一种环保阻燃高韧性PVC绝缘电工套管的制作方法
一种环保阻燃高韧性pvc绝缘电工套管
技术领域
1.本发明涉及管材领域,具体涉及一种环保阻燃高韧性pvc绝缘电工套管。
背景技术:
2.电工套管是指建筑电器安装过程中用于保护缆布线的管道,它允许电缆的在其内部穿入与更换。其中,聚氯乙烯(pvc)电工套管以其高阻燃性,通常被作为穿线管材使用,以起到保护电线的绝缘层和阻止火苗蔓延的作用。
3.就目前而言,pvc材料强度低且易老化磨损,同时通过pvc材料制备的电工套管韧性较差,在承受较大应力时电工套管易发生损坏。因此,当pvc材料的电工套管发生损坏时,穿设在电工套管内部的电线容易直接暴露在墙体中,进而存在一定的安全隐患。
技术实现要素:
4.鉴于以上现有技术的缺点,本发明的目的在于提供一种环保阻燃高韧性pvc绝缘电工套管,以改善现有电工套管韧性差且易于磨损的问题。
5.为实现上述目的及其它相关目的,本发明提供一种环保阻燃高韧性pvc绝缘电工套管,其包括:
6.内层管体;
7.外层管体,与所述内层管体同轴设置,且所述内层管体与所述外层管体之间固定连接;网层,是位于所述内层管体和所述外层管体之间;以及
8.涂层,其涂抹于所述外层管体的外侧壁上,以及涂抹于所述内层管体的内侧壁上;
9.其中,所述涂层按重量份的原料组分包括:双酚a型环氧树脂180~220份、双氰胺固化剂9~11份、2-甲基咪唑0.8~1.2份、流平剂1.8~2.2份、硅微粉90~110份、阻燃剂14~16份以及导热填料10~12份。
10.在本发明一方案中,所述内层管体和所述外层管体之间通过粘接剂进行粘接,且粘接剂为热熔胶。
11.在本发明一方案中,所述网层包括多个支撑环以及多个支撑杆,所述支撑环与所述支撑杆之间固定连接。
12.在本发明一方案中,所述支撑杆沿着所述内层管体的周向均匀设置,所述支撑环沿着所述内层管体的轴向均匀设置。
13.在本发明一方案中,所述支撑杆和所述支撑环的材质为不锈钢。
14.在本发明一方案中,所述涂层按重量份的原料组分包括:双酚a型环氧树脂205份、双氰胺固化剂10份、2-甲基咪唑1份、流平剂2份、硅微粉100份、阻燃剂15份以及导热填料11份。
15.在本发明一方案中,所述涂层的厚度为60~120μm。
16.在本发明一方案中,所述阻燃剂为剂氢氧化铝。
17.在本发明一方案中,所述导热填料为氧化铝、氧化锌、氮化铝、氮化硼以及高导热
绝缘复合粉中的一种或者多种。
18.综上所述,本发明提供一种环保阻燃高韧性pvc绝缘电工套管,以改善现有电工套管韧性差且易于磨损的问题。其中,位于所述内层管体和所述外层管体之间的网层,可提高电工套管的强度和韧性。同时,位于设置在电工套管内侧以及外侧的涂层,可增强电工套管的柔韧性以及耐磨性,以及可保证电工套管具备良好的阻燃效果以及高韧性。
附图说明
19.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
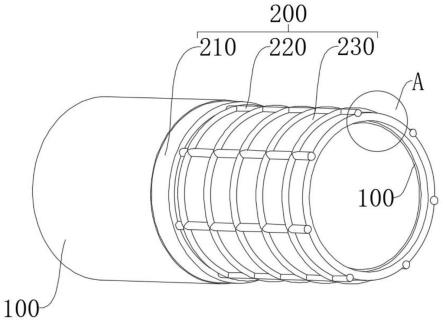
20.图1为本发明一种环保阻燃高韧性pvc绝缘电工套管于一实施例中的结构示意图;
21.图2为本发明图1中a视图放大的结构示意图;
22.图3为本发明一种环保阻燃高韧性pvc绝缘电工套管于一实施例中侧视的结构示意图;
23.图4为本发明一种环保阻燃高韧性pvc绝缘电工套管于一实施例中俯视的结构示意图。
24.元件标号说明
25.100、涂层;
26.200、管材结构;210、外层管体;220、网层;221、支撑环;222、支撑杆;230、内层管体。
具体实施方式
27.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其它优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。
28.请参阅图1至图4。须知,本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容所能涵盖的范围内。
29.请参阅图1所示,本发明提供一种环保阻燃高韧性pvc绝缘电工套管,以用于改善现有电工套管的韧性差且易于磨损的问题。其中,所述环保阻燃高韧性pvc绝缘电工套管是采用多层结构,所述多层结构可以包括管材结构200以及涂层100,其中所述管材结构200包括内层管体230、网层220、以及外层管体210。具体来说,多层结构之间依次连接,以用于提高所述环保阻燃高韧性pvc绝缘电工套管的韧性和磨损强度。
