75.a33、将带有硬化层的基材膜收卷放入熟化房进行熟化。
76.作为优选,所述步骤a3中的消光处理为在步骤a32中所述热固性树脂涂料内添加消光粒子。
77.作为优选,所述步骤a6中的防氧化处理包括在所述金属镀层上涂布聚氨酯涂层或者在所述金属镀层上覆合pvc或pet薄膜。
78.一种纹理装饰膜,上述所述的一种纹理装饰膜的制备方法制得。
79.实施例3
80.一种纹理装饰膜的制备方法,包括,
81.a1、取一卷uv拉丝膜进行真空镀膜,将uv拉丝膜通过气相沉积法处理后制得第一半成品,所述第一半成品中uv拉丝膜带拉丝花纹一侧的表面具有沉积形成的金属镀层;
82.a2、取一卷第一半成品进行放卷,在其金属镀层一侧的表面涂布一层胶水,将涂布完胶水的第一半成品送入烘箱内进行干燥,形成第二半成品;
83.a3、取一卷基材膜,对其表面进行硬化处理与消光处理后,将其与第二半成品上带有胶水的一侧覆合后采用热压合辊压合并收卷,形成第三半成品;
84.a4、将第三半成品静置在熟化房内进行静态熟化步骤,熟化时长控制在72小时,熟化房内温度控制在55摄氏度;
85.a5、将经过静态熟化步骤的第三半成品进行放卷,并对其上的uv拉丝膜进行剥离,使金属镀层与uv拉丝膜分离,并随胶水剥离到基材膜一侧得到第四半成品;
86.a6、对在第四半成品的金属镀层进行防氧化处理得到最终成品。
87.作为优选,所述基材膜为厚度范围在70μm的pc板或pet膜。
88.作为优选,所述金属镀层为铝、铜、不锈钢、镍中的一种。
89.作为优选,所述步骤a1中的拉丝花纹为横拉丝、竖拉丝、立体拉丝、发丝纹中的一种。
90.作为优选,所述步骤a1中的uv拉丝膜包括基材层、uv层,所述uv层设置在基材层上且其表面设置有拉丝花纹,所述uv层由uv胶水固化后形成。
91.作为优选,所述步骤a2中的胶水的涂布厚度范围在20μm之间。
92.作为优选,所述步骤a3中的硬化处理包括:
93.a31、取基材膜放卷,利用涂布机在基材膜上涂布一层热固性树脂涂料;
94.a32、将完成热固性树脂涂料涂布的基材膜放入烘箱烘烤,热固性树脂涂料固化后在基材膜上形成硬化层;
95.a33、将带有硬化层的基材膜收卷放入熟化房进行熟化。
96.作为优选,所述步骤a3中的消光处理为在步骤a32中所述热固性树脂涂料内添加消光粒子。
97.作为优选,所述步骤a6中的防氧化处理包括在所述金属镀层上涂布聚氨酯涂层或者在所述金属镀层上覆合pvc或pet薄膜。
98.一种纹理装饰膜,上述所述的一种纹理装饰膜的制备方法制得。
99.总之,以上所述仅为本发明的较佳实施例,凡依本发明申请专利的范围所作的均等变化与修饰,皆应属本发明的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1