30.请参阅图1-4所示,在一实施例中,所述内层管体230和所述外层管体210之间同轴设置,且网层220是位于所述内层管体230和所述外层管体210之间。需要注意的是,内层管
体230和外层管体210的材料相同,其采用聚氯乙烯材质。其中,介于聚氯乙烯材质的高耐冲击性、可塑性以及良好的化学稳定性,例如是,聚氯乙烯材质在常温下耐酸、碱、盐类水溶液的腐蚀等,可极大的提高所述环保阻燃高韧性pvc绝缘电工套管在使用过程中的适用性。
31.具体来说,所述内层管体230和所述外层管体210之间可允许通过热熔胶进行粘接,所述热熔胶可允许是不同密度的聚乙烯和多个催化原料混合并熔融后进行制备。例如是,首先,将高密度聚乙烯(hdpe)、中密度聚乙烯(mdpe)和低密度聚乙烯(ldpe)按照1:0.5:0.5的质量比混合,得到聚乙烯。其次,按照过氧化苯甲酰:马来酸酐:n-丁基马来酰亚胺:聚乙烯质量比为0.15:1.35:0.15:100称取原料,将各原料混合均匀,熔融挤出造粒,得到接枝树脂。最后,按照接枝树脂100重量份、乙烯-丙烯酸丁酯5重量份、硅橡胶5重量份称取各组分,将各组分混合均匀,熔融挤出造粒,得到热熔胶。需要注意的是,根据上述原料以及工艺所制备的热熔胶,具备良好的粘接性能,进而可提高所述内层管体230和所述外层管体210之间的粘接效果。然不限于此,可允许根据实际的需求确定制备所述热熔胶的原料和步骤。
32.请参阅图1-4所示,在一实施例中,网层220是位于所述内层管体230和所述外层管体210之间,网层220可用于改善所述环保阻燃高韧性pvc绝缘电工套管的韧性。具体来说,网层220可允许包括多个支撑环221以及多个支撑杆222,所述支撑环221和所述支撑杆222之间是固定连接。其中,所述支撑环221套设在所述内层管体230上,且多个所述支撑环221沿着所述内层管体230的轴向均匀分布。所述支撑杆222是位于所述内层管体230的外围,且所述支撑杆222与所述支撑环221之间固定连接。需要注意的是,在所述内层管体230的周向上,所述支撑杆222均匀的设置在所述内层管体230的外围。
33.其中,支撑环221和支撑杆222的材质为不锈钢材质,不锈钢材质具备良好韧性以及刚性,可有效改善所述环保阻燃高韧性pvc绝缘电工套管的强度和韧性。
34.请参阅图1-4所示,在一实施例中,所述环保阻燃高韧性pvc绝缘电工套管的内侧和外侧设置有涂层100,所述涂层100可进一步提高所述环保阻燃高韧性pvc绝缘电工套管的韧性以及耐磨性能。具体的,涂层100是位于所述内层管体230的内侧壁上,以及涂层100是位于所述外层管体210的外侧壁上。具体来说,所述涂层100在制备过程中,可允许包括如下组分:双酚a型环氧树脂180~220份、双氰胺固化剂9~11份、2-甲基咪唑0.8~1.2份、流平剂1.8~2.2份、硅微粉90~110份、阻燃剂14~16份以及导热填料10~12份。需要注意的是,在本实施例中,所述双酚a型环氧树脂的环氧当量为800~850,以及涂层100的厚度为60~120μm。
35.具体来说,环氧树脂具备良好的绝缘性能以及防腐性能,与固化剂反应后可迅速形成交联网状结构。当其喷涂在工件上且经过高温固化后,可以在工件表面形成致密的涂膜,进而改善所述环保阻燃高韧性pvc绝缘电工套管的表面强度。其中,通过双氰胺固化剂,以及2-甲基咪唑作为固化促进剂,可进一步改善涂层100的耐老化性能。
36.在一实施例中,导热填料而言可允许包括金属氧化物、复合硅酸盐、稀土氧化物以及金属材料。其中,所述金属氧化物选自氧化铝、氧化锌、氮化铝、氮化硼以及高导热绝缘复合粉中的一种或者多种,以及所述金属材料选自镍、钛、铬、锰、铜和铝中的一种或多种。然不限于此,可允许根据实际需求进行确定。同时,在本实施例中,所述阻燃剂可允许采用氢氧化铝。
37.在一实施例中,所述环保阻燃高韧性pvc绝缘电工套管在制备的过程中,包括步
骤:
38.步骤s10、配制管材原料。
39.步骤s20、将所述管材原料导入成型设备,并通过所述成型设备制备内层管体230和外层管体210。
40.步骤s30、将网层220套设在内层管体230上,在且内层管体230的外侧壁上均匀涂抹有热熔胶。
41.步骤s40、将外层管体210和内层管体230之间同轴设置,并通过热熔胶进行粘接。
42.步骤s50、常温固化后得到所述环保阻燃高韧性pvc绝缘电工套管。
43.步骤s60、对所述环保阻燃高韧性pvc绝缘电工套管的内层管体230的内侧壁和外侧壁喷涂涂层100。
44.需要注意是,在步骤s50中,首先按照涂层100配方中的原料组分,通过搅拌机预混合。然后,通过双螺杆挤出机在预设的温度下进行熔融挤出,挤出后的片料经过冷却粉碎后过筛、静电喷涂。最后,通过热固化效应,在所述环保阻燃高韧性pvc绝缘电工套管的内侧和外侧形成膜层。
45.基于所述环保阻燃高韧性pvc绝缘电工套管,本发明还提供以下实施例。
46.实施例1
47.在本实施例中,所述环保阻燃高韧性pvc绝缘电工套管中的涂层包括以下重量份的原料:双酚a型环氧树脂180份、双氰胺固化剂9份、2-甲基咪唑0.8份、流平剂1.8份、硅微粉90份、阻燃剂14份以及导热填料10份。
48.其中,在对所述环保阻燃高韧性pvc绝缘电工套管设置涂层100的过程中,包括步骤:
49.步骤1、按照涂层配方中的原料组分,通过搅拌机预混合。
50.步骤2、通过双螺杆挤出机在预设的温度下进行熔融挤出,挤出后的片料经过冷却粉碎后过筛、静电喷涂。
51.步骤3、通过热固化效应,在所述环保阻燃高韧性pvc绝缘电工套管的内侧和外侧形成膜层。
52.实施例2
53.在本实施例中,所述环保阻燃高韧性pvc绝缘电工套管中的涂层包括以下重量份的原料:双酚a型环氧树脂205份、双氰胺固化剂10份、2-甲基咪唑1份、流平剂2份、硅微粉100份、阻燃剂15份以及导热填料11份。
54.其中,在对所述环保阻燃高韧性pvc绝缘电工套管设置涂层100的过程中,其步骤与实施例1相同。
55.实施例3
56.在本实施例中,所述环保阻燃高韧性pvc绝缘电工套管中的涂层包括以下重量份的原料:双酚a型环氧树脂220份、双氰胺固化剂11份、2-甲基咪唑1.2份、流平剂2.2份、硅微粉110份、阻燃剂16份以及导热填料12份。
57.其中,在对所述环保阻燃高韧性pvc绝缘电工套管设置涂层100的过程中,其步骤与实施例1相同。
58.对比例1
59.在本实施例中,所述环保阻燃高韧性pvc绝缘电工套管中的涂层包括以下重量份的原料:双酚a型环氧树脂180份、双氰胺固化剂9份、2-甲基咪唑0.8份、流平剂1.8份、硅微粉90份、阻燃剂14份以及导热填料10份。
60.其中,在对所述环保阻燃高韧性pvc绝缘电工套管设置涂层100的过程中,其步骤与实施例1相同。
61.对比例2
62.在本实施例中,所述环保阻燃高韧性pvc绝缘电工套管中的涂层包括以下重量份的原料:双酚a型环氧树脂180份、双氰胺固化剂9份、2-甲基咪唑0.8份、流平剂1.8份、硅微粉90份、阻燃剂14份以及导热填料10份。
63.其中,在对所述环保阻燃高韧性pvc绝缘电工套管设置涂层100的过程中,其步骤与实施例1相同。
64.其中,对比例1、对比例2与实施例1之间的区别在于,实施例1中所述双酚a型环氧树脂的环氧当量为800~850,对比例1中所述双酚a型环氧树脂的环氧当量为900~1050,以及对比例2中所述双酚a型环氧树脂的环氧当量为1000~1100。
65.基于上述实施例1~3以及对比例1~2所制备的涂层以及具备该涂层的环保阻燃高韧性pvc绝缘电工套管,并对所述环保阻燃高韧性pvc绝缘电工套管进行性能测试。其实验结果如表1。
66.表1
[0067][0068]
综上所述,当双酚a型环氧树脂的环氧当量为800~850时,其综合性能要优于当量为900~1050以及1000~1100的双酚a型环氧树脂。同时,基于上述实施例中的原料配比,使得所述环保阻燃高韧性pvc绝缘电工套管具备良好的柔韧性以及耐磨性能。因此,可有效改善现有电工套管的韧性差且易于磨损的问题。
[0069]
所以,本发明有效克服了现有技术中的一些实际问题从而有很高的利用价值和使用意义。
[0070]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
[0071]
同时,当实施例给出数值范围时,应理解,除非本发明另有说明,每个数值范围的两个端点以及两个端点之间任何一个数值均可选用。除非另外定义,本发明中使用的所有技术和科学术语与本技术领域的技术人员对现有技术的掌握及本发明的记载,还可以使用
与本发明实施例中所述的方法、设备、材料相似或等同的现有技术的任何方法、设备和材料来实现本发明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